
双层铬电镀自动生产线的日常维护
2014-11-25 09:20:28李新利毛志平
电镀与涂饰 2014年16期
李新利 *,毛志平
(1.河南科技大学材料科学与工程学院,河南 洛阳 471023;2.平顶山煤矿机械有限责任公司,河南 平顶山 467000)
双层镀铬工艺一般在底层施镀硬度较低、微孔较少的乳白铬以满足工件的防腐要求,再在表面施镀硬度较高、布满微裂纹的硬铬以满足耐磨性要求。这种特殊性能使其在矿山、水利等一些应用环境较为恶劣的机械中得到广泛应用。双层镀铬槽液具有成分较少,工艺步骤简单等特点,这为自动化生产创造了有利条件。电镀自动生产线不仅能使工件通过机械装置自动完成镀前处理、电镀和镀后处理等工序,而且具有生产效率高、劳动强度低、占地面积小、操作人员少、工艺便于维护和产品质量稳定等诸多优点[1]。此外,针对电镀工艺特点,自动生产线能配套相应的资源回收和废水处理设备,从而大幅度改善操作条件,满足环保要求。本文主要针对双层铬电镀工艺特点,着重讲述电镀自动生产线的槽液和设备的日常维护,并对资源回用和废水处理等问题进行简要介绍。
1 双层铬自动生产线槽液和设备的日常维护
1.1 双层铬电镀工艺流程
镀区抛磨─手工除油─电解除油─水洗─镀乳白铬─反刻蚀─镀硬铬─水洗─抛光。
1.2 镀液维护
生产线采用乳白铬加硬铬工艺,两种槽液的主要组分都是硫酸和铬酸酐,硬铬槽液额外添加硬铬专用添加剂以提高电流效率和改善镀层质量。
1.2.1 槽液组分的控制
综合考虑镀层质量、电镀效率、环保要求等因素,两种镀铬槽液都采用中浓度镀铬溶液,六价铬的含量控制在190~250 g/L。由于镀铬工艺采用不溶性阳极,因此,需要定期添加铬酸酐以补充槽液中六价铬的消耗。大型电镀生产线槽体一般容量都在4 000 L 以上,六价铬的维护周期以3~5 d 为宜。由于槽液温度较高,铬酸酐只要均匀撒入槽液内,并略加搅拌即可。国内外都有生产铬酸酐的厂家,但价格相差较大。国内生产铬酸酐的厂家以重庆和济南居多;国外有哈萨克斯坦、德国等国家生产,在经济条件允许的情况下可以采用德国生产的铬酸酐,其硫酸根含量较低,铬酸酐呈颗粒状,但其价格较国内高30%~50%。
镀硬铬槽液一般要加入添加剂,以提高电流效率和改善镀层质量。添加剂的选择主要参考电流效率、镀层性能、使用成本等因素。添加剂应严格按照使用说明伴随铬酸酐添加。市场上效果较好的硬铬添加剂成分一般保密,所以建议每隔3~4 个月应将槽液样品送至添加剂生产厂家进行化验,以便对添加剂的浓度进行调整。此外,技术人员还要根据六价铬、三价铬、硫酸根等成分的含量,结合电镀效率来判断添加剂的多少,同时进行适当的调整。
六价铬和硫酸的最佳比例为100∶1[2],乳白铬槽液的硫酸根含量一般控制在2.0~2.5 g/L。由于硬铬槽液中添加剂的作用,硬铬槽液中硫酸根含量可控制在2.0~3.5 g/L。硫酸作为催化剂一般不用特意添加,但由于铬酸酐含有少量的硫酸根杂质,因此含量一般会缓慢升高。当硫酸根含量过高时,电镀效率会迅速降低,并且在镀大型工件时会增加漏镀的几率。此时可根据化验结果,按照1∶2 的质量比添加碳酸钡,以降低硫酸根的含量。处理时,应剧烈搅拌槽液并小批量逐步添加。
三价铬是镀铬槽液中的关键因素之一,其含量控制在2~4 g/L。在生产过程中,阳极面积比阴极面积大一倍左右,可维持三价铬的含量。但批量生产过程中工件种类较多,就无法一直满足比例要求。以日常生产所占比例最大的工件作为参照,采用略小于两倍阴极面积来布局阳极,同时针对电镀面积较小的工件,单独设置镀槽,布局小阳极。这样结合化验调整,即可维持三价铬的正常含量。
