基于价值流视域下的AIP公司生产流程改善研究
2014-11-28 10:12董鹏马占领汪雁飞刘言祥
湖北汽车工业学院学报 2014年4期
董鹏,马占领,汪雁飞,刘言祥
(1.卡莱(梅州)橡胶制品有限公司计划部,广东梅州514759;2.重庆理工大学机械工程学院,四川重庆400000;3.华中师范大学经济与工商管理学院,湖北武汉430079;4.泰德企业管理咨询有限公司培训部,浙江东阳322100)
进入21世纪以来,客户的个性化需求不断增大,使企业产品更新换代的节奏日益加快,产品技术更新周期持续压缩,传统生产方式正向精细化、绿色化、个性化、离散化和复杂化的方向快速发展。这种趋势对制造型企业的生存发展提出了更高的要求,因此企业管理者需要加快步伐找出适合企业自身发展的精细化管理系统,从而达到缩短产品研发和生产的周期,并且不断革新生产经营模式,以适应市场需求。为探索新的生产方式,国际上许多优秀的制造型企业已逐渐开始采用价值流图分析方法[1-3],将生产管理的重点转向整合供应链、优化生产流程、改善生产工艺等方式,理顺产品设计、提前订货、制造过程和按时交货等各个活动关联点,为客户提供满意的产品与优质服务。
一个企业的经营活动是由一组或多组价值流组成,每组价值流又包含了物流、信息流等一系列相互关联的活动,这些活动在维系及提高客户满意度的过程中起到至关重要的作用[3]。价值流理论对企业的战略规划、管理改善、组织再造和资源调配等方面都具有重要的指导意义,理论上价值流中每个活动都应为产品带来价值的增加,但事实并非如此。在许多以工种、职务、职能划分部门的传统企业里,由于体制的局限、思维的定式、沟通的不顺畅等系统障碍,导致很多时间浪费在“传递”与“等待”中。据不完全统计:在大规模生产的机械类制造企业当中,加工1 t产品平均搬运量高达60 t次以上,从事搬运贮存的工作人员比例占全部工人的15%~20%[4],可见仅搬运浪费活动已消耗大量的机会成本。即使一些企业已经认识到这一点并进行改善,但我国大部分企业使用传统的分析方法进行革新流程,只能改善价值流局部环节的“流动”,形成个别流程或单独工序上的“成功”,而企业系统仍存在各种问题,难以形成系统性优化,无法从根本上解决问题,甚至导致整体价值流的流动中断。据波士顿咨询集团研究资料显示[5],在大多数企业运营系统中,增值活动仅占生产和经营活动总和的5%左右(日本丰田公司的增值比例达11%,比一般企业高出至少2倍),而非增值活动则约占60%,其余35%均为浪费或等待。如能对非增值活动、浪费或等待加以改善,将会极大提高企业的效率。
丰田公司精益生产模式的成功,在于发明了一种用于描述企业所有经营活动的物流和信息流的系统化工具——价值流图(Value Stream Mapping,VSM)[6]。为形象地说明价值流图在精益生产实施过程中所具有的应用价值和体现出的科学性、合理性、先进性和可操作性,本文中以AIP公司的轮胎生产线优化为例,梳理各流程之间的关系,绘制现状价值流图分析轮胎在加工过程中的生产计划、生产方式、生产时间、在制品库存、搬运环节等方面存在的问题,并在流程控制中引入连续流和看板拉动系统,建立一个“未来状态”的价值流模型,该模型能够涵盖公司核心产品的所有生产流程,并以此制定相应的改善方案,达到缩短生产周期、压缩生产成本、提高经济效益的最终目标。
1 价值流与价值流图的界定、分类和绘制步骤
1.1 价值流的界定
价值流是指从客户下单到出货并赋予其价值的全过程活动[7]。这些活动按照其功能的独立性分为三大系统:产品从概念、设计、验证到量产的研发系统;从接单、采购、生产到出货的制造系统;从交付后的使用、信息反馈、回收过程以及产品全生命周期的服务支持系统。每个系统之间相互衔接、相互依存,协力为客户与终端系统提供服务。价值流分析就是满足用户的需求作为动力,实现各个系统所投入的资源与产出的价值的最优化,以此作为目标,发现并消除浪费。
