浅谈提高可调桨修理的检测精度及检测装置设计研究
2014-11-25 01:17:12丁韦青
中国修船 2014年1期
丁韦青
(上海船厂船舶有限公司,上海 202156)
浅谈提高可调桨修理的检测精度及检测装置设计研究
丁韦青
(上海船厂船舶有限公司,上海 202156)
文章针对可调桨桨叶在受到重大损伤经焊补修复后对桨叶螺距和可调桨静平衡的检测进行了探索和研究,设计适合可调桨修理专用的检测装置,成功地消除可调桨所存在的螺距和静不平衡量偏差超差的缺陷,有效地提高了可调桨修理的检测精度,取得了显著的效果。
可调桨;桨叶螺距;静平衡;检测装置
可调桨是一种具有特殊结构的螺旋桨,它是由可转动的桨叶、桨毂、桨叶的转动机构、液压动力系统等组成。可调桨是通过转动机构来转动桨叶,改变桨叶与桨毂的相对位置来改变螺距比[1],通过调整螺距比来控制可调桨的转速和扭矩及推力之间的变化,在不改变主机转速的情况下可以改变航速和航向,以满足各种船舶工况变化的需要。
由此可见,桨叶是可调桨组件中一个最重要的零部件,但它在使用过程中往往会产生各种各样的缺陷,特别是桨叶在受到重大损伤如大面积的缺损、磨损和弯曲等经焊补、热矫正修复后,却无法精确地检测可调桨的桨叶螺距和静平衡。而桨叶螺距和静不平衡量的超差直接影响可调桨的使用性能,甚至危害到轴系运动部件和主机运动部件的使用寿命。
1 现状分析
多年以来在修理可调桨桨叶时,仅凭经验对单片桨叶的缺损、磨损和弯曲作简单的焊补修复和热矫正,却无法系统地对可调桨的桨叶螺距和静平衡进行精确地检测。在现有的修理技术中,桨叶螺距的检测仅用简易的螺距测量装置对单片桨叶进行桨叶螺距的测量,再将4片桨叶的测量数据进行比较,发现数据偏差大的再进行热矫正。而这样测量出的数据误差大,不精确,就会影响桨叶螺距的修理精度,桨叶螺距的校正、修复也无法满足船规的要求。可调桨静平衡的检测,一般修船厂仅对每片桨叶进行称重而已,可调桨组装件不做静平衡检测,只要每片桨叶的质量相同即可,结果造成整片桨叶在焊补修复后各截面上的质量分布不均衡,桨叶组装后造成可调桨的质量分布也不均衡,可调桨组装件的静不平衡量的误差无法满足船规的要求。
特别是桨叶在受到重大损伤后,需考虑到轴系振动等一系列问题,很有必要对可调桨进行桨叶螺距和静平衡的检测。如我公司修船事业部所承接修理的1艘船舶,船东是国内某航运公司,在日本海域海损,可调桨的桨叶被撞坏,造成了桨叶大面积的弯曲、缺损和磨损等缺陷。经日本某船厂紧急修复后,在回国航行途中,可调桨轴系产生了剧烈的振动,船方要求我公司解决该船舶可调桨轴系所存在的振动问题。通过现场勘验和可调桨装置及艉轴系拆卸后的测量检查结果,分析得出可调桨轴系产生振动的主要原因有:①可调桨桨叶焊补修复后桨叶螺距不符合设计要求;②可调桨静不平衡量的误差超过船规的规定值,等等。轴系振动问题的原因确定以后,着手进行修理,但按工厂现有的技术和设备无法对可调桨桨叶螺距和静不平衡量等技术参数进行精确的检测和分析。需要确定正确的检测方法和设计修理专用的检测装置来解决可调桨在修理中的检测问题,目的是为了提高螺距和静平衡的检测精度。
同时,鉴于船方无备件更换桨叶,若到专业制造厂去制造,周期长,费用高,又影响该船舶的营运。在这种情况下,必须予以消除缺陷,并尽可能地修复,使该船舶的可调桨恢复其使用性能。因此,要优质完成可调桨的修理首先要解决桨叶螺距和静平衡的检测问题。
2 检测方法的来源和检测装置设计
2.1检测方法的来源
本人曾参与公司“SS153”“SS154”等4艘2万吨级新船8只螺旋桨的制造加工工作,期间熟练地掌握了新制螺旋桨螺距和静平衡的检测方法,以及在修船中修理定螺距螺旋桨所积累的修理方法,并尝试着将这些方法运用到该船舶的可调桨修理中。由此可见,可调桨桨叶螺距和静平衡的检测方法来源于螺旋桨的制造技术,以及长期在修船中所积累的实践经验。
