
改进电极与工作台垂直度的调整装置
2014-11-22 02:11:56丛日旭
机械工程师 2014年3期
丛日旭
(大连职业技术学院,辽宁 大连 116033)
0 引言
数控电火花成形加工被称为放电加工(electrical discharge machining,简称EDM),加工过程与机械加工是不相同的。其加工原理是将电、热、光、声、化学等能量或将其组合施加到工件被加工的部位上,瞬时间产生的高温可使局部的金属熔化、气化而被腐蚀掉,实现材料去除的目的。电火花加工的电极形状比较复杂而且容易损耗,每次加工完成后需要更换电极。一般很难准确地找出电极的加工平面与电极柄之间的平行度、垂直度,尤其使用老式电火花机床加工,它是单轴数控(Z轴),找正十分麻烦,既浪费时间,又保证不了加工效率,加大了生产周期。
1 原电极加工找正过程
如图1 所示的电极加工面与主轴头上、下方向之间的平行度,也就是电极表面与工作台之间的垂直度。X 方向的垂直度要用X 方向的2 个紧固螺钉与1 个止动螺钉找出,Y 方向的垂直度要用Y 方向的2 个紧固螺钉与1个止动螺钉找出。
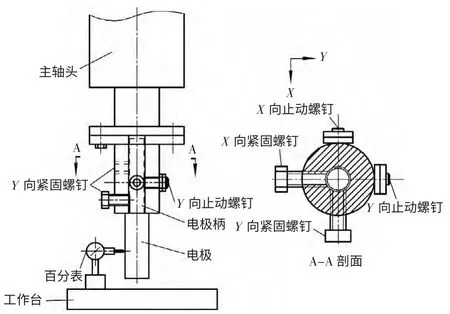
图1 原电极加工过程
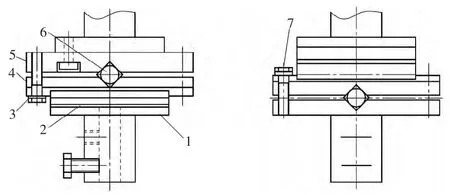
图2 改进后电极加工找正过程
2 改进重点
在上述结构中为了找出X 方向的垂直度需要把Y向的2 个螺钉松开,调整X 方向上的2 个螺钉。为了找出Y 方向的垂直度需要把X 向的2 个螺钉松开,调整Y 方向上的2 个螺钉。这样很难同时找出X、Y 方向的垂直度,既费时又费力。
3 改进方案及办法
为了同时准确地找出X、Y 方向的垂直度,我们必须对以往的找正方式进行改进。
如图2 所示,利用调整板4、法兰1 和调整用的圆柱销及X 方向的调整螺钉来调整X 方向的垂直度,再利用调整板4、调整板5 和Y 方向的调整螺钉来调整Y 方向的垂直度。
4 结语
通过简单的改进,在调整X 向和Y 向的垂直度的同时,与其他方向上的作业无关,这就使找X、Y 向的垂直度变得非常容易。并且节省了工作时间,加快了工作效率,缩短了生产周期,改善和提高工件的加工精度。
猜你喜欢
新高考·高一数学(2022年3期)2022-04-28 07:02:46
思维与智慧·上半月(2022年4期)2022-04-08 21:24:29
小哥白尼(神奇星球)(2021年4期)2021-07-22 03:17:22
湖北农机化(2020年4期)2020-07-24 09:07:36
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
制造技术与机床(2018年9期)2018-09-19 06:48:34
制造技术与机床(2017年10期)2017-11-28 05:20:15
制造技术与机床(2017年8期)2017-11-27 02:10:01
制造技术与机床(2017年4期)2017-06-22 11:17:51