价值流渗透于公司整个业务流程体系当中,具有隐蔽性、连续性、相关性、层次性、周期性及重复性等特点[8]。因此,需要通过监控企业价值流的相关数据指标以寻找改善的突破口,并寻求全部过程中最优的实施方案。在价值流的运用中,作为负责统筹全局的“价值流团队”,应从关键点及增值角度对所有设计、生产过程及交付的必要步骤进行有效鉴别。首先,把企业所有业务流程活动划分为4类组合:增值—必要型、增值—非必要型、非增值—必要型、非增值—非必要型;其次,在提高客满意度和反应速度的前提下,以“资源投入最少获取最大成效”为方向,根据不同组合做出相应的改善措施,如图1所示。
1.2 价值流图分析法的界定
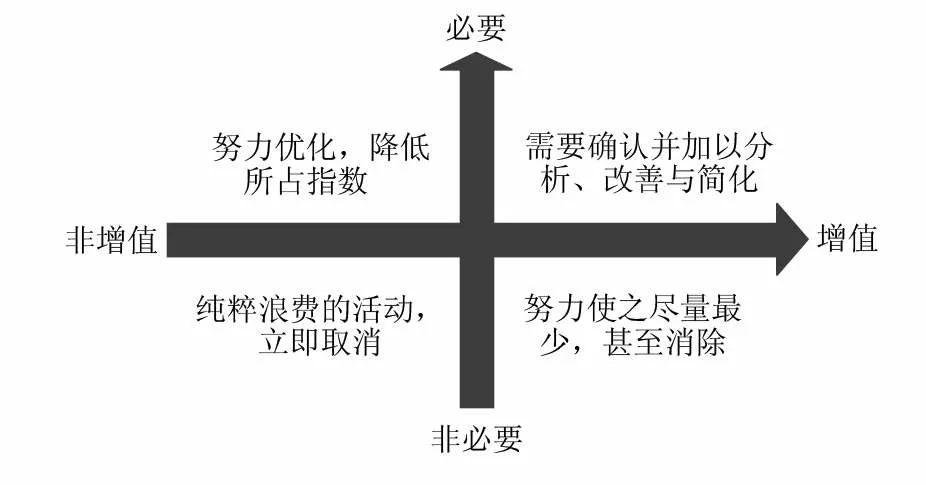
图1 价值流组合分析图
价值流图是再现生产全过程的路径图,即了解客户的需求节拍,使用特定的符号,描述从订单到原材料供应商的物流和信息流等,分析每道生产工序的输入与输出状态,使工序间的物流、信息流和价值流变为一张可视化的流向图[9]。它既是一个定量工具又是一张现场布局图,能够化繁为简,准确地描述价值流全过程中各项活动间的逻辑关系,清晰地显露出价值流中存在的问题,从而找出具体的改善方案,达到消除浪费和减少非增值活动[10]。从管理角度而言,中高层应侧重于系统优化与流程梳理,基层则侧重于消除工序中的浪费,对运作过程进行实时的监控。具体说体现如下:
1)绘制现状价值流图,描述各环节信息。现状价值流图实战体现于将整个生产运作过程中的各环节进行梳理,然后通过绘图方式形象、简单、有效地将每个环节进行展示,利用图表化、量化描述企业运作过程中的实物流和信息流,对制造过程中的生产周期、停工待料时间、转线耗时、在制品库存、原材料流动及异常信息等数据进行描摹和记录,使操作者掌握其中增值核心过程和非增值形成的原因,为解决浪费根源提供重要的改善依据。
2)分析现状价值流图的流程,挖掘、剖析非增值活动,并绘制未来价值流图。现状价值流图清晰地展示了企业内部的各种现状,而未来价值流图则是基于当前的技术水平和认知水平,在一定时间内有望达到较为理想的目标蓝图,运用对生产过程改善的IE(Industrial Engineering)方法,对制造过程进行系统性优化。通过整合资源,结合标准化流程与新思路、新方法,绘制出“未来状态”的蓝图作为改善路标,从而显示价值流的改善方向、目标及结果,具体步骤如下:a.获取流程知识,识别和界定主要的浪费;b.选择价值流分析工具,分析生产制造过程中的价值流;c.确定主要改善点、制定改善方法;d.检查并提出绩效评价。结合现状价值流图和未来价值流图,管理者能基本独立地识别和判定浪费的根源,为消除浪费活动和持续改善提供核心思路。
3)分析评估并完善未来价值流图。未来价值流图的主要特点表现为系统化、连续流动性、标准化作业和持续改善四大方面。运用绘图法为企业重新设计制造流程和服务价值提供了清晰地思路,暴露出非必要不增值活动和必要不增值活动,从而制定可行性方案,消除非必要非增值活动,减少必要但非增值活动,以达到降低整体运营成本、提高对客户需求的反应灵敏程度、增强企业综合竞争力的目的。此外,现状价值流图和未来价值流图是相互关联的两大图形,现状价值流图是未来价值流图的基础和改善的起点,而未来价值流图则是现状价值流图改善的目标,同时合理的“未来价值流图”也将会成为未来的“现状价值流图”。
1.3 价值流的分类
企业的价值流活动可分为主要价值流和辅助价值流活动。主要价值流活动涉及产品制造、销售、交付和售后服务等各种产生增值的活动;辅助价值流活动则涉及外购投入、技术支持、人力资源保障、信息处理等各种提供支持的活动。在这两类价值流活动中,分别有直接活动、间接活动和质量保证等几种类型[11],构成如表1所示。
1.4 价值流图的绘制
产品的价值流并非孤立的,必须通过跨部门多方协作才能实现,因此有效地协调与实施价值流图分析十分重要。价值流图绘制的一般步骤如下:
1)确定产品系列和工艺流程。首先对产品进行P/Q(Product/Quantity)分析,明确绘制产品系列的型号及种类;其次要着重绘制一个产品系列的生产步骤,确定关键工作中心或工序,暂时撇开其它方面的小问题;最后要以产品的工艺流程为导向进行分析,使繁冗的生产活动变得清晰,逻辑关系变得更加明朗。
