
解决D100叶轮加工中干涉过切问题的对策
2014-11-28 08:16:38陈志荣
机械工程师 2014年6期
陈志荣
(广东省机械技师学院,广州 510450)
1 存在的问题
采用四轴数控机床(如图1 所示)加工TWLQ-100 型涡轮气体流量计的核心部件D100 叶轮,难度较大,需要设计专用夹具(如图2 所示)。

图1 加工叶轮的四轴数控机床

图2 加工叶轮的专用夹具
D100 叶轮的基本参数如下:叶片材料为硬铝(LY11),叶片数为20 片,叶片高度18.5 mm,叶片厚度为1 mm,叶根圆直径为φ63 mm,叶顶圆直径为φ100 mm,分度圆直径为φ82 mm,螺旋升角为45°,叶片旋向为左旋。
经分析,将其加工工艺流程确定为如图3 所示的7大步骤,包括:开槽粗加工→叶片精加工→轮毂精加工。
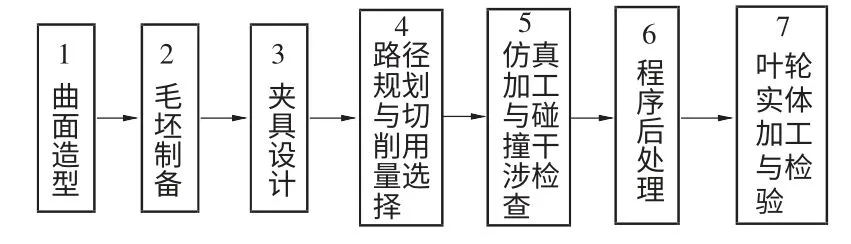
图3 加工叶轮的工艺流程
但加工过程中出现了以下两种典型的干涉过切问题:1)如图4(a)所示,刀具与叶片之间的过切;2)如图4(b)所示,刀套与叶顶之间的干涉。
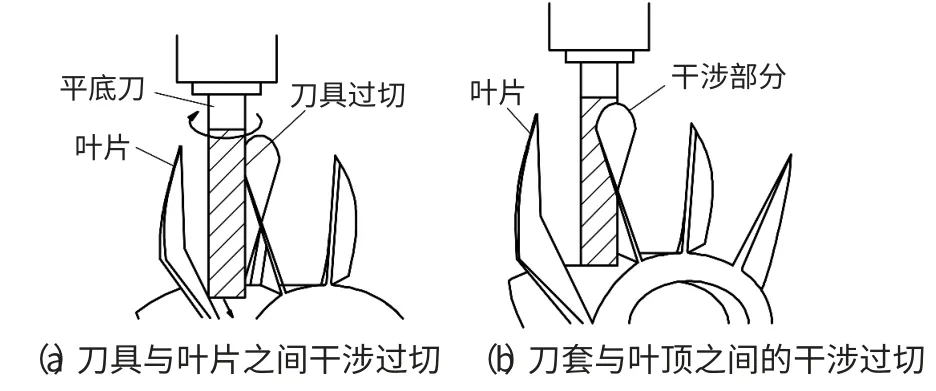
图4 两种干涉过切
干涉过切是一个致命性的问题,一旦出现,成品合格率几乎为零,所以解决干涉过切问题是保证产品质量的关键环节之一。而且,为保证叶轮的质量和使用要求,在仿真加工与碰撞干涉检查(步骤5)工序中就要解决干涉过切问题。
2 原因分析
造成干涉过切问题的主要原因有以下3 点:1)叶片间宽小,留给刀具的空间小,如图5(a)所示;2)叶片呈螺旋形,进一步减小了刀具的空间,如图5(b)所示;3)刀具直径不能太小,否则会降低刀具刚性,容易造成断刀。
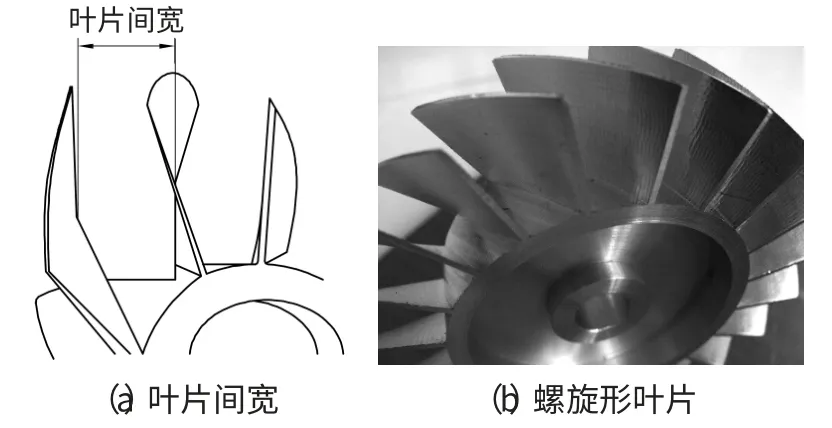
图5 造成干涉过切的部分原因
正是这些矛盾,客观上留给刀具的空间小,而又要求刀具的直径不能太小,才导致了干涉过切问题。解决这一问题可以从刀具材料、刀具直径、刀具长度3 个方面入手。
3 解决方案
3.1 合理选择刀具材料以保证刀具刚性
由于叶片间宽小,要保证不过切不干涉,就要求刀具的直径不能太大,同时又要保证刀具刚性,因此在选择刀具材料时要充分考虑这个因素。由于高速钢刀具刚性不足,金刚石刀具价格昂贵,而选择硬质合金涂层刀具,不但可以满足刚性要求,保证加工质量,而且价格较为合理。综合以上因素,最终选择硬质合金涂层刀具。
3.2 合理选择刀具直径以避免刀具与叶片之间的过切
刀具直径应该小于两叶片之间槽道的最小宽度Wt,即:

