烟用二醋酸纤维素的增塑及可纺性能研究
2014-11-19 06:45晁红杰李爱华
作物研究 2014年1期
晁红杰,张 健,李爱华
(1湖南农业大学农学院,长沙410128;2河南中烟工业有限责任公司黄金叶生产制造中心,郑州450000)
烟用醋酸纤维滤嘴一般采用湿法纺丝,纺丝后,醋酸纤维内的有机溶剂残留影响烟支的吸食口感。近几年,随着烟草行业市场竞争不断加剧,降低卷烟滤嘴中残留的有机溶剂成分已成为新的研究热点[1~4]。因此,采用熔融法生产出性能良好的烟用丝束,不失为一种好的解决办法[5]。
二醋酸纤维素的玻璃化温度(Tg)和分解温度(Tm)区间较小,在熔融法生产中易氧化分解[6],在醋纤中加入环氧大豆油和乙酰柠檬酸三丁酯作为增塑剂可以增加Tg和Tm的区间,提高二醋酸纤维素的可纺性能。且环氧大豆油和乙酰柠檬酸三丁酯都是被国际认可的无公害、无毒性食品包装或医疗用材料添加剂。
1 材料与方法
1.1 材料及设备
二醋酸纤维素:乙酰基含量39.5%,相对分子质量12 000,南通醋酸纤维有限公司生产;环氧大豆油:分子量950,环氧值≥6.0,天津市光复精细化工研究所生产;乙酰柠檬酸三丁酯:分子量402.4,市售。
恒温加热磁力搅拌装置:DF-101S型,河南省予花仪器有限公司;平行双螺杆挤出机:KS-20型,昆山科信橡塑机械有限公司;熔融纺丝机:自组装小型纺丝机。
1.2 试验设计
将二醋酸纤维素在70℃下烘12 h后,加入增塑剂。然后,置于高速混合机搅拌2 h,再放入真空干燥箱中保温12 h后得到预混料;预混料经平行双螺杆挤出机(转速30 r/min)熔融造粒。将制备好的混料切片经熔融纺丝机纺丝,得到改性的醋酸纤维,具体配料如表1所示。

表1 改性的醋酸纤维的配方(%)
1.3 分析测试
傅里叶变换红外光谱(FITR)分析:IR200型,上海市道墟星峰仪器厂,采用KBr压片,扫描48次。
差示扫描量热法分析:822e型,梅特勒托利多仪器(上海)有限公司,测试温度为25~300℃,氮气流量为80 mL/min,升温速率为20℃/min,测试时试样量约6 mg。
热失重分析:STA409PC型,德国耐驰公司,在N2保护下对试样进行测试,温度为30~800℃,升温速率为20℃/min,测试样品质量约8 mg。
熔融指数测定:SRSY-1型,上海利浦自动化仪表厂。
2 结果与讨论
2.1 FTIR分析
