150 kV/30 kW逆变式电子束焊接高压电源设计
2014-12-02 02:24杜慧聪齐铂金
北京航空航天大学学报 2014年11期
张 伟 杜慧聪 齐铂金
(北京航空航天大学 机械工程及自动化学院,北京100191)
许海鹰
(中国航空工业集团公司 北京航空制造工程研究所,北京100024)
真空电子束焊接技术具有能量密度高、焊缝深宽比大、热影响区小等优点,在航空、航天、兵器和船舶等国防工业及民用工业领域得到了广泛的应用.真空电子束焊接技术的关键在于如何获得稳定的电子束流输出,除了电子枪结构、真空度的影响外,高压电源对束流的稳定度影响尤为显著.针对三极电子枪配套的高压电源,主要包括高压加速电源、灯丝加热电源和栅极偏压控制电源,是电子束焊接的动力装置,其技术水平的高低直接影响到电子束焊接设备的整体水平[1-2].
电子束焊接高压电源技术自20世纪50年代以来,主要经历了3个发展阶段,即工频变压器、中频发电机组、高频开关式电源.在每个发展阶段,设备性能都得到了很大提高,尤其是开关式高压电源,其高压调节范围更广、输出纹波更小、束流控制精度更高,设备体积更小.
德国SST公司生产的高压电子束焊接设备的高压电源输出最高工作电压可达150 kV,最大束流400 mA;国外其他电子束焊接设备生产厂家如德国PTR、法国 TECHMETAR、英国 CVE、乌克兰PATON也均有成熟的60 kV和150 kV高压大功率逆变电源(≥30 kW).
目前,国内在电子束焊接方面技术最成熟的仍然是中频机组方式高压电源;在高频逆变电源方面,已经积极开展研究,并得到了一定范围的应用,北京航空制造工程研究所、桂林实创、北京中科等均有60 kV高压逆变电源,但功率均未超过30 kW,而且在稳定性和可靠性方面与国外同类技术相比仍存在一定的差距,特别是对用于大厚度焊接结构的150 kV电子束焊接高压电源的研究报道就更少[1-4].
本文采用绝缘栅双极晶体管(IGBT,Insulated Gate Bipolar Transistor)逆变技术,研制了一套先进的150 kV/30 kW逆变式电子束焊接高压电源.详细地分析了电子束焊接高压电源的构成,重点讨论了逆变式高压电源的主电路拓扑,设计了高压变压器、倍压整流电路、高压采样电路、束流采样电路,以及内外环结合的负反馈控制电路,实现了稳定的高电压和束流输出.
1 高压电源的构成
所研制的150 kV电子束焊接系统的基本组成如图1 所示[5-10].

图1 电子束焊接高压电源系统的组成Fig.1 High voltage power supply system of electron beam welding
在图1中,三级真空电子枪安装在真空室上,待焊工件放在真空室内.150 kV高压加速电源的正极连接至电子枪的阳极,负极通过限流电阻R1,R2和R3后,分别与灯丝加热电源的正极、负极相连接,然后再连接至阴极(灯丝),从而在电子枪阴极和阳极之间提供一个150 kV的电子加速电压;栅极偏压电源与高压电源串联后,其负极连接至电子枪的栅极.
灯丝加热电源主要作用是加热灯丝并使其发射电子,所发射的大量电子经过高压电场的加速,再经过电子枪的聚焦线圈聚焦后,去轰击工件,电子束大量的动能转化为热能,使工件轰击位置熔化,形成熔池,从而实现对工件的焊接.栅极偏压电源的主要作用是在电子枪的阴极和栅极之间提供栅偏压,用来控制和调整电子束束流的大小,它的原理是在阴极和栅极之间加一个负偏压,通过调节负偏压的大小来调节电子束流的大小.其中,加速电压调节范围:-90~-150 kV;栅极偏压电源输出电压范围 -100~-2 500 V,最大电流30 mA;灯丝电源用来加热灯丝产生电子,输出电流0~50 A可调,输出电压12 V.
