激光立体成形GH4169高温合金γ″相的高温粗化行为
2014-11-30 09:45明宪良杨海欧
材料工程 2014年8期
明宪良,陈 静,谭 华,杨海欧,林 鑫
(西北工业大学 凝固技术国家重点实验室,西安710072)
GH4169是一种沉淀强化型Fe-Ni基高温合金,具有使用温度高、可承受应力大、耐腐蚀性能好等特点,广泛应用于航空发动机、工业燃气轮机和航宇结构部件中,如整体叶盘、鼓筒轴、机匣等关键结构[1,2]。对于GH4169高温合金,传统成形方法主要有锻造,铸造和焊接。锻造GH4169合金力学性能良好,但不适于成形复杂结构零件。铸造可以实现复杂结构零件,但通常铸件的力学性能较低,而且容易形成缺陷,特别是当铸锭尺寸较大时,容易产生元素Nb的偏析,导致Laves相的析出、白斑和黑斑等严重问题[3-5]。20世纪60年代,粉末冶金工艺开始应用于航空发动机叶片、涡轮盘和其他发动机零件的制造。粉末冶金法成形的零件组织均匀,晶粒细小,但容易存在异质夹杂、热诱导孔洞和原始颗粒边界等缺陷[6,7]。20世纪90年代开始得以迅速发展的激光立体成形技术(Laser Solid Forming,LSF)为高温合金的近净热成形提供了一条新的实现途径,该技术结合了快速原型技术和激光熔覆技术的特点,以实现高性能复杂结构金属零件的无模具、快速和全致密近净成形为目标[8,9]。
GH4169合金的主要强化相为γ″相,在高于650℃长期使用的情况下,一方面γ″相将转化为δ相,另一方面,γ″的尺寸将变大。作为γ基体中的沉淀强化相,γ″存在一个临界尺寸,大于这个临界尺寸后γ″相与基体失去共格关系,强化作用将逐渐降低。因此,激光立体成形后主要强化相γ″相的尺寸稳定性是一个需要研究的问题。此外,γ″相的尺寸稳定性也是影响合金应力持久、蠕变等性能的重要因素。目前,关于激光立体成形或修复GH4169合金强化相γ″相的粗化行为的报道还较少。本工作结合微观测试分析方法开展激光立体成形GH4169合金沉积态组织在不同双级时效条件下γ″的粗化行为及机制研究,同时与锻件进行比较,以期针对激光立体成形GH4169合金的组织特点制定专用的热处理制度,为提高材料力学性能奠定材料科学基础。
1 实验
激光立体成形实验是在西北工业大学凝固技术国家重点实验室建立的LSF-Ⅲ型激光立体成形设备上进行,该套设备由CP4000型CO2激光器,五轴四联动数控工作台,惰性气氛加工室,DPSF-2型高精度可调自动送粉器及同轴送粉喷嘴等单元组成。
基材为GH4169锻件,尺寸为100mm×14mm×10mm。用粗砂纸打磨基材表面以去除表面氧化皮,露出新鲜白亮金属表面,用丙酮清洗,吹干。熔覆材料为等离子旋转电极法制备的GH4169合金粉末,粒度为-100目,化学成分如表1所示。实验前对GH4169合金粉末进行烘干处理,烘干工艺:120℃±10℃,保温2h。制备GH4169高温合金块体所采用的激光立体成形工艺参数如表2所示。

表1 GH4169合金粉末的化学成分(质量分数/%)Table1 Chemical composition of GH4169superalloy powder(mass fraction/%)
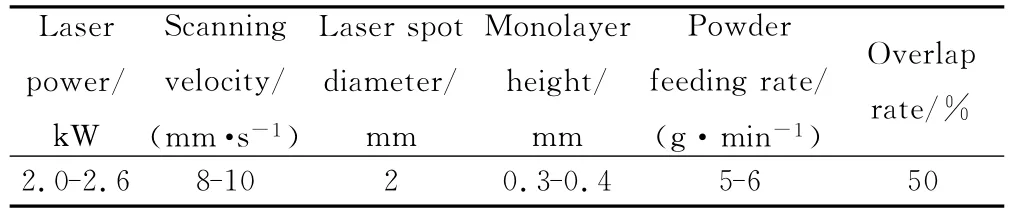
表2 GH4169合金块体的激光立体成形工艺参数Table2 Process parameters of GH4169superalloy bulks fabricated by laser solid forming