2)明确实物流与信息流路线。首先根据实际物流路线进行初步实查,对整个流程和各环节的流动顺序有初步的认识。然后,再回顾针对某一产品的生产过程进行详细信息的采集,并亲自跟踪传递方式,确保每个相关环节当前状态数据的真实性。价值流的改善重点在于流动过程的优化,故应对实物流和信息流予以高度重视,“价值流团队”在实施改善过程中应予以认真分析。
3)掌握价值流流向。从客户最先输入的环节开始了解分析,保证核心价值流的输出最终受益者是客户。一般从抽取某一特定订单着手,从下游终端客户逆向追溯到上游最终供应商,扩展到整个工厂直至整个供应链,对每一个过程进行深入考察。这样可以帮助企业清楚地了解客户需求、明确目标、审视价值,扣住整个系统的价值流“动脉”。
4)现场记录与数据采集。采集人员必须亲自到现场观察、了解、记录和绘图,确保数据反映企业运行的真实现状。具体步骤如下:a.绘制组织内部的基本生产过程,将连续进行的过程列入同类框内,无法连续的用三角库存符号区分;b.明确实物
流信息的传递方式和路径,记录原材料的采购和交付情况,掌握生产物料计划到各工序的传递信息,了解生产计划下达方式、产品与服务的实现过程;c.收集并记录每个生产过程的数据,如确认物料流向、频率,物料存放、停顿和移动地点,批量大小、运输方式、操作者数量及班次、生产节拍、报废率、质量状况、物料转移运输时间、周期时间、加工时间、等待时间、切换时间、有效工作时间和设备利用率等;d.将库存数量按照客户需求节拍转化为时间数据,计算出整个运作过程的生产周期和增值率等。
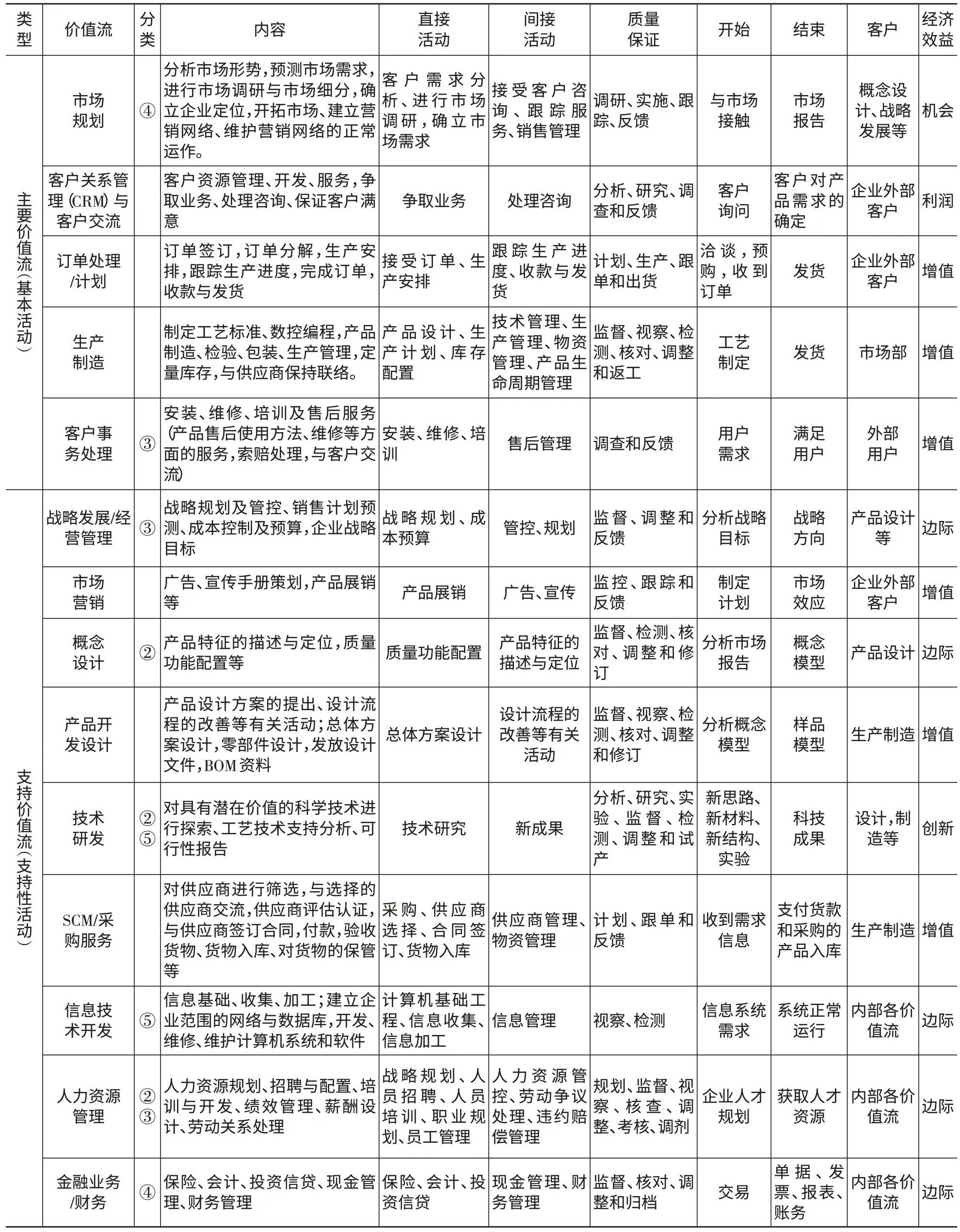
表1 制造型企业的价值流组成
5)完成数据采集与专人绘图。价值流图应由团队参与采集价值流的数据,专人汇总把握全局,完成整个价值流图的绘制工作。在车间了解现状时用铅笔手工绘制草图,然后再对草图进行修改和整理。由“价值流团队”检查核实该图,以保证没有任何活动或物料的遗漏。整个工厂的价值流图一旦绘制完毕,就可以延伸到各环节中,甚至延伸到工厂外的流程环节,即对价值流图分析进行扩展应用。最后,讨论并绘制未来价值流图。
6)制定改善价值流现状的实施计划。在未来价值流图中首先要明确实物流、信息流中的所有非增值活动,然后应用“ECRS(Eliminate,Combine,Rearrange,Simplify)四大原则”或“5Why”等分析每一个活动改善的可行性并制定实施计划,其主要内容包括计划的具体实施步骤、可测量的目标、进程评估的检查点、负责人、开始时间和完成时间。在此过程中,用甘特图体现计划实施进度,可利用的资源及资金等决定计划实施因素,完成后根据未来价值流图进行再次评估,做出进一步优化改善。
2 AIP公司价值流的导入准备与指导思想
AIP(AmericanIndustrialPartners)公司长期专注于橡胶制品领域,于2006年总投资3亿人民币在广东梅州独资设立第一个专用轮胎生产基地,2013年1月正式进入了精益管理内部实践与消化的关键时期,通过灵活运用精益理念与工具,从点、线、面全面落实推动企业内部精益管理工作,使之成为内部工作交流与改善的利器。
2.1 价值流导入前的准备工作
1)取得领导支持,组建专业团队,提供组织保障。在项目开展过程中,AIP公司做了充分的规划,建立起跨部门、多岗位参与的项目推动小组,对项目工作进行分解,并对项目参与者进行合理分工,确保项目成员权、责分明。
2)确立共同目标,开展专业培训。由于参与部门众多,必须保证团队成员按照项目设定的思路、流程和方法开展工作。为此,IE 代表及工程技术中心负责人精心挑选培训素材,详细制定系统的培训计划,对项目参与人员进行专业技术和IE知识等培训,确保各小组成员能够掌握现状价值流及未来价值流图技术并熟练运用。同时,项目组还对采购、生产计划、销售人员进行了生产计划管理、精益生产等方面的相关知识培训,进而统一思想,规范应用工具和方法,减少推动过程中存在的阻力。
3)价值流图分析问题的提出。要利用价值流图来实现系统性的改善,必须了解以下几个方面问题:a.车间各个工序及物料如何为生产提供服务?b.产品需求的节拍时间多长,产品可否直接走向发运?产品的总有效工时是多少,瓶颈工序在哪里?c.产品是否能根据顾客需求进行拉动生产,是否能使用连续流动生产?d.哪个过程决定整体节奏?生产线是否均衡?使用看板管理能减少多少工作量?e.哪些方面值得进行改善,如设备利用率、降低库存、快速切换等。