由于高压电源的加速电压高达-150 kV,电子枪内的金属蒸汽、绝缘油中的杂质等都很容易引起高压放电.高压放电不仅使得高压电源不稳定,而且高压放电产生的电压或电流尖峰对电网上的其他设备(如PLC系统、伺服控制系统等)造成很强的电磁干扰,甚至损坏这些设备.因此,为了有效防止高压放电产生的电压和电流尖峰反馈至电网,高压加速电源、栅极偏压电源和灯丝加热电源都采用逆变直流电源(带隔离变压器)与380 V工频电网隔离,可有效减小对电网上其他设备的干扰,如图2所示.

图2 高压电源结构示意图Fig.2 Schematic diagram of high voltage power supply
在图2中,高压加速电源、栅极偏压电源和灯丝加热电源的低压部分都采用逆变直流电源和逆变电路串联的结构.考虑到高压加速电源的功率较大(30 kW),其直流电源和逆变电路均采用全桥逆变结构,而栅极偏压电源和灯丝加热电源的功率较小,其直流电源和逆变电路均采用半桥逆变结构.
2 高压加速电源主电路拓扑
高压加速电源由高压部分和低压部分组成,其中低压部分又包括全桥逆变直流电源和全桥逆变电路,高压部分主要由高压变压器和倍压整流电路组成.
2.1 全桥逆变直流电源
全桥逆变直流电源主电路拓扑如图3所示.
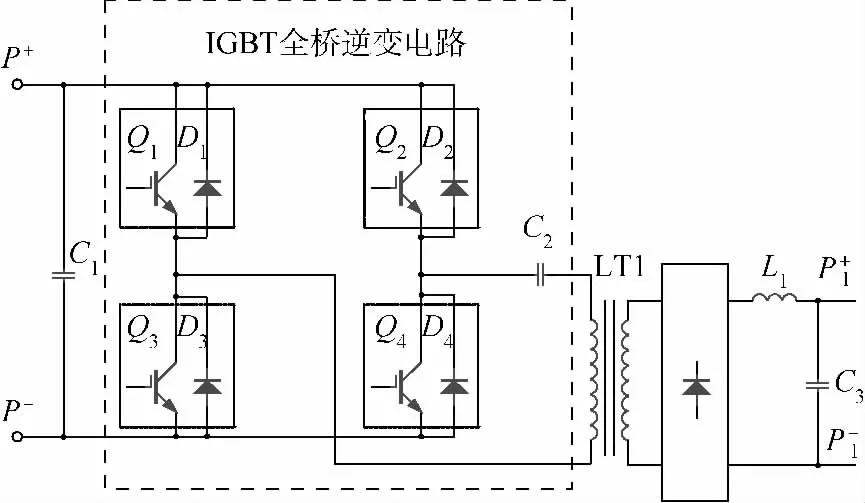
图3 全桥逆变直流电源主电路拓扑Fig.3 Main circuit topology of full bridge inverter DC power supply
在图3中,三相AC380 V动力电源经全桥整流滤波电路后得到约500 V的直流电,再输入由IGBT开关管Q1~Q4组成的全桥逆变电路变换成约20kHz的交流方波,然后经隔离变压器LT1耦合至副边进行整流滤波,最后得到电压稳定可调的直流输出.其中,电容C2为隔直电容,电感L1和电容C3为直流输出滤波电感和滤波电容,逆变直流电源输出电压为0~500 V连续可调.
2.2 全桥逆变电路
为了实现150 kV高压输出,全桥逆变直流电源输出的直流电压还必须再进行逆变,然后才能通过高压变压器进行升压.
图2中的全桥逆变电路就是将逆变直流电源输出的直流再次变换成20 kHz的交流方波,其输出连接至高压变压器的原边,这样在高压变压器的副边就可以得到幅值约为18 kV的交流方波信号.全桥逆变电路的主电路拓扑与全桥逆变直流电源中的IGBT全桥逆变电路完全一样,如图3所示.
2.3 高压变压器设计
考虑到高压变压器的原边输入交流方波的幅值最大为500 V,要实现150 kV高压输出,如果仅采用变压器进行升压,则变压器的变比为1∶300,如此高的变比,以及30 kW的高功率输出使得变压器设计和制作非常困难.同时,150kV的高压也会使得后级整流滤波电路器件的耐压值选择非常困难,成本增加.因此,综合考虑变压器升压技术难度、器件成本及可靠性等因素,采用变压器升压与倍压整流电路相结合的高压升压方案.高压变压器的变比为1∶36,倍压整流电路为10倍压整流电路.