GH4169合金主要强化相γ″相最高稳定温度为650℃,开始固溶温度为840~870℃,完全固溶温度为950℃。γ″相的形貌、分布和体积分数等都会对合金的力学性能产生影响。锻件的标准双级时效处理制度为:720℃/8h/FC至620℃/8h/AC。本实验分别选取720,750℃和780℃作为双级时效的第一级时效处理温度。同时,考虑到若第一级时效处理保温时间过长,而引起γ″相尺寸过大发生形貌的改变,进而影响到LSW公式的适用性,因此,第一级时效处理时对于各温度的保温时间不同。激光立体成形GH4169合金的热处理制度如表3所示。
成形试样沿垂直于光束扫描方向用电火花线切割成20mm×10mm×5mm的试样。线切割后在箱式可控硅电阻炉中进行双级时效处理。然后,对双级时效处理试样进行打磨、抛光,用50mL HCl+10mL HNO3+2mL HF+38mL H2O的腐蚀剂进行化学腐蚀。采用SUPRA55场发射扫描电子显微镜对γ″相的显微组织特征进行观察;采用Image-ProPlus图像分析软件对γ″相的尺寸进行统计分析。
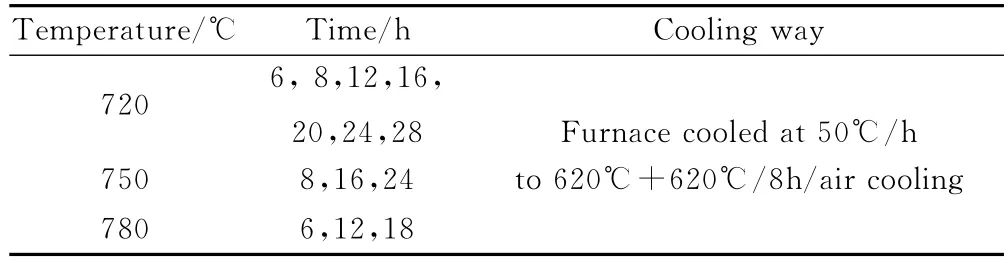
表3 激光立体成形GH4169合金热处理制度Table3 Heat treatment routines of the LSFed GH4169superalloy
2 结果与讨论
2.1 高温不同时效处理γ″相形貌的典型演化规律
GH4169合金的凝固过程可归结为[10]:L→γ+L→(γ+NbC)+L→γ+Laves。因此,在激光立体成形GH4169熔池的凝固过程中先后会有γ相、NbC和Laves相生成,扫描电子显微观察也证明了这些相的存在(图1)。但因为熔池的凝固速率太快,使得δ相和γ″相通常难以析出。同时,由于在激光立体成形GH4169合金沉积态组织枝晶间存在较严重的Nb元素偏析,因此,经双级时效处理后γ″相的形态和尺寸在枝晶间和枝晶干存在差别。因为枝晶干附近的γ″相尺寸比较均匀,而且数量较多,因此本实验的γ″相图片都取自枝晶干附近。图2~4分别给出了激光立体成形GH4169合金沉积态试样分别经过720,750,780℃不同时效处理后获得的γ″相形貌。可以看到,时效温度一定时,随保温时间的增加,γ″相尺寸是增加的。同时,γ″相尺寸增加的速率与时效温度有关,时效温度越高,则γ″相尺寸增加的速率越快。在720℃时效处理时,当保温时间为8h,激光立体成形GH4169合金中虽然可以看到细小的颗粒状γ″相析出,但是颗粒边界模糊,γ″相的直径在20nm左右;当保温时间达到16h时,可以观察到细小的圆盘状的γ″相,直径在30nm左右,但细小圆盘的边界不能清楚分辨;经过24h的时效处理后,细小圆盘的边界变得清晰;当保温时间达到28h时,γ″相的直径尺寸达到约56nm。750℃时效处理过程中,γ″相的尺寸增加较快,保温8h时γ″相的尺寸为60nm左右,保温16h后达到76nm左右,保温24h时基本接近90nm。780℃时效处理过程中,γ″相尺寸增加得最快。在保温6h时,γ″相尺寸为87nm左右;保温12h时γ″相的尺寸为104nm左右;18h时基本接近118nm。文献报道[11],γ″相的粗化过程包括γ″相长大和γ″相粗化合并两个过程。开始阶段γ″相的长大过程伴随着尺寸较小γ″相的溶解,整个过程中γ″相的体积分数基本保持不变,通过计算得到本工作中γ″相的体积分数基本保持在70%左右,γ″相尺寸差异主要来自于粗化过程。在γ″相颗粒的长大过程中,由于曲率效应的存在,溶质元素会在尺寸小的颗粒和尺寸大的颗粒之间形成浓度梯度,导致溶质元素由小尺寸颗粒向大尺寸颗粒扩散,造成小的颗粒逐渐溶解,大的颗粒逐渐长大。
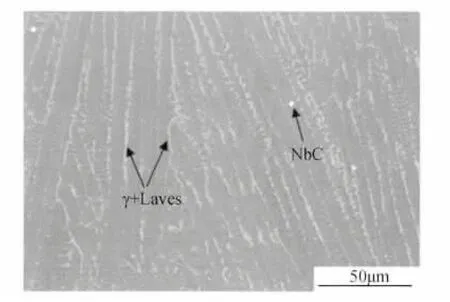
图1 激光立体成形GH4169合金沉积态组织Fig.1 Microstructure of as-deposited LSFed GH4169superalloy