1.2.2 镀槽杂质的控制
镀铬槽液由于杂质造成生产故障的几率相对较低。这一方面是由于镀铬槽液对一般杂质不太敏感,另一方面是由于杂质积累到一定程度时才能显现出问题。但是,去除镀铬槽液中的杂质要比其他种类镀液困难得多。因此,日常槽液的维护要以预防为主。
金属杂质以铁为主,当其含量大于10 g/L 时,镀液颜色变深,呈棕褐色,镀层上出现黄色斑点。资料上介绍可采用稀释法或阳离子交换法进行处理,但由于其缺点突出而无法适用于大型生产线[3]。这些年,一些厂家推出了高质量的陶瓷隔膜电解处理设备,不仅成本低廉,而且使用方便。大型镀铬生产线一般都配备有辅助槽,所以使用此方法不管是日常维护槽液还是处理有问题的槽液都很方便。
为了避免配制和维护槽液过程中引入有害杂质,在开缸和补充槽液时宜采用二次纯水,生产线最好配套纯水系统。自动化生产线一般设置有多级逆流漂洗系统,可以采用漂洗水补充蒸发损失的槽液。
由于生产过程中会产生铬酸酐渣、铁屑、铬渣等残留物,这些杂质过多时会对镀层的质量产生较大影响;因此,每隔6~8 个月必须对槽底进行清理。生产线应预留一个空槽位,清洗时将槽液自上而下吸入或抽入空槽位中,采用耐酸碱污泥泵或人工清洗残渣。
1.3 设备维护
虽然镀铬工艺简单,槽液组分单一,但由于反应温度较高,又涉及到重金属污染,因此对生产线的日常维护要求较高。
镀铬槽体采用钛板焊接,夹层采用钢板焊接以保证镀槽强度,外包玻璃钢保温层。三层结构达到了耐高温、耐腐蚀、保温等多重要求。日常生产过程中应加强对槽体的检查,发现滴漏时必须尽快处理,防止造成损失。
槽液保温系统由加热和冷却系统两部分构成。采用电加热升温,加热棒主体为钛合金,由热电偶测温。槽液内置钛合金蛇形管,以水作为媒介并采用冷却塔降温,由电磁驱动开关实现温控。各镀槽通过中央调配槽联通,实现槽液成分、温度、液面等参数的统一。由于中央调配槽循环系统必须保持24 h 不间断运行,因此,要加强对电机和循环管路的日常检查和维护,并备足备件。
由于电镀铬采用大电流和低电压电镀,因此涉及到绝缘的部位(如V 型座与槽体、铅锡阳极与槽体、阳极座与槽体以及蛇形管与槽体等连接位置)要经常检查,以防止短路或接地而造成设备损坏。在生产过程中,阴极杆(俗称“飞巴”)要随工件前后移动,其在与V 型座接触过程中会由于接触不良造成发热,因此,应配备V 型座浸水冷却系统。需要说明的是,V 型座的导水管接头、导水槽和部分管体等最好都采用钛合金制作,这样既能承受一定的高温,又具有良好的耐蚀能力。生产线行车的长期走动、升降会造成铜排紧固螺栓的松动,铜排接触面减小往往造成打火发热,严重时会烧毁接触面,甚至造成铜件(V 型座、铜排)的损毁。生产过程中要预防槽液对生产线的污染,特别是工件在槽间转移过程中,滴落的槽液容易造成加热系统、工装挂具、阳极等设备的腐蚀损坏。
镀铬生产线配套的工装挂具种类和数量都较多,应设置专一区域并派专人进行管理,定期对挂具进行检查和维护,建立相关台帐。导电阳极采用高密度压延铅锡阳极,截面为圆柱形的阳极可以提高导电效率,减少正面高电流损耗与背面低电流腐蚀。对于较长的阳极,内部应加入钢条,提高抗弯性能。铅锡阳极不用时应捞起放置在常备的空槽中,或冲洗干净后平放在铺有防腐薄膜的地面,严禁长时间浸泡在槽液中。电镀过程中,应随时观察阳极的外观颜色,以判断阳极的使用情况。如果外观呈棕黑色,说明表面覆盖过氧化铅,工作正常;如果外观呈黄色,说明表面生成铬酸膜,这时应将其去除后才能投入生产[4]。