2.2检测装置设计时应解决的问题
在设计时,借鉴了多种简易的定螺距螺旋桨的螺距测量装置,设计了一种专门用于可调桨修理的检测装置,目的是提高可调桨桨叶螺距和静平衡的检测精度。同时,在设计时需要解决的问题是:①解决桨叶螺距测量装置的精度问题;②解决桨叶螺距在测量时因桨叶转动而影响测量数据的精确度问题;③解决可调桨做静平衡检测的难度问题;④解决该检测装置的适用性问题,与其结构相似的可调桨也要适用。
2.3检测装置的设计
可调桨检测装置是根据船用可调桨的结构特点而专门设计,用于修理可调桨桨叶在重大的海损事故中受损如桨叶大面积的弯曲、磨损和缺损等缺陷的一种装置,该检测装置是由桨叶螺距测量装置和桨叶锁紧装置[2-3]2部分组成。
桨叶螺距测量装置是由测量臂架和空心固定轴等部件组成,空心固定轴插入测量臂架的铜轴承孔中,测量臂架可以围绕空心固定轴作圆周转动进行桨叶螺距的测量、检查和校正工作。
桨叶锁紧装置是由转动轴、定心垫块和八角螺母、垫块、圆垫板及工艺十字导架(有的可直接利用可调桨中的十字导架等零部件)等部件组成。该装置是用来锁紧桨叶,防止桨叶转动,影响桨叶螺距测量装置在桨叶螺距测量及校正时的正确性。该装置也适合做静平衡来检测和校正桨叶在焊补后可调桨所产生的静不平衡量误差。
有的可调桨因桨毂内的转动机构等部件不需要进行拆检修理,仅焊补修理受损的桨叶或受损的备用桨叶时,按桨毂的直径制作1只正方体结构的工艺桨毂(工艺桨毂的制作在这里不作介绍,此方法仅适用于桨叶的转动机构为转盘式的可调桨),再将焊补后的桨叶安装在工艺桨毂上,直接使用桨叶螺距测量装置进行桨叶螺距检测和校正,以及利用桨叶锁紧装置中的转动轴等对可调桨桨叶进行做静平衡检测,来校正桨叶上的静不平衡量误差。
3 检测装置的使用方法
3.1检测装置的安装(见图1)
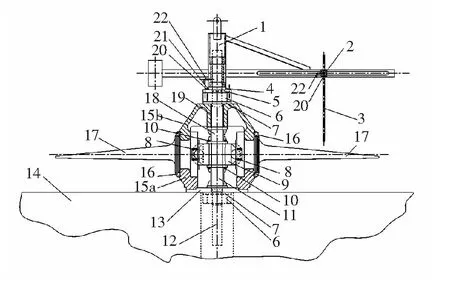
1—测量臂架;2—导向滑块;3—测量杆;4—螺栓;5—空心固定轴;6—八角螺母;7—定心垫片;8—滑块;9—工艺十字导架;10—螺栓;11—垫块;12—转动轴;13—圆垫板;14—基准平板;15a—前桨毂;15b—后桨毂;16—压盖;17—桨叶;18—垫块;19—轴承;20—锁紧螺栓;21—角度刻度盘;22—锁紧螺栓。图1 可调桨检测装置安装示意图
1) 先把桨叶锁紧装置中的圆垫板上的台阶装入可调螺距桨的前桨毂的轴向司必克孔中,放置在基准平板上,再将4片桨叶按编号吊起安放于前桨毂的周向轴孔里;用2组螺栓将2只垫块分别安装于工艺十字导架两侧对应的位置上,4只滑块分别套设于工艺十字导架的4个轴伸上。滑块与轴伸滑动连接。通过4只滑块,可以将桨叶与工艺十字导架连成整体。吊起4只滑块、工艺十字导架、2组螺栓、2只垫块等工艺十字导架组件,微调工艺十字导架组件,缓慢地依次转动桨叶,把4只滑块转入桨叶根部的滑块槽内,最后将后桨毂与前桨毂用连接螺栓接拢,敲紧连接螺栓。
2)接着将1只八角螺母旋在转动轴的一端外螺纹上,把一锥形台阶的定心垫块装入后桨毂的轴向轴承孔中,垂直吊起转动轴,插入后桨毂的轴向轴承孔中,转动轴穿过工艺十字导架组件的中间通孔,并穿过圆垫板的中间通孔,使转动轴上的八角螺母与定心垫块接触。再将组装件垂直吊起,在转动轴的另一端安装定心垫块、八角螺母,用扳手敲紧,将桨叶锁紧在零度位置(即桨叶处在零螺距状态),并装上桨叶的压盖。用桨叶锁紧装置锁紧可调桨的桨叶,就能防止桨叶转动,确保桨叶在零螺距状态下桨叶螺距高度差测量时的准确性。