图2 激光立体成形 GH4169合金沉积态试样720℃不同时效处理获得的γ″相形貌Fig.2 γ″precipitates of as-deposited LSFed GH4169superalloy aged at 720℃for different holding time
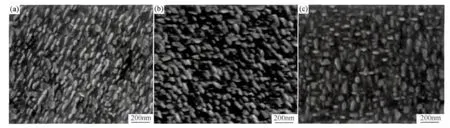
图3 激光立体成形GH4169合金沉积态试样750℃不同时效处理获得的γ″相形貌(a)8h;(b)16h;(c)24hFig.3 γ″precipitates of as-deposited LSFed GH4169superalloy aged at 750℃for different holding time(a)8h;(b)16h;(c)24h

图4 激光立体成形GH4169合金沉积态试样780℃不同时效处理获得的γ″相形貌(a)8h;(b)12h;(c)18hFig.4 γ″precipitates of as-deposited LSFed GH4169 superalloy aged at 780℃for different holding time(a)8h;(b)12h;(c)18h

图5 GH4169合金激光立体成形件和锻件在不同时效温度下γ″相尺寸随保温时间的变化Fig.5 Variation ofγ″precipitates size with holding time for the LSFed samples and the forged samples at different aging temperatures
图5为GH4169合金激光立体成形件和锻件在不同时效温度下γ″相尺寸随保温时间的变化。由图5可知,激光立体成形GH4169合金沉积态试样在720℃时效处理时γ″相的长大速率比锻造GH4169合金在700℃的长大速率还要低,而比730℃和800℃时效过程中的长大速率要低很多。这说明在720℃时,激光立体成形GH4169合金沉积态组织中的γ″相具有很高的尺寸稳定性。而在750℃和780℃时,虽然激光立体成形GH4169合金中γ″相的长大速率高于720℃的,但是长大速率增加的并不是很多,仍低于锻造GH4169合金在730℃的长大速率,同样说明在750℃和780℃时,激光立体成形GH4169合金沉积态中的γ″相同样具有较好的尺寸稳定性。
2.2 720℃不同保温时间双级时效处理中的硬度变化
金属材料的硬度与强度有一定的关系,硬度的变化在一定程度上可以反映强度的变化,通过测定材料的硬度值,即可估算出材料的抗拉强度,通过测试激光立体成形GH4169合金沉积态试样经720℃不同保温时间双级时效处理后的显微硬度,以研究激光成形后的时效强化。图6给出了显微硬度-保温时间曲线。
可知,随保温时间增加硬度HV也在增加,在24h时达到最大值484,之后硬度逐渐下降。根据经典固态相变理论[12],在时效过程中γ″相要经历形核、长大、粗化的过程,另外,γ″相是主要的强化相,与基体共格析出,基体位错切入有序γ″相需要克服基体γ相和γ″相的界面能以及反向畴界能。因此,γ″相所引起的强化作用主要包括γ″相和基体γ相之间的共格强化,以及γ″相的有序强化。而且,在达到临界尺寸即失去共格关系之前,共格强化的作用随析出相尺寸的增加而增加,因此,可解释保温时间从6~24h的过程中显微硬度是逐渐增加的。但是,当析出相尺寸太大时,其与基体相的共格关系会逐渐消失,共格强化的作用就会逐渐减弱。因此,当保温时间达到28h时,γ″相的尺寸大约是60nm,此时共格强化作用降低,表现为显微硬度值的降低。硬度测试结果表明,24h为强化效果最好的保温时间,此时与之相对应的γ″相尺寸大约为50nm。而目前报道的锻造GH4169合金强化效果较好的保温时间一般为8h,γ″相尺寸在20~30nm[13]。说明激光成形后热处理的保温时间与锻件合理的保温时间有较大差别,这与激光立体成形本身快速加热和快速冷却抑制了γ″相的形核和生长有关,需要更长的保温时间才能达到较好的强化效果的尺寸。