2.2 价值流图绘制的指导思想
应用价值流图分析企业生产流程,意味着实操人员要全面、系统地看待问题,具体来说:a.清晰描述整个价值流的全过程,制作现状价值流图;b.准确找出隐藏在表象之下的各种不增值和浪费现象,使因果关系变得清晰;c.改善企业生产过程中的加工、搬运、储存、过剩、等待和管理等方面的浪费问题;d.通过产品价值分析,有效地发现质量、成本、效率、交付和安全等方面的问题;e.绘制未来价值流图,详细说明管理者应实施的一系列改善计划,引导企业内部管理形成合力,推进改善措施实施。为了充分利用资源、压缩库存、提高现金流、降低生产成本,AIP公司利用价值流的观点进行分析:
1)服务体系重组。明确以营销为龙头,从客户需求与差异化的角度重新构思,并借此推动战略梳理与微调,按质量、价格、交期、服务要求不同,区隔营销系统。
2)以生产为中心,按照订单作业流程,绘制出价值流现状和未来图。在价值流图中要体现出信息输入、输出及处理等业务功能。根据绘制出的未来价值流图来优化设计生产流程与现场:首先应用并行工程原理将串联改为并联操作以缩短生产流程周期;其次运用时间管理理论中网络图的关键路径分析原理,确定消耗时间最长的流程关键路径,并设法转移或将其工作拆分到非关键路径的工序上,以缩短流程;再次运用路径优化的相关理论,使流程关键路径上所有流程的距离总和最小,以减少整个流程所用时间;最后尽量使各工序的生产节拍一致,以减少因库存积压而引起的等待时间。如果无法做到节拍一致,那么以节拍最长的工序为参照,其它节拍较短的工序则不必追求利用率,以免造成库存积压,具体做法可以参考看板管理及其它管理学、运筹学的优化方法。
3)明确部门职责。针对增值过程,围绕“客户服务、物料采购周期、生产车间”三大现场,明确各部门职责。例如,增值的现场部门为客服部、生产部、物流部、技术部、PMC 部的职责;现场服务部门为品管部、设备部的职责;综合保证部门为人资部、采购部、信息部的职责。
4)通过聚焦价值流动,引导内部管理形成合力。AIP公司以价值流图为基础,明确内部精益管理的推进方向,以“提高过程稳定化、系统化、制度化,加快产品与信息流动”为长期目标。各部门根据价值流图,收集历史数据,对现状进行数据调查和分析,找出影响本部门价值流环节的主要因素,确定部门年度主要改善项目,最后制定相应的工作计划。
3 AIP公司现状价值流图的绘制与问题分析
3.1 绘制现状价值流图
AIP公司产品涉及炼胶、压延、成型、硫化等主要工序,选取其中具有代表性产品0052作为切入点,从订单接收到出货的整个实物流和信息流进行现场跟踪和记录,绘制现状价值流图,并制定从现在状态转换到未来状态的实施计划。根据产品从投入到产出的整个流动过程,应用价值流图的特定符号,结合现状数据,绘制现状价值流图(图2)。
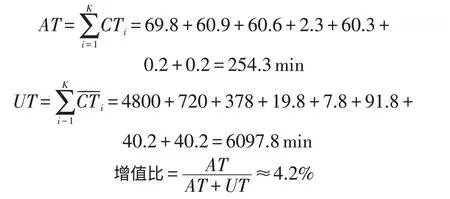
以实际测量值为依据,对现状价值流图中数据进行分析,增值时间(AT):制造中的增值时间(有效的实际作业时间),即所有有效工序的加工周期之和(并行工序以时间较长的工序计算)。

式中:CTi为第i个工序的加工周期。
非增值时间(UT):制造中的非增值时间(无效的作业时间)是指除有效加工时间以外的所有时间。

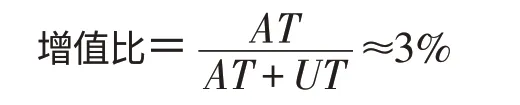
式中:¯¯¯CTi为第i个工序到第(i+1)个工序的时间间隔。每天按照工作时间以22 h计算,增值比为
3.2 AIP公司当前存在问题分析
尽管AIP公司近5年销量年均以50%以上的速度增长,2013年销售额达到了5亿元人民币,已跃居行业前列,但通过上述现状价值流图分析来看还存在诸多问题,影响企业竞争力的提升和利润的增长,具体问题如下:
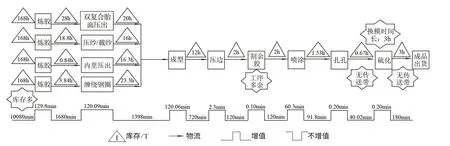
图2 草地胎0052现状价值流图