3)将空心固定轴套设安装在转动轴的上端,用螺栓把空心固定轴紧固在转动轴上的八角螺母的上平面。空心固定轴上设有角度刻度盘,测量臂架上安装有指示角度指示针,可以显示测量臂架转到所需要测量位置的角度。将测量臂架套设在空心固定轴上,测量臂架可以环绕空心固定轴作转动,并通过锁紧螺栓把测量臂架锁定在需要的位置上,桨叶螺距测量装置就可以在与基准平板平行的水平面上测量出可调桨桨叶在零螺距时的螺距高度差。
3.2桨叶螺距的检测
1)桨叶在测量螺距前,根据桨叶受损的轻重程度,先做好记号,确定以哪片桨叶作为测量基准。当测量基准确定后,按图纸先找出基准桨叶的中心线位置,再找出其它3片桨叶的中心线位置。同时,用桨叶螺距测量装置检查可调桨相邻2片桨叶的中心线之间的夹角是否都是90°。
2)当桨叶的中心线位置找准后,将测量臂架上的测量杆中心点放置在基准桨叶的中心线位置上,同时调整角度刻度盘处于零度位置,使角度刻度盘上的零度位置与基准桨叶的中心线位置重合,并用锁紧螺栓锁住角度刻度盘和测量臂架,再用测量杆在基准桨叶上划出桨叶的中心线。同时,划出其它3片桨叶的中心线。
3)根据可调桨的直径计算出0.3R、0.4R、0.5R、0.6R、0.7R、0.8R、0.9R、0.95R等各圆弧的半径尺寸(R为可调桨的半径),以计算出的尺寸为半径在桨叶上用桨叶螺距测量装置上的测量杆依次划出0.3R~ 0.95R的圆弧线。在划各圆弧线时,都要移动测量臂架上条形长槽中的导向滑块,将导向滑块上的刻线对准各圆弧的半径尺寸位置,并用锁紧螺栓把导向滑块锁住,松开测量臂架的锁紧螺栓,再旋转测量臂架,用测量杆在桨叶上依次划出0.3R~0.95R的圆弧线。
4)以桨叶的中心线为零度,以每5°为间隔向桨叶的导边、随边依次展开划出桨叶的角度线。在划角度线时,将测量杆的中心点放置在桨叶的中心线上,同时调整角度刻度盘处于零度位置,用锁紧螺栓把角度刻度盘锁住,再将测量臂架旋转5°,并用锁紧螺栓把测量臂架锁住,再用测量杆从0.3R起由内向外划出5°的角度线。然后,松开测量臂架上的锁紧螺栓,再将测量臂架旋转5°后,锁住测量臂架,再用测量杆从0.3R起由内向外划出下一个5°的角度线;重复上述步骤,直至在桨叶上划满测量所需的角度线。桨叶上的角度线与圆弧线的交点就是它们的螺距点。
5)划线结束后,用桨叶螺距测量装置测量出4片桨叶上各螺距点的螺距高度差。螺距高度差测量时,只要转动测量臂架,将测量杆的中心点放置在各螺距点上即可;读数时,用锁紧螺栓锁住测量杆,确保读数的准确性;测量后将其它3片桨叶各螺距点的螺距高度差与基准桨叶测量出的螺距高度差相比较。再采用火工校正法和手工磨削法对这3片桨叶的螺距高度差进行校正,使这3片桨叶的螺距高度差与基准桨叶测量出的螺距高度差相接近。
3.3静平衡的检测
1)可调桨桨叶螺距校正后,将桨叶螺距测量装置拆除,留下桨叶锁紧装置。用桨叶锁紧装置做静平衡来检测可调桨的前后桨毂及受损桨叶在焊补修理后的静不平衡量是否符合船规规定。
2)将可调桨的前后桨毂、桨叶和桨叶锁紧装置等组装件水平吊起,在转动轴两端各套设安装一对滚动轴承,将滚动轴承对准试验台架上的V型铁的“V”字形槽内,把组装件水平搁置在台架上。
3)在桨叶叶梢挂重,并转动组装件,测量出各桨叶的静不平衡量。同时,按修理工艺中所确定的位置用风磨机进行手工磨削,对静不平衡量偏差超差的桨叶进行磨削修正,使桨叶的静不平衡量控制在设计图纸的要求范围内或船规所规定值内。
4 检测效果
上述所涉及到的船舶,其可调桨在检测时,走了不少弯路,最终还是采用上述的检测方法对该船舶的可调桨进行桨叶螺距和静平衡的检测。检测结果发现3片桨叶的螺距高度差与测量的基准桨叶相比较变化很大,最大的高度差值达到 63 mm;可调桨组装件又经过做静平衡检测,结果发现其中的1片桨叶上的静不平衡量达7.5 kg,远远超过船规的规定值。由此,确定了桨叶螺距和静不平衡量的偏差严重超差是造成该船舶可调桨轴系振动问题的主要原因。