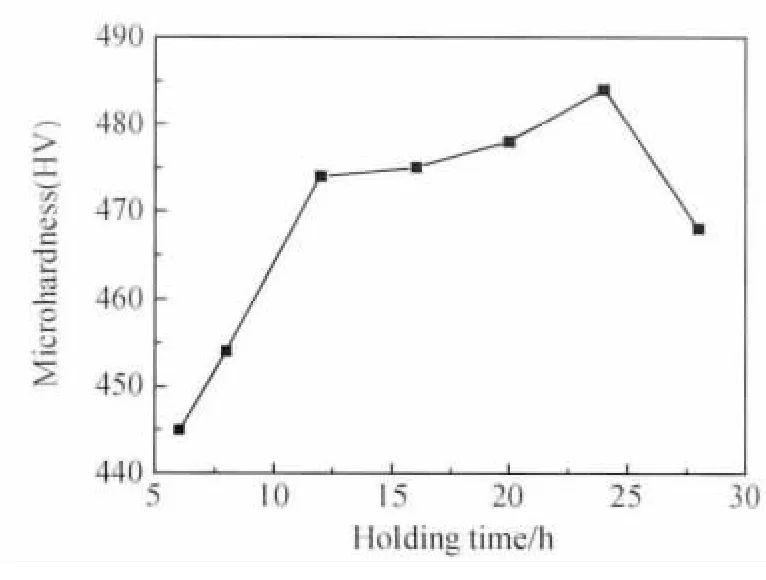
图6 激光立体成形GH4169合金在720℃时效处理时显微硬度-保温时间曲线Fig.6 Relationship between microhardness and holding time of LSFed GH4169superalloy aged at 720℃
2.3 γ″相析出动力学
大量关于γ″相的相关研究表明[14-16],γ″相自过饱和固溶体中形核过程完成后,在γ″相与基体γ间的界面自由能的驱动下将发生粗化。γ″相的粗化过程是由合金元素的扩散过程控制的,在析出相体积分数不变的情况下,γ″相的尺寸与时间的立方根成线性关系,粗化过程遵循 Lifshitz-Slyozov-Wagner(LSW)理论[17],圆盘状γ″相粗化长大动力学关系为


式中:d为长大到时间t时的γ″相盘面的平均直径;d0为开始粗化时γ″相盘面的平均半径(设为0);K为粗化长大速率,是与界面能及粒子形状、尺寸等相关的常数;Γ是γ″相与基体γ的界面能;D是固溶原子在基体中的扩散系数;Ce是与具有无限大半径的颗粒相平衡的溶质元素浓度;T是时效处理的绝对温度;R是波尔兹曼常数;Vm是析出相的摩尔体积。LSW理论是建立在析出相的体积分数很小、析出相间为无错配度的球形颗粒假设基础上的。但是,对于含有较高体积分数强化沉淀相的镍基高温合金,大量的研究结果显示[18-21],LSW 理论预示的速率常数与颗粒尺寸虽然存在一定的偏差,但是其粗化动力学的线性规律得到较好的符合。图7给出了激光立体成形GH4169高温合金沉积态组织在不同时效温度(720,760,780℃)下γ″相平均颗粒直径的立方差(d3-d30)与时间t的拟合直线。可见,在本实验条件下,γ″相的大小与时间的立方根关系同样符合LSW理论。

图7 激光立体成形GH4169合金在不同时效温度下的(d3-d30)-t拟合直线Fig.7 Fitting curves of(d3-d30)-t of LSFed GH4169 superalloy at different aging temperatures
从图7还可以看到,尽管各实验数据点存在一定的分散性,但是总体上符合LSW理论预测结果。将D=D0exp(-Q/RT)代入式(2),可以得到

将公式(3)两边取对数整理得到

式中A为常数。结合图7拟合直线的斜率,获得了图8的ln(KT)与T-1关系拟合直线。由此拟合直线斜率可以求得激光立体成形GH4169合金沉积态组织γ″相的粗化激活能Q=281.85kJ/mol。

图8 激光立体成形GH4169合金ln(KT)与T-1的关系Fig.8 Relationship between ln(KT)and T-1 of LSFed GH4169superalloy
由图8可以看到,激光立体成形GH4169合金γ″相的粗化激活能比文献[22]报道的锻造GH4169合金中γ″相在670~730℃温度范围内的粗化激活能272kJ/mol还要高,说明激光立体成形GH4169合金的γ″相具有更高的尺寸稳定性和更低的生长速率。同时可以看到,激光立体成形GH4169合金γ″相的粗化激活能与Nb元素在Ni中的自扩散激活能257kJ/mol[23]基本相同,这充分说明激光立体成形GH4169合金与锻造GH4169合金一样,γ″相在时效处理过程中的粗化过程主要受Nb元素在Ni中的扩散过程控制。
3 结论