1)信息流动慢,生产计划不合理。以AIP公司主要产品0052为例,生产计划以日计划方式下达,计划科将生产计划直接下达到各部门,工序间信息流与实物流传递不同步,往往造成各工序生产不配套、生产计划很难推行、物流不畅、在制品过多等问题,致使产品交付经常提前或延迟,影响了企业信誉;若计划突然变动,未及时调整生产线,将造成在制品或半成品增多。另外,工序间上工序库存比下工序多,在企业内部存在“牛鞭效应”的现象。
2)生产工序、流程、资源配置安排不合理。由于是多品种、小批量的生产,生产中经常要对产品进行切换,一个压出车间一个月平均要切换180~220次,而单次切换时间平均在1~2h,切换过程中会产生10~15 件不良品,产品切换时间过长、切换成本高、效率低。成型换工装需要2 h,硫化换模需要3h,这对于多品种小批量的产品来说增加了许多非必要成本。现工序设计存在以下问题:炼胶、压延、成型、硫化与入库之间无法实行流水线作业,工序间部件存在多次搬运、入库、等待、检验等浪费,降低了效率。成型工序设备陈旧,需要经常维修,设备利用率低,延误了正常生产。割余胶工序较复杂、纯手工作业、操作时间较长,且人员配置不合理。另外,现行加工过程中各工序加工时间不均衡,导致等待时间过多。
3)企业产品生产交期与产品品质问题的矛盾日益突出,企业的利润逐渐下降。一是公司批量生产的思想根深蒂固,以销定产意识淡薄,没有充分站在客户的立场提出增值活动,计划的整体性、灵活性和均衡性差,没有严格按照交期先后顺序进行生产;二是缺乏对作业标准执行力度;三是质量管理标准不统一,虽然企业对质量十分重视,但只是局限于加强成品检验,并未对生产过程进行有效的控制,使轮胎成型车间质量成为生产过程中的严重“瓶颈”。
4)生产布局设计不合理。受厂房、设备等因素影响,轮胎加工工艺仍是分段“孤岛式加工”,致使搬运浪费多、生产周期长,订单无法准时交付;工序间连续性差,通过备库存方式进行物料供应,使得在制品严重堆积,对额外库存进行管理而增加了成本;生产线5 S 管理效率低下,现场物料、工具摆放混乱,无固定的区域定置定位,且移动频繁,物流运输交叉、迂回,造成运输不便;外协仓与成品仓乱堆放现象严重,直接影响库存周转效率。
5)供应商的供货周期长。对物料采购系统分析后发现,物料供应链的物流和信息流没有形成合理的信息共享平台,导致了物料采购周期较长,安全库存设置不合理,计划与物料链衔接失控等问题的发生。如采购按单月预测用量进行备料,而月预测与实际生产存在较大偏差。为了充分满足生产,往往加量采购,导致库存大量增加;一旦订单取消,将导致物料长期积压,甚至形成呆滞料、报废料,造成直接经济损失。
4 AIP公司制定改善方案并绘制未来价值流图及效果分析
4.1 制定改善方案
未来价值流的实现,需要建立一个能将生产过程与客户需求用连续流动或拉动的方式联系起来的链条,让每个过程尽可能地接近订单需求及满足客户的要求。根据AIP公司轮胎生产线的特点,在引入连续生产和拉动生产方式的同时,根据具体的工序进行分析,指出了实现未来价值流图的方向。而要达到未来价值流图的要求,提高整体流程的运作效率,需做以下改善:
1)采用信息化技术,提高信息传递效率。信息共享能有效缩短信息传递和等待时间,通过对信息的集中管理,优化企业业务体系流程,最终支持企业战略决策,帮助企业获取持续竞争优势,从而实现价值最大化。AIP公司在压缩车间各个生产环节库存量的过程中,结合价值流图分析,利用信息化手段对生产信息流进行持续优化,结合ERP与MES系统使车间生产以满足客户需求为目的进行拉动式生产,最终实现由客户需求到完工交付的整个过程,使生产运作高效地贯通起来,为降低库存、提高效率提供了强有力的支撑。