同时,考虑到高压加速电源的输出功率为30 kW,输出功率较大,因此高压部分采用3组升压变压器与10倍压整流电路的串联结构进行并联输出,由3组高压变压器和倍压整流电路来共同输出30 kW功率,这样每一组的额定输出功率降到10 kW,很好地解决高压绝缘、高压硅堆和电容的耐压及容量的问题.
2.4 Cockcroft-Walton全波倍压整流电路
Cockcroft-Walton 10倍压整流电路采用对称全波整流方式,与普通的倍压整流电路相比,对称全波整流电路,不仅可以减小滤波电容的容量,而且还可以降低输出高压的纹波电压.其中,一组2倍压整流电路的原理图如图4所示[11-13].

图4 Cockcroft-Walton 2倍压整流电路Fig.4 Cockcroft-Walton voltage doubling rectifier
由图4的倍压整流电路分析可以得知,电容C8和C9上的最高电压为变压器副边的峰值电压U,电容C7的最高电压为2U.当高压变压器原边输入电压为500 V时,其副边的峰值电压为18 kV,则倍压整流电路中电容和二极管承受的最高电压为36kV.因此,在实际的倍压整流电路中,电容参数为50 nF/40 kV,整流二极管参数为6 A/40 kV.
3 偏压电源和灯丝电源主电路拓扑
如图1所示,偏压电源和灯丝电源都连接在150 kV高压加速电源的负极,对地电压绝对值在150kV以上,因此为了防止高压放电,也分为高压部分和低压部分.高压部分主要包括高压变压器和整流滤波电路,低压部分则由隔离直流电源与后级逆变电路串联而成.考虑到偏压电源和灯丝电源的功率较小,直流电源和逆变电路均采用半桥逆变电路拓扑,其中IGBT半桥隔离直流电源的主电路拓扑及半桥逆变电路如图5所示.

图5 半桥隔离直流电源主电路拓扑Fig.5 Main circuit topology of half bridge inverter DC power supply
4 控制电路设计
控制电路主要包括高压采样电路、束流采样电路以及闭环负反馈控制电路等[14-16].
4.1 高压采样电路设计
高压加速电源输出电压高达150 kV,采用电阻分压的方式采样,如图6所示.
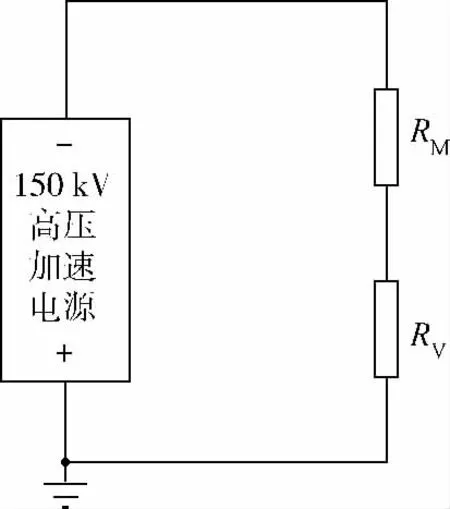
图6 高压采样电路Fig.6 Voltage sample circuit of high voltage power supply

图6中,RM为分压电阻(采用大功率高压电阻通过串并联方式获得),RV为采样电阻,则高压反馈电压为
式中,UVf为高压反馈电压;UV为输出高压
当高压输出150 kV时,高压反馈电压为9 V.
4.2 束流采样电路设计
束流采样电路如图7所示.
在图7中,R1为高压放电限流电阻,RLOAD为束流等效负载,RC为束流取样电阻,则束流IC为

当焊接束流为200 mA时,电压UC为9 V.