(1)对于激光立体成形GH4169合金,在720℃保温不同时间的双级时效过程中,随保温时间的延长显微硬度不断增加,保温时间延长到24h时硬度HV达到峰值(484)。说明与锻造组织相比,激光立体成形组织需要更长时间的保温处理才能达到较好的强化效果的尺寸。
(2)与锻造GH4169合金相比,激光立体成形GH4169合金沉积态试样中的γ″相在相同的时效温度下具有更小的长大速率,即具有更好的尺寸稳定性。
(3)γ″相的尺寸与时间的立方根成线性关系,粗化过程遵循LSW理论,计算得到γ″相的粗化激活能Q=281.85kJ/mol。此数值与Nb元素在Ni中的自扩散激活能257kJ/mol基本相同。表明,γ″相在时效处理过程中的粗化过程主要受Nb元素在Ni中的扩散过程控制。
[1]LI M Q,JU W B,LIN Y Y,et al.Deformation behavior of GH4169nickel based superalloy in isothermal compression[J].Material Science and Technology,2008,24(10):1195-1198.
[2]RAO G A,KYMAR M,SRINIVAS M,et al.Effect of standard heat treatment on the microstructure and mechanical properties of hot isostatically pressed superalloy Inconel 718[J].Materials Science and Engineering:A,2003,355(1-2):114-125.
[3]白秉哲,杨鲁义,赵耀峰.GH 4169合金“等温锻造+ 直接时效”工艺探讨[J].稀有金属,2002,26(1):7-32.BAI Bing-zhe,YANG Lu-yi,ZHAO Yao-feng.Exploration of process“isothermal forging+ direct aging”for GH4169alloy[J].Rare Metals,2002,26(1):7-32.
[4]OBLAK J M,PAULONIS K F,DUVALL D S.Coherency strengthening in Ni base alloys hardened by DO22γ″precipitates[J].Metallurgical Transactions A,1974,5(1):143-153.
[5]MAHONEY M W.Superplastic properties of alloy 718[A].Superalloy 718Metallurgy and Applications[C].USA:The Minerals,Metals & Materials,1989.391-405.
[6]呼和.镍基铸造高温合金的热等精压处理[J].金属学报,2002,38(11):1199-1202.HU He.Hot isostatic pressing treatment of cast Ni base superalloy[J].Acta Metallugica Sinica,2002,38(11):1199-1202.
[7]王淑云,李惠曲,李辉忠,等.FGH95合金等温锻造工艺研究[J].稀有金属,2003,27(4):452-454.WANG Shu-yun,LI Hui-qu,LI Hui-zhong,et al.Study on isothermal forging technology of FGH 95alloy[J].Rare Metals,2003,27(4):452-454.