在修理可调桨桨叶螺距时,根据测量所得的数据与所确定的基准桨叶相比较,再采用热矫正法和手工磨削法来校正其它3片桨叶螺距的高度差,经校正后桨叶螺距的高度差接近所确定的基准桨叶。桨叶螺距校正结束后,再对可调桨组装件进行做静平衡检测,并采用手工磨削法来消除桨叶上的静不平衡量误差,将静不平衡量控制在0.3 kg以内,符合船规所要求的规定值内。为此,通过对该船舶可调桨螺距和静平衡的检测和校正,改善了可调桨所存在的缺陷,使可调桨恢复了使用性能,彻底解决了该船舶可调桨轴系振动的问题。同时,也为船方节省了大笔更换零部件的费用。
5 结束语
经过多年的摸索和研究成功地总结出一套关于船用可调桨的修理方法,并把这些修理方法运用到近10艘船舶的可调桨修理上,取得了显著的效果。尤其在可调桨桨叶螺距和静平衡的检测、校正和修理等方面的技术得到了进一步的发展,可调桨检测装置的使用,成功地消除了桨叶在焊补修复后所产生的桨叶螺距和静不平衡量的误差,提高了桨叶螺距和静平衡的检测精度。
[1] 陈绍纲.轮机工程手册[M].北京:人民交通出版社,1992.
[2] 丁韦青.船用可调螺距桨的修理装置:中国,201020569198.2[P].2011-05-18.
[3] 丁韦青.船用可调螺距桨的修理装置及其修理方法:中国,201010513359.0[P].2013-08-14.
In this paper,exploration and research on detecting the damaged adjustable propeller are made after its weld-mending,especially for its pitch and static balance.A special detector was designed which removes the super deviation defect on adjustable propeller's pitch and static balance successfully and raises the detecting precision of the repaired propeller.
adjustable propeller;blade pitch;static balance;detector
丁韦青(1966-),男,上海人,工程师,大学专科,主要从事船舶修理工作。
U672
10.13352/j.issn.1001-8328.2014.01.014
2013-10-08
猜你喜欢
橡塑技术与装备(2023年11期)2023-11-12 09:09:04
机械工业标准化与质量(2023年7期)2023-09-25 05:58:44
中学课程辅导·教学研究(2019年16期)2019-08-08 02:06:24
橡塑技术与装备(2018年14期)2018-07-20 03:21:58
中国修船(2017年6期)2017-12-22 00:45:01
上海大中型电机(2017年3期)2017-11-13 03:38:54
制造业自动化(2017年2期)2017-03-20 14:26:17
专用汽车(2016年7期)2016-11-23 06:21:24
大连理工大学学报(2016年5期)2016-10-12 02:10:52
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:08:07