通过查阅相关资料,Wt的值可按下式估计:

式中:Rd为叶根圆半径,mm;tP为叶片厚度,mm;N 为叶轮叶片个数。
根据已知条件,Rd=63/2=31.5 mm,tP=1 mm,N=20,代入式(2)计算得出:Wt=8.891 mm。因此,要求刀具直径D≤8.891 mm。
3.3 合理选择刀具长度以避免刀套与叶顶之间的干涉
为避免刀套与叶顶发生干涉,要求刀具刃长L 要大于叶片槽道的深度18.5 mm,即L≥18.5 mm。
因此,开槽粗加工选择φ8×24 mm 的圆柱立铣刀,叶片、轮毂精加工选择φ6R0.5×24 mm 的牛鼻铣刀。通过以上3 个步骤之后,把初步确定下来的刀具形状尺寸输入到仿真加工与碰撞干涉检查(步骤5)是否会发生干涉过切,其流程经过如图6 所示。
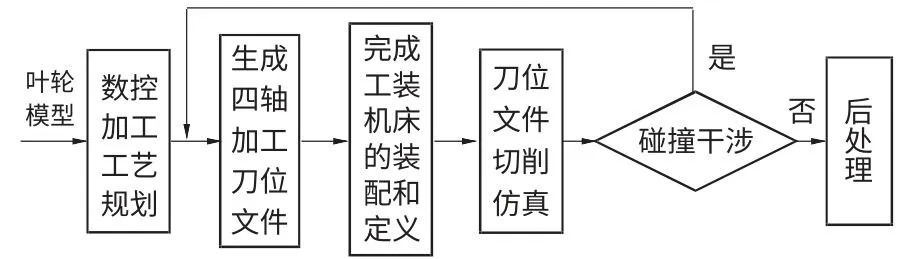
图6 叶轮仿真加工与碰撞干涉检验
经过反复计算、调整、检验,最终得出了如图7 所示刀具无干涉过切的效果。
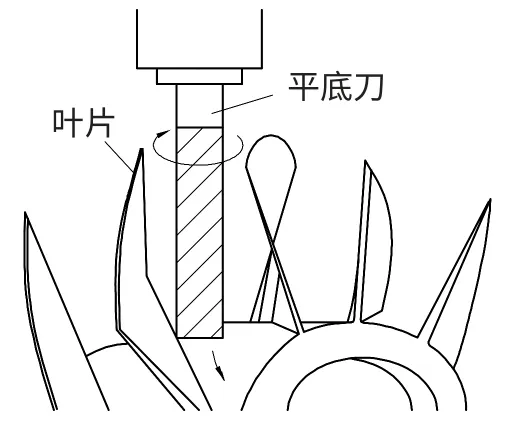
图7 刀具无干涉过切的效果
[1]陈志荣.解决D100 叶轮加工中切削变形的对策[J].机械工程师,2012(3):88-89.
[2]刘民杰,王金城,董庆运.基于NURBS 插补的整体叶轮数控加工[J].机械制造,2011,49(562):35-38.
[3]吕程辉.整体叶轮的五轴高速铣削加工工艺优化[D].上海:同济大学,2007.
猜你喜欢
西安交通大学学报(2023年9期)2023-10-24 01:48:44
大电机技术(2022年5期)2022-11-17 08:13:22
西安交通大学学报(2022年8期)2022-08-18 14:36:50
当代陕西(2022年5期)2022-04-19 12:10:46
河南科学(2020年3期)2020-06-02 08:30:10
金融法苑(2018年2期)2018-12-07 00:59:52
制造技术与机床(2017年7期)2018-01-19 02:30:00
制造技术与机床(2017年9期)2017-11-27 02:14:14
机电信息(2015年9期)2015-02-27 15:55:46
卫生职业教育(2014年16期)2014-05-16 03:47:22