2)优化计划传递流程,强化供应链部门间的业务联动。企业要明确供应链的起始,确定供应链的价值活动构成,列出各价值活动的成本驱动因素及相互关系,从供应链系统中寻找降低成本的方向、机会和方法,再以每一个价值活动为中心,描绘具体的价值流流程,具体做法如下:a.编制《主要物料交货周期信息表》,明确采购周期,便于物控人员明确原料采购日期,有效防止停线;b.制定《物料需求计划控制管理办法》,建立物料需求预测模型,对主要物料增加周滚动预测计划并传递至采购,采购以周需求展开备料,使采购计划与生产计划匹配,防止物料库存积压和生产线缺料;c.改善月计划和周滚动预测,对生产计划、物料采购、产品切换、信息传递进行进一步规范,修订《生产计划管理办法》,解决车间计划安排不合理问题;d.修订《物料采购管理办法》,对生产计划下达、采购需求计划下达及供应商送货的操作方法进行规范;e.修订《产品恢复管理办法》,规范产品恢复的流程及标准,同时利用信息化系统提高流程效率,对流程进行固化、优化、标准化;f.成立专门的生产控制中心,由生产控制中心统一进行生产信息的处理与传递,提高了信息处理的真实性和及时性。由PMC 部发布生产指令,在保证质量、符合工艺要求且满足下道工序需求的前提下,实现生产均衡最大化,均衡材料供应、合理安排生产计划、缩短切换时间、加快生产节拍、平衡生产能力、消除浪费、减少库存、降低资金和场地的占用,消除工序间的额外搬运及因运输产生的安全隐患。同时加强对原材料、半成品、产成品存货的控制,设立库存周转天数指标,逐步压缩各环节的库存量。
3)优化中间工序,由推动式变为拉动式,形成连续流生产。通过分析发现,具体改善为:a.利用生产线平衡技术对整个单元组进行平衡,减少损失,同时将成型、硫化、入库3 道工序组成单元组,在成型与硫化之间,硫化与仓库之间,采用传送带进行传送,减少搬运、入库等环节时间,降低库存积压;b.炼胶配料用机械手代替人工,减少配料时间;c.在压出与成型之间,采用电动车配送,降低人工劳动强度;d.在帘布存放区域,采用重力架对帘布进行存放,确保其先进先出;e.通过工艺改善取消了割余胶工序,剔除2次搬运,减少2 道检验工序,减少了人员;f.建立柔性生产模式,实施均衡生产,快速响应客户需求。根据轮胎市场顾客需求变化快、品种多、批量小的实际情况,通过看板管理拉动生产,考虑引入超市拉动系统等生产模式,通过“顾客”从超市取货来决定上游工序在何时生产、生产多少,尽可能地保证生产过程的连续流动。当产品出现质量事故时,及时将信息反馈到前工序,避免造成批量缺陷。同时在原材料处和压出处各设置独立“超市”,以此拉动上游的配送。0052成型每天的处理能力是1200 件,并且压出批量相对较大(600 件/次,3 h),因此在成型车间设置容量为600件的先进先出通道,若通道状态已满,则自动发出指令,暂停上游生产活动。
4)作业区平面布局的改善。AIP公司平面布局改善后,生产作业原来需要跨越3个作业区域,现在只需在一个作业区域即可完成生产。整个成型作业区域形成一个U型布置,节约工作场地约2O%,缩短搬运距离约1O%,减少搬运时间约5%,减少等待时间约5%,工作效率提高8%,使生产线平衡率由原来的69.3%提高到95.3%。并大幅度减少工作量,减少劳动力占用,减轻工人的劳动强度。合理布局、设计物流系统,对有效提升生产效率有着重大的作用。
5)客户需求信息流得到改善。通过看板拉式管理,实现以客户需求为导向的生产模式,体现出精益生产的核心思想。对于生产控制信息,首先,对客户的长期需求信息进行宏观上的掌控,通过电子信息获得未来90 d的客户季度需求信息;通过客户30 d的计划获得客户每月需求信息;再通过客户的周计划获得客户未来7 天的短期需求信息;最后从日计划和取货看板把需求信息准确、快速、流畅、便捷地传递到生产控制室,最大化消除生产不均衡、不合理而造成的浪费。其次,通过日计划和取货看板,传递给供应商准确的最近需求信息,并通过电子信息向供应商传递年、季、月、周、日计划信息,使供应商能从宏观和微观的方面掌握供应信息。这样就避免了由于物料供应不及时导致停产或供应商提前交付物料而导致大量库存积压等情况的发生。