镀铬生产线配套的整流器一般有可控硅和高频开关两种。相对于传统的可控硅整流器,高频开关整流器具有体积小、质量轻、节能以及波形输出稳定等优点。有资料显示,采用脉冲电镀铬技术可以提高铬镀层的沉积速度,减少镀层孔隙,增强镀层耐蚀性[5]。笔者对两种整流器生产的产品进行了性能测试(包括弯曲试验、表面附着力试验、盐雾试验等),并未发现有太大的差别,耐中性盐雾时间都达到了1 000 h,满足使用要求。这可能是由于在双层铬工艺条件下,不同整流器所反映的镀层性能差异不明显所致。使用过程中,老式的可控硅整流器维护成本较低,故障发生率也较低;而高频开关整流器占地面积小,操作直观、方便。生产者可根据自己的需要选择合适的整流器。需要注意的是,采用水路冷却时,应经常检查整流器冷却水路的运行情况,防止在生产过程中整流器由于高温报警而无法达到设计的最大电流。由于整流器对循环冷却水的要求较高,因此建议将生产线槽液冷却系统和整流器冷却系统分离,生产线槽液冷却水采用自来水或处理后的酸碱、含铬废水(不经过膜处理),整流器则采用一次纯水。
2 双层铬自动生产线的资源回用和废水处理
电镀铬工艺涉及重金属,国内对此类电镀管控相对于其他行业更加严格,国家标准对三废排放越来越“苛刻”。废水处理的费用占电镀成本很大一部分,在工艺和设备确定后,管理者应将更多精力投入到资源回用和废水处理方面。
2.1 资源回用系统
双层铬电镀生产线包含有铬雾收集回收系统和冲洗水回用系统。
针对乳白铬和硬铬两种镀槽,铬雾回收系统设置两套独立单元式抽风装置,分别对两种槽液进行回用。槽边采用双侧条缝式抽风,抽风罩上加装有可翻转的挡板,增强了抽风罩的抽排能力,也可以减少废气的逸出。铬雾回收系统配备的新型铬雾回收器使用迷宫加垫料,大大地增加了铬雾通透面积,回收效果好,大量的铬酸溶液能得到有效回收,少量经铬酸净化塔二级净化后达标排放。回收的槽液流到生产线配套的两个中央调配槽,通过耐酸碱泵补充到生产线槽体中,通过槽体设置的溢流口将多余的槽液回流到调配槽中,从而保证槽液的水平线不变。由于铬雾回收各类管件系统由PP(聚丙烯)、PVC(聚氯乙烯)、玻璃钢等材料制作,长时间在高温、强腐蚀、强振动等恶劣条件下使用会加速零件的老化和损坏,因此应定期检查各个关键部件(如管道焊缝、连接件和风机周边等),尤其要防止回收系统中高浓度铬酸的泄漏。
生产线尾部设置三级逆流漂洗系统,冲洗槽两侧设自动喷淋装置;喷淋采用PLC(可编程逻辑控制器)控制,在工件提升过程中自动进行喷淋,同时配备手动喷淋装置加以补充。三级冲洗槽呈阶梯状连通,随冲洗进行,浓度逐级递减。采用补充泵将浓度最高的冲洗水补充到槽液中,日常冲淋量应少于槽液的蒸发量,避免用水过多而造成废水的增加。通过三级逆流漂洗系统,绝大部分冲洗水得到回用,少部分流入废水管道中进行处理。
通过铬雾收集回收系统和冲洗水回用系统的配合,生产线产生的大部分铬雾和冲洗水得到回用,减少了原材料的使用量和废水处理的费用。通过自动和手动喷淋冲洗水补充槽液日常蒸发量,通过中央调配槽循环槽液,使槽液达到动态水平和浓度均衡。
2.2 废水处理系统
镀铬生产线系统产生的废水主要由酸碱废水和含铬废水构成。