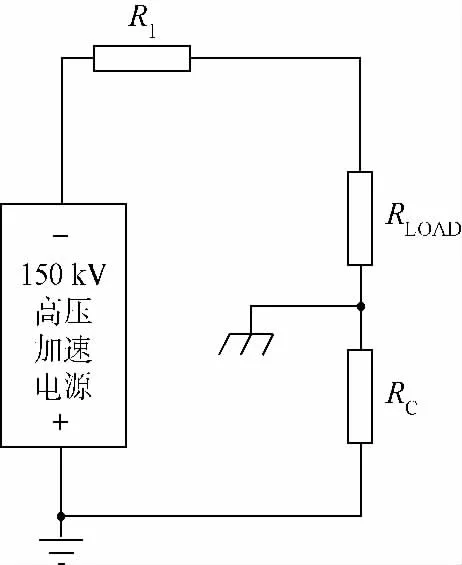
图7 束流采样电路Fig.7 Current sample circuit of electron beam
4.3 闭环控制电路设计
高压加速电源、栅极偏压电源和灯丝电源的低压部分的逆变直流电源和逆变电路分开进行控制,其中逆变电路均采用定频满脉宽的控制方式,高压电源的输出特性通过改变逆变直流电源的输出电压来调节.这种控制方式有效地避免了单级逆变电源在小功率工作时,逆变电路的脉宽过窄导致倍压整流后高压输出脉动太大的问题.同时,为了减小高压变压器和倍压整流电路内阻对输出高压的影响,提高电压闭环控制精度,逆变直流电源采用内、外环控制相结合的方式进行调节.如图8所示为高压加速电源的电压闭环控制电路原理框图.
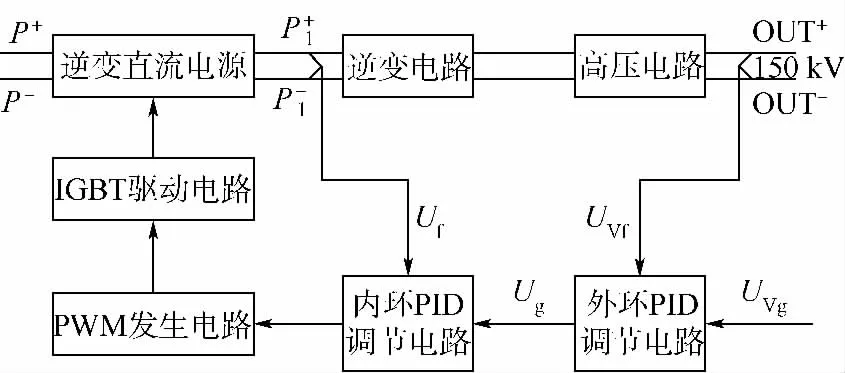
图8 高压加速电源的电压闭环控制电路原理框图Fig.8 Schematic diagram of voltage closed loop control circuit in high voltage accelerating power supply
在图8中,高压加速电源输出电压的反馈电压信号UVf与上位机设定的高压给定值UVg作为外环PID调节电路的输入,其调节输出值Ug与逆变直流电源输出电压的反馈信号Uf作为内环PID调节电路的输入,内环PID调节电路的输出再调节逆变直流电源的PWM脉冲宽度,从而改变直流电源的输出电压.因此,当闭环调节电路稳定时,高压加速电源的输出电压就与设定值相等,大大提高了加速电压的输出精度.
同理,采用束流反馈信号IC闭环调节偏压电源的输出电压,从而实现稳定的束流控制.
5 实验结果
进行了高压加速电源空载电压测试实验,当高压升压变压器的原边输入20 kHz、幅值400 V的交流方波时,高压加速电源的空载电压输出波形如图9所示.

图9 高压加速电源逆变电路输出波形Fig.9 Output waveform of high voltage accelerating power supply
在图9中,高压加速电源的输出电压反馈值为10 V,根据式(1)可计算出输出电压约为167 kV,完全可以达到150 kV输出高压的要求.
图10为高压电源的输出特性,其中图10a是电阻负载状态下测得的高压加速电源的输出特性;图10b是加速电压为150kV,灯丝电流为40A时,调节束流时得到的束流输出特性.