图1为不同材料的FTIR图谱。由图中的4曲线可以看出,1 749.2 cm-1处的吸收峰为乙酰柠檬酸三丁酯中酯基的特征吸收峰,1 747.2 cm-1和1 226.5 cm-1处的峰值分别是醋酸纤维中C-O-C不对称伸缩振动峰和C=0伸缩振动,855.7 cm-1处的峰为环氧基的特征吸收峰,曲线4与曲线1、2、3相比在3 500 cm-1附近的峰消失。这表明在3号样品中氢键的消失,增塑剂环氧大豆油和乙酰柠檬酸三丁酯的加入没有与二醋酸纤维素发生化学反应,只是以物理混合的方式存在于二醋酸纤维素中,对二醋酸纤维素的化学结构没有产生影响[5]。
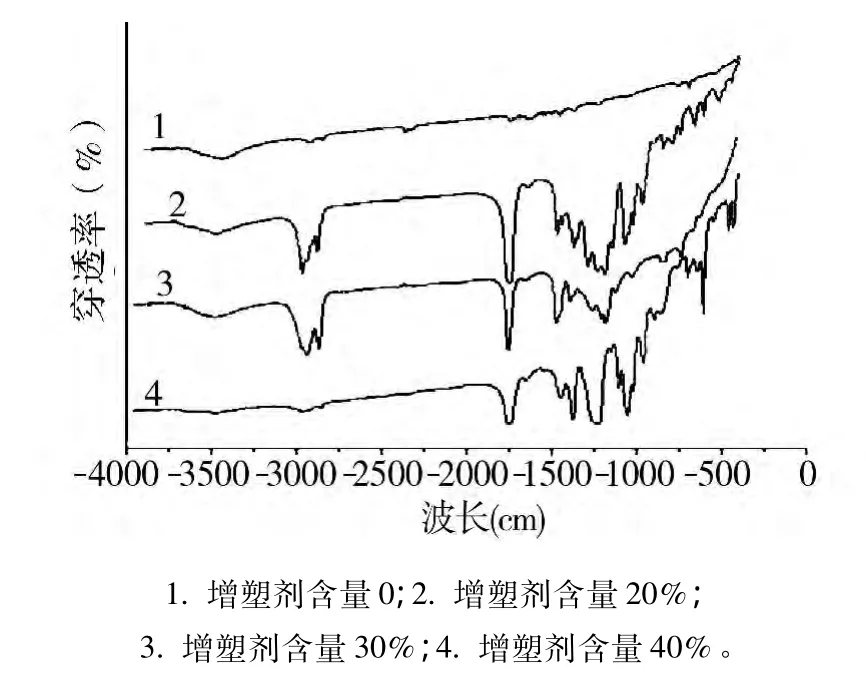
图1 样品的红外光谱图
2.2 差示扫描量热法分析
图2是纯二醋酸纤维素和二醋酸纤维素中增塑剂含量不同的差示扫描量热法曲线。由图中的1号样品曲线图可以看出,未经改性的二醋酸纤维素为非结晶聚合物,在加热过程中不经熔融直接分解,在60.5℃附近的吸热峰为样品中水分的挥发。2号样品曲线图可以看出加入20%增塑剂后,二醋酸纤维素开始有少量的结晶体,并在温度为157.7℃时开始熔融。从样品2、3、4曲线图可以看出,随着增塑剂含量的增加熔融峰的强度逐渐变大,即结晶体积逐渐变大,熔融温度从 157.7℃逐渐升高至169.5℃。
出现这种现象有两个方面的原因:一方面,增塑剂环氧大豆油和乙酰柠檬酸三丁酯中含有大量的羟基(-OH),与二醋酸纤维素分子链之间形成很强的作用力,即氢键;另一方面,增塑剂的加入减弱了二醋酸纤维素分子链之间的相互作用力,使二醋酸纤维素分子链段运动能力增加,从而增大了醋酸纤维的玻璃化温度与分解温度区间之间的距离。
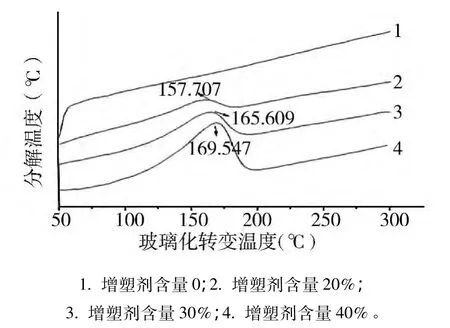
图2 不同含量增塑剂的差示扫描量热法曲线
2.3 热失重分析
图3是纯二醋酸纤维素和二醋酸纤维素中增塑剂含量不同的热失重分析曲线。由图可以看出,纯二醋酸纤维素在370℃开始失重,在370~423.4℃分解速度较慢,在423.4~500℃之间分解速度较快,整个过程可分为两段。而加入增塑剂后的2、3、4号样品的曲线可分为4段,开始分解温度为150.6℃,第一段250.6~337.1℃,此段为环氧大豆油的分解或挥发,第二段337.1~425.1℃,此段为乙酰柠檬酸三丁酯的挥发和二醋酸纤维素侧链的分解,第三段425.1~445.1℃,此段为二醋酸纤维素主链的分解,第四段445.1~500℃,为二醋酸纤维素中杂质的分解。因纺丝温度在220℃以下,而两种增塑剂的分解温度都在250℃以后,所以在熔融纺丝过程中不会有增塑剂的挥发。