含铬废水由生产线后处理冲洗过程产生,废水量不大,但此类废水是第一类污染物,根据排放标准要求,需要在车间单独收集,单独处理达标。含铬废水主要以六价铬的形态存在,其处理方法有化学还原法、离子交换法、电解法和活性炭吸附法等。车间采用化学还原法与离子交换法相结合,化学还原法采用传统的焦磷酸盐处理工艺,首先将废液中的六价铬还原为三价铬,采用絮凝剂絮凝并通过斜塔沉淀。沉淀后的上清液经石英砂、活性炭过滤有机物,并且通过树脂吸附漏网的铬离子,最终保证出水中的重金属达标,最后调整pH,达中性后进行化验,化验合格的水既可以补充到生产线的冷却水系统,也可以直接排放到厂区的污水处理厂。生成的氢氧化铬污泥应定期压滤并晾干后由具有专业资质的厂家处理。化学反应槽通过对pH 和ORP(氧化还原电位)的实时测定来实现各种药品的自动添加,管理人员需要定期向储药桶中加药并对测试仪器进行校准,保证废水处理系统的正常运行。含铬废水的处理流程如下:

酸碱废水主要包括前处理过程中手工除油和电解除油工序的冲洗水以及处理后的含铬废水,废水量大,其处理流程如下:
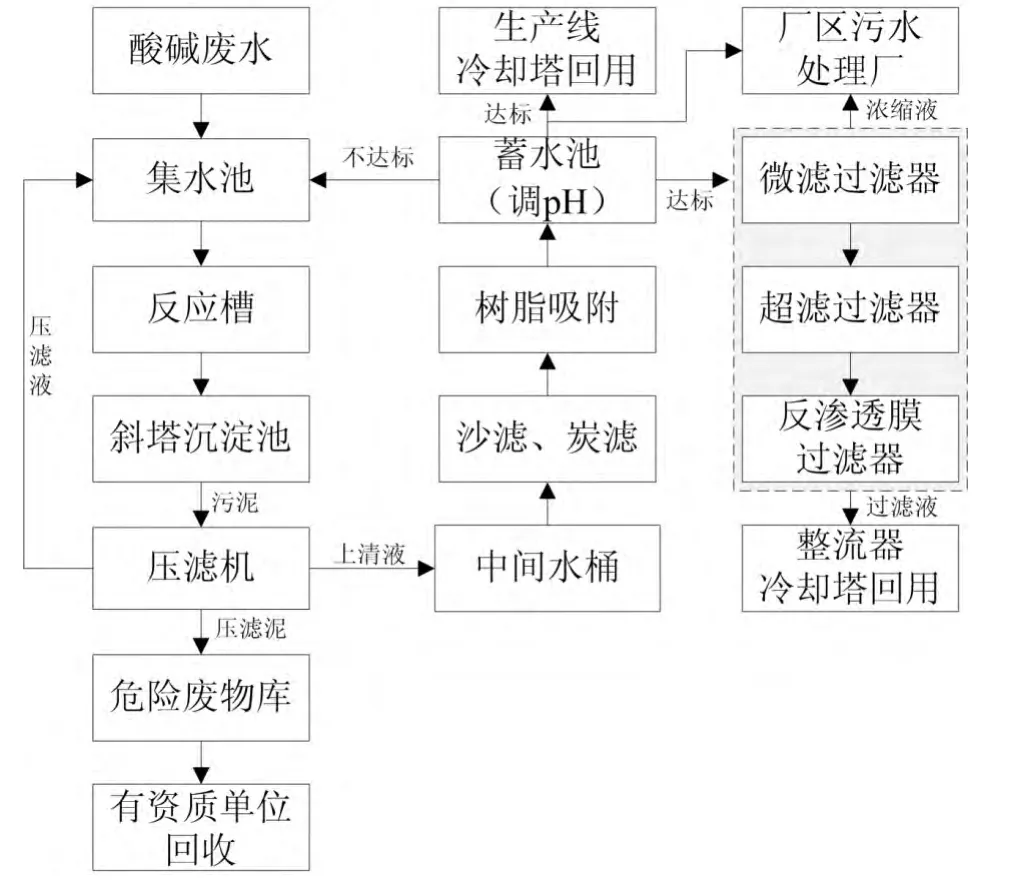
酸碱废水处理成本不高,主要在反应槽中调整pH形成沉淀,然后通过石英砂和活性炭过滤,再通过树脂吸附最终使水质达标。达标后的水既可以补充到生产线冷却塔系统中或直接排放到厂区的污水处理厂,也可以通过超滤、微滤和反渗透膜等处理系统后进入到整流器冷却塔系统中。采用膜回收废水时,回用成本较高。管理者应全面考虑当地工业用水成本、废水排放成本、冷却系统用水量、膜处理设备维护成本等因素决定采用哪种方式补充整流器冷却塔的用水。
3 结语
要保证双层铬自动生产线的正常运行,管理者和技术人员要根据自身的工作性质掌握相关技能和方法,而且对生产运作、环境保护、成本管理等也要有清醒的认识,同时要对资源回用和废水处理投入足够的精力。在保证产量和质量基础上,只有运用科学的分析和维护方法,降低原材料的投入成本,对生产过程进行优化,减少废水排放量,提高劳动效率,控制好工艺纪律,才能最大限度地发挥自动生产线连续生产的优点,保证其高效运行。
[1]《电镀手册》编写组.电镀手册(上册)[M].北京:国防工业出版社,1977:220-221.
[2]王希娟,王明安,李安彩,等.电镀工艺配方设计、新技术应用实例与质量检测标准规范使用手册[M/CD].合肥:安徽文化音像出版社,2004:735-737.
[3]张炳乾,何长林.电镀液故障处理[M].北京:国防工业出版社,2006:96-98.
[4]郭信镐.硬铬电镀用添加剂及阳极[J].电镀与涂饰,2002,21 (5):49-50.
[5]冯辉,袁萍萍,张琳,等.脉冲电镀铬的研究现状与展望[J].电镀与精饰,2010,32 (1):20-23.
猜你喜欢
科学家(2021年24期)2021-04-25 17:55:12
电镀与环保(2018年1期)2018-04-04 05:21:22
电镀与环保(2017年3期)2017-06-23 08:24:50
电镀与环保(2017年2期)2017-05-17 03:42:22
表面工程与再制造(2016年4期)2016-11-10 08:01:15
通信电源技术(2016年4期)2016-04-04 02:57:16
超硬材料工程(2016年1期)2016-02-28 22:20:02
上海金属(2015年5期)2015-11-29 01:13:45
电源技术(2015年1期)2015-08-22 11:16:26
电测与仪表(2015年12期)2015-04-09 11:44:44