6)应用快速换模技术,缩短生产切换时间。快速换模的关键点是将换模过程的内部作业改为外部作业和标准化换模的动作。对于半成品来说,产品品种多,且中间涉及部件多,切换频次高,因此生产过程中切换效率是直接影响产品制造周期的一个重要因素。AIP公司通过区分内外部作业、内部作业转换为外部作业、内外部作业共同优化3个步骤,优化现有产品切换流程及技术,并利用“5W2H”和“ECRS 四大原则”,对换模过程中的每个程序进行分析,发现存在的问题并进一步探讨改善的可能性。在缩短换模作业时间、提高设备利用率、增加制造柔性的基础上,提作业效率,降低工人劳动强度。换模流程做到最优是产品切换的必要因素但并非唯一要素,还需要物料准备、参数调试等要素也同时做到最优化,这样才能以最快的速度生产出下一个良品。在开展快速换模的同时,还可以运用柏拉图等工具对数据进行深入分析。例如,针对全年换模环节的损失工时数据进行分类分析,得出占总损失工时的75%是预热时间,因此降低预热时间是年度改善的重点。通过柏拉图分析让现状问题清晰呈现,不仅可以进行有针对性的改善,也使整个管理过程具有了连贯性与系统性。
4.2 绘制未来价值流图
未来价值流的实现需要建立一条精益生产链,生产链中每一个环节都是连续的并且将拉动系统与顾客需求相连接,生产顾客需要的产品。本文中应用价值流图技术对AIP公司0052产品的生产流程进行改善,其未来价值流图见图3。
对未来价值流图中的数据进行分析,计算出生产价值流的增值时间(AT)、非增值时间(U T)和增值率,具体如下:
4.3 实施效果分析
价值流图的运用促进了整个运营体系的数据化管理,让公司经营计划与实施路径更加简便、科学、合理、清晰。改善后轮胎生产线的生产状况得到了显著且有效的提升,具体如下:
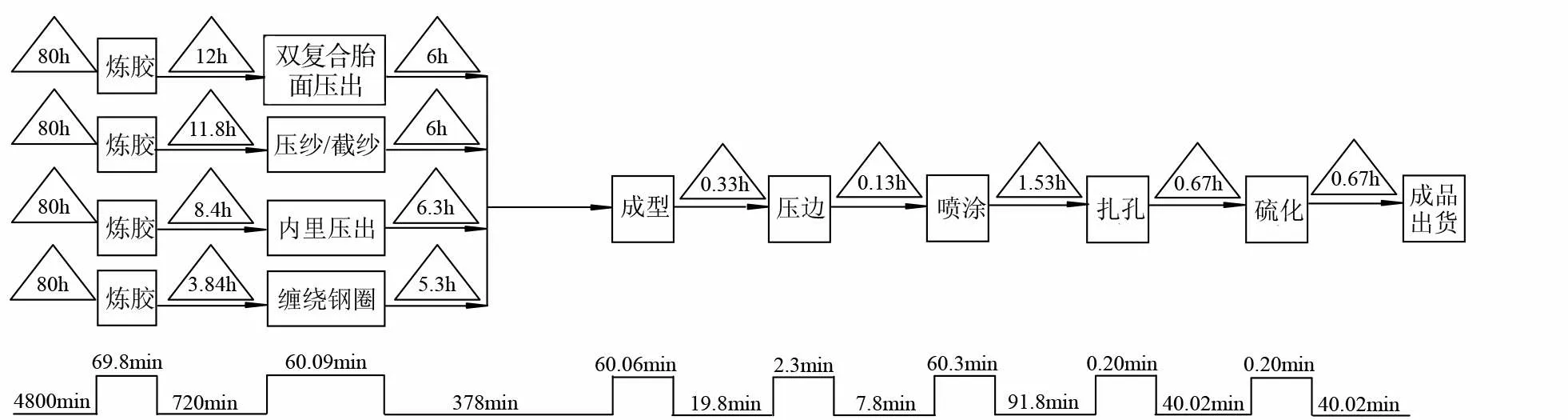
图3 草地胎0052未来价值流图
1)通过改善非增值时间,有效提高生产效率。前置期由7d缩短为3.3d,缩短了3.7d;生产周期由改善前的10.3 d 缩短至4.4 d,减少了57%,有效减少了不增值的等待时间;非增值时间由改善前的10d 缩短至4.2 d,减少了58%,增值比由原来的3%提升至4.2%;同时推行了快速切换和产品整合的标准化以达到减少换模次数,全员设备管理等标准化作业和优化质量管理等改善活动,使得换模时间由3h 降低至1h,设备综合效率OEE由65%上升到了85%;通过单件流方式的应用后,人均效率提高了20%以上,同时场地节约500 m2。实行单件流后,作业人数从原来的12人减少到现有人10人。
2)释放了大量的现金。改善前混炼胶库存量较大,1~4月份混炼胶结存量所占总产值平均为15%,每天占用资金约250.4万元。针对这一现状,AIP公司首先通过精益化管理改善后,从现场5S的整理、整顿、清扫废料,到完善混炼胶现场定置管理;其次改变混炼胶生产计划下达模式,将原来的由生产部根据销售订单下达给炼胶车间的推式生产计划,改为由炼胶后工序(成型、压延、压出等工序)并根据每天用量向炼胶车间提出终炼胶计划需求的拉动式生产计划;最后对终炼胶发放采用看板管理,适时监控生产数据,并进行动态调整。通过近一年的改善,混炼胶结存量占总产值比从15%下降到8%,日占用资金下降近17.5万元,为公司提供了大量的现金。
3)库存总量得到改善。应用价值流图分析技术,采用物料及时配送形式,消除不必要的中转步骤,同时也把收货、加工、发货改善作为拉动系统,形成一体化,提高了工作效率、缩短了交货周期,实现了以顾客为中心拉式生产,提高了对客户需求的快速响应,增强了企业适应市场突变的能力。通过一年的改善,库存由改善前200 t降至150 t,降低库存使企业中因库存而掩盖的其他问题也显现出来,为企业的持续改善提供了基础。
5 结束语
价值流图分析作为一种先进的流程分析方法,应用范围非常广,既可以用于改善车间生产现场,也可以用于改善企业整个业务流程,其突出优点是运用精益生产的原理与方法深入发现问题并注重系统优化。总的来说如下:
1)价值流图工具,能有效减少或消除非增值时间的浪费,提升增值比率和缩短生产周期、减少在制品库存量等。实践表明,精益生产是企业应对市场竞争的有益良方,价值流图技术是企业消除浪费、提高管理水平、增强竞争力的有效工具。通过连续不断地剔除浪费过程,最终提高企业效益和市场竞争能力。
2)引入拉式系统优化工序流程,实现管理人员对整个系统的管理和控制。“拉动式”生产在AIP公司轮胎生产线中得到实际运用,其通过与精益生产理论及有关的IE方法结合,重新对轮胎工序进行分析、优化,找到瓶颈工序并进行优化。该改善方案规范了整个制造流程,使生产线的产能、平衡率和人均效率都有较大改善,使增值活动不中断、不绕行、不回流、不等待、不废弃的“流动”起来。通过对工序合理拆分、合并,减少寻找、等待、重复检验等环节,同时最大程度地提高基本生产零部件的可换性,以提高生产效率。