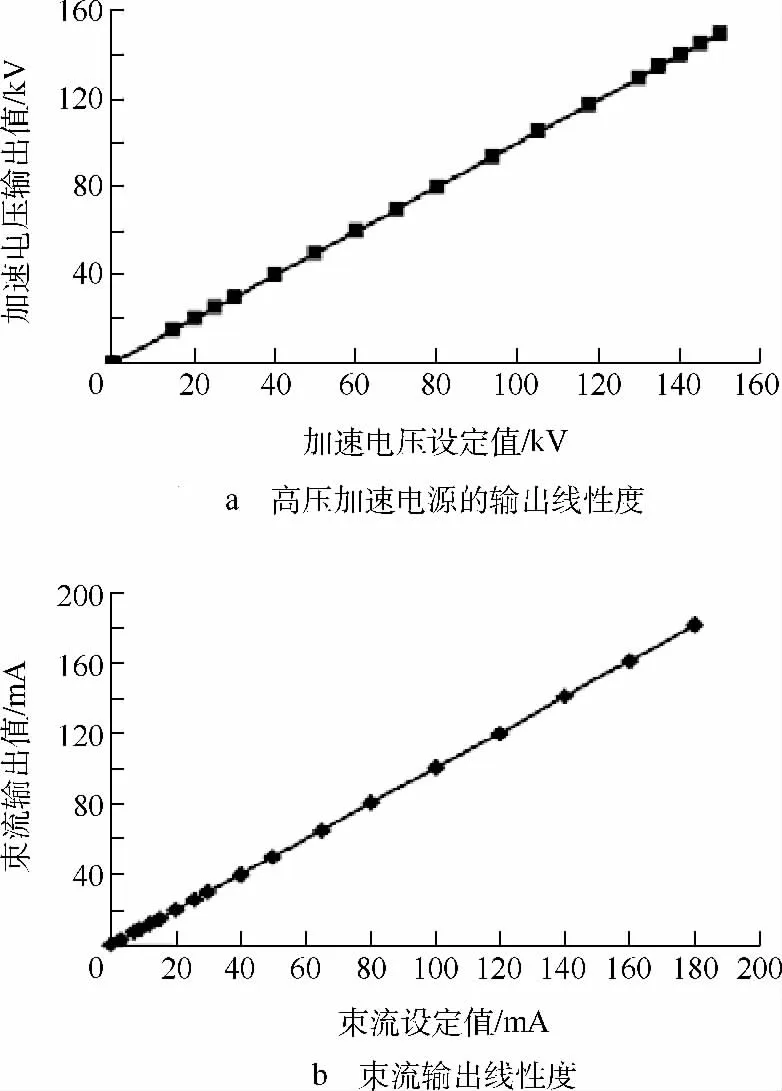
图10 高压电源的输出特性Fig.10 Output characteristic of high voltage power supply
从图10可以看出,高压加速电源的输出线性度和束流输出线性度较好,同时高压稳定度和束流稳定度均在0.5%左右,能够满足电子束焊接的要求.
6 结论
1)采用IGBT逆变技术,研制了一套先进的150 kV逆变式电子束焊接高压电源.
2)采用3组升压变压器与10倍压整流电路的串联结构进行并联输出的主电路拓扑结构,实现了150 kV/30 kW高电压大功率输出.
3)实验测试表明高压加速电源的输出线性度和束流输出线性度较好,同时高压稳定度和束流稳定度均在0.5%左右,能够满足电子束焊接的要求.
References)
[1]叶汉民.电子束焊机用高压电源的应用及发展趋势[J].电源技术应用,2001(10):519-522 Ye Hanmin.Application and developing trend of high voltage power supply for electronic beam welder[J].Power Supply Technologies and Applications,2001(10):519-522(in Chinese)
[2] Malik P,Agrawal P.A neural networks based controller for electron beam welding power supply[C]//Power Electronics,Drives and Energy Systems(PEDES)& 2010 Power India,Joint International Conference.Piscataway,NJ:IEEE Computer Society,2010:1-5
[3] Li Z X,Wang Z T,Fan S W.Development of high frequency and high voltage source for electronic beam welder[J].Journal of North China University of Technology,2010,22(3):16-19
[4] He S J,Mo J H,Wei S Q,et al.Design of a novel PWM boost type EBW stabilized high voltage source[C]//International Conference on Communications,Circuits and Systems.Piscataway,NJ:IEEE Computer Society,2008:1292-1296
[5]赵卫东,王俊峰,孙建坤.电子束焊接用高压直流电源设计[J].安徽工业大学学报,2010,27(3):295-298 Zhao Weidong,Wang Junfeng,Sun Jiankun.Design of hign-volltage power supply for electron beam welding[J].Journal of Anhui University of Technology,2010,27(3):295-298(in Chinese)
[6]李正熙,王泽庭,樊生文.高频高压电子束焊机电源的研制[J].北方工业大学学报,2010,22(3):16-18 Li Zhengxi,Wang Zeting,Fan Shengwen.Development of high frequency and high voltage source for electronic beam welder[J].Journal North China University of Technology,2010,22(3):16-18(in Chinese)
[7]李亚江,王娟,刘鹏.特种焊接技术及应用[M].北京:化学工业出版社,2003:43-46 Li Yajiang,Wang Juan,Liu Peng.Special welding technology and application[M].Beijing:Chemical Industry Press,2003:43-46(in Chinese)
[8]李爱文,张成慧.现代逆变技术及应用[M].北京:科学出版社,2000:162 Li Aiwen,Zhang Chenghui.Modern inverter technology and application[M].Beijing:Science Press,2000:162(in Chinese)