[8]黄卫东,林鑫.激光立体成形高性能金属零件研究进展[J].中国材料进展,2010,29(6):12-18.HUANG Wei-dong,LIN Xin.Research progress of laser solid formed metal parts of high performance[J].Materials China,2010,29(6):12-28.
[9]黄卫东,林鑫,陈静,等.激光立体成形[M].西安:西北工业大学出版社,2007.HUANG Wei-dong,LIN Xin,CHEN Jing,et al.Laser Solid Forming[M].Xi’an:Northwestern Polytechnical University Press,2007.
[10]KNOROVSKY G A,CIESLAK M J,HEADLEY T J,et al.Inconel 718:a solidification diagram[J].Metallurgical and Materials Transactions A,1989,20(10):2149-2158.
[11]SUNDARARAMAN M,MUKHOPADHYAY P,BANERJEE S.Some aspects of the precipitation of metastable intermetallic phases in Inconel 718[J].Metallurgical and Materials Transactions A,1992,23(7):2015-2028.
[12]朱景川,来忠红.固态相变原理[M].北京:科学出版社,2010.ZHU Jing-chuan,LAI Zhong-hong.Solid Phase Transformation Principle[M].Beijing:Science Press,2010.
[13]DU J H,LU X D,QU J L,et al.Microstructure and mechanical properties of Novel 718superalloy[J].Acta Metallurgica Sinica-English Letter,2006,19(6):418-424.
[14]DONG Jian-xin,XIE Xi-shan,ZHANG Shou-hua.Coarsening behavior ofγ″precipitates in modified inconel718superalloy[J].Scripta Metallurgica et Materialia,1995,33(12):1933-1940.
[15]DEVAUXSA,NAZE L,MOLINS R,et al.Gamma double prime precipitation kinetic in alloy 718[J].Materials Science and Engineering:A,2008,486(1-2):117-122.
[16]HE J H,TANG X Y,FUKUYAMA S.Boundary inγ″precipitates in Inconel 718nickel-base superalloy[J].Acta Metall Mater,1995,43(12):4403-4409.
[17]LIFSHITZ I M,SLYOZOV V V.The kinetics of precipitation from supersaturated solid solutions[J].Journal of Physics and Chemistry of Solids,1961,19(1-2):35-50.
[18]CALDERON H A,FINE M E.Coarsening kinetics of coherent NiAl-type precipitates in Fe-Ni-Al and Fe-Ni-Al-Mo alloys[J].Materials Science and Engineering,1984,63(2):197-208.
[19]LI X,SAUNDERS N,MIODOWNIK A P.The coarsening kinetics ofγ′particles in nickel-based alloys[J].Metallurgical and Materials Transactions A,2002,33(11):3367-3373.
[20]CALDERON H A,KOSTORZ G,QU Y Y,et al.Coarsening kinetics of coherent precipitates in Ni-Al-Mo and Fe-Ni-Al alloys[J].Materials Science and Engineering:A,1997,238(1):13-22.
[21]MAO J.Gamma prime precipitation modeling and strength responses in powder metallurgy superalloys[D].West Virginia:West Virginia University,2002.
[22]DEVAUX A,NAZE L,MOLINS R,et al.Gamma double prime precipitation kinetic in alloy 718[J].Materials Science and Engineering:A,2008,486(1-2):117-122.
[23]KARUNARATNE M S A,REED R C.Interdiffusion of niobium and molybdenum in nickel between 900-1300℃ [J].Defect and Diffusion Forum,2005,237-240:420-425.
猜你喜欢
声学与电子工程(2021年4期)2022-01-11
有色金属加工(2021年4期)2021-08-11
四川劳动保障(2021年4期)2021-07-22
石油化工高等学校学报(2021年1期)2021-04-06
小哥白尼(趣味科学)(2020年3期)2020-07-27
重庆科技学院学报(自然科学版)(2018年5期)2018-11-15
军营文化天地(2018年2期)2018-04-20
小学生时代·大嘴英语(2017年1期)2017-03-20
材料科学与工程学报(2016年1期)2017-01-15
中国环境监察(2016年4期)2016-10-24