3)价值流图分析实际就是系统性优化和PDCA(Plan、Do、Check、Action)改善循环。价值流图分析不是个别的生产过程而是整体的工作,不是局部性的优化而是全局性的提高。它可以让企业管理者跳出现有框架,纵观全局,运筹帷幄,以系统性的眼光集成价值链各环节,将改善目标与上下游企业或部门进行整合,使价值链内的所有企业联盟协同发展,根据“按需及时生产、尽可能实现零库存”等精益价值流的准则来实施,达到最优的效果。这正是精益思想中“与完美竞争、永无止境、PDCA 循环改善”的精髓所在。
从目前来看,价值流图对企业精细化、系统化的改良作用日渐凸显,价值流图分析成为了提高企业生产效率的有效方法,为企业实施精益生产提供了有力工具,值得广大企业管理者学习与应用。本文中仅对价值流图分析技术在复杂产品中的应用做了初步探讨,但在研究视角和研究方法上还有一定的局限性,如改善前后对比图表使用较少,而这些正是将来对精益化项目的深度开发急需完善的地方。关于价值流图分析技术,对定性优化后的生产线进行定量的优化将是今后重点研究的方向,这也是价值流追求“精益求精、尽善尽美”的核心思想之细节体现。
[1]刘义乐,李红广,梁斌.价值流分析在精益维修中的应用[J].国防技术基础,2013(1):54-57.
[2]Tomasz Sobczyk,Tomasz Koch.A method for measuring operational and financial performance of a production value stream[J].IFIP Advances in Information and Communication Technology,2013,257(1):151-163.
[3]徐光银.应用价值流的差速器壳生产线的精益生产改造[J].汽车工艺与材料,2011,28(4):41-44.
[4]Abdulmalek FA,Rajgopal J.Analyzing the benefits of lean manufacturing and value stream mapping via simulation∶A process sector casestudy[J].International Journal of Production Economics,2013,107(1):223-236.
[5]缪周,徐克林,李振飞.基于价值流图的生产线再设计∶案例研究[J].工业工程,2009,12(5):115-119.
[6]李文杰,徐克林.基于价值流图析的精益生产研究[J].机电设备,2014(1):41-44.
[7]杨雷,张晓鹏.空调生产中的价值流分析及其改善[J].工业工程与管理,2009(1)∶90-96.
[8]倪稷子,阚树林,沈军.基于价值流图技术的锁体生产系统优化[J].工业工程,2011,14(4):139-144.
[9]卓浩.精益思想重塑价值流[J].企业管理,2014(6)∶112-114.
[10]谢庆红.基于价值流图析的复杂产品装配优化研究[J].2013,18(4)∶117-121.
[11]杨青.基于DSM的复杂研发项目价值流优化[J].2012,24(3)∶171-176.
猜你喜欢
昆钢科技(2022年2期)2022-07-08
小学科学(学生版)(2020年10期)2020-10-28
石材(2020年4期)2020-05-25
中国化肥信息(2020年7期)2020-03-19
建材发展导向(2019年10期)2019-08-24
汽车观察(2018年12期)2018-12-26
中国军转民(2017年6期)2018-01-31
文理导航·科普童话(2016年7期)2017-02-04
小天使·四年级语数英综合(2016年11期)2016-11-29
工程建设与设计(2016年1期)2016-02-27