[9]徐国宁,齐铂金,刘方军,等.新型电子束焊机阴极加热电源自动调节系统[J].北京航空航天大学学报,2012,38(3):380-383 Xu Guoning,Qi Bojin,Liu Fangjun,et al.New automatic regulation system of electron beam welder cathode heating source[J].Journal of Beijing University of Aeronautics and Astronautics,2012,38(3):380-383(in Chinese)
[10]齐铂金,徐国宁,刘方军,等.新型脉冲电子束焊接偏压电源设计[J].北京航空航天大学学报,2012,38(10):1311-1316 Qi Bojin,Xu Guoning,Liu Fangjun,et al.Pulsed electron beam welding grid power supply design[J].Journal of Beijing University of Aeronautics and Astronautics,2012,38(10):1311-1316(in Chinese)
[11]林志琦,郎永辉,王岩,等.倍压整流电路电容参数的优化设计[J].长春工业大学学报,2009,30(5):551-555 Lin Zhiqi,Lang Yonghui,Wang Yan,et al.Optimized design of noltage doubing rectifiers[J].Journal of Changchun University of Technology,2009,30(5):551-555(in Chinese)
[12]孙淑惠.倍压整流电路原理仿真及应用[J].机床电器,2009(2):8-10 Sun Shuhui.Simulation and application of principles in multiple voltages rectifying circuit[J].Machine Tool Electric Apparatus,2009(2):8-10(in Chinese)
[13]陈翔,王丛岭,杨平,等.倍压整流电路参数分析与设计[J].科学技术与工程,2012,12(29):7732-7735 Chen Xiang,Wang Congling,Yang Ping,et al.Parameter analysis and design of voltage doubling rectifier circuit[J].Science Technology and Engineering,2012,12(29):7732-7735(in Chinese)
[14]何少佳,李建玲,莫金海,等.电子束焊机电源控制系统的设计与实现[J].焊接学报,2012,33(1):1-5 He Shaojia,Li Jianling,Mo Jinhai,et al.Design and implementation of a power control system for electron beam welder[J].Transactions of the China Welding Institution,2012,33(1):1-5(in Chinese)
[15]许海鹰,余伟,左从进.高压脉冲电子束焊的控制及其对焊缝形貌影响[J].北京航空航天大学学报,2011,37(8):1044-1048 Xu Haiying,Yu Wei,Zuo Congjin.High voltage pulse electron beam control strategy and influence on weld bead shape[J].Journal of Beijing University of Aeronautics and Astronautics,2011,37(8):1044-1048(in Chinese)
[16]韦寿祺,莫金海,何少佳.大功率电子束轰击炉电子枪电源控制策略[J].真空科学与技术学报,2007,28(2):151-152 Wei Shouqi,Mo Jinhai,He Shaojia.Modification of high power electron beam bombardment furnace[J].Chinese Journal of Vacuun Science and Technology,2007,28(2):151-152(in Chinese)
猜你喜欢
原子能科学技术(2022年9期)2022-10-10
原子能科学技术(2022年9期)2022-10-10
焊接学报(2022年8期)2022-09-28
真空与低温(2022年2期)2022-03-30
湖南水利水电(2021年6期)2022-01-18
通信电源技术(2021年2期)2021-05-21
白城师范学院学报(2021年2期)2021-05-06
湖南交通科技(2021年1期)2021-04-28
魅力中国(2020年32期)2020-12-07
现代电子技术(2017年18期)2017-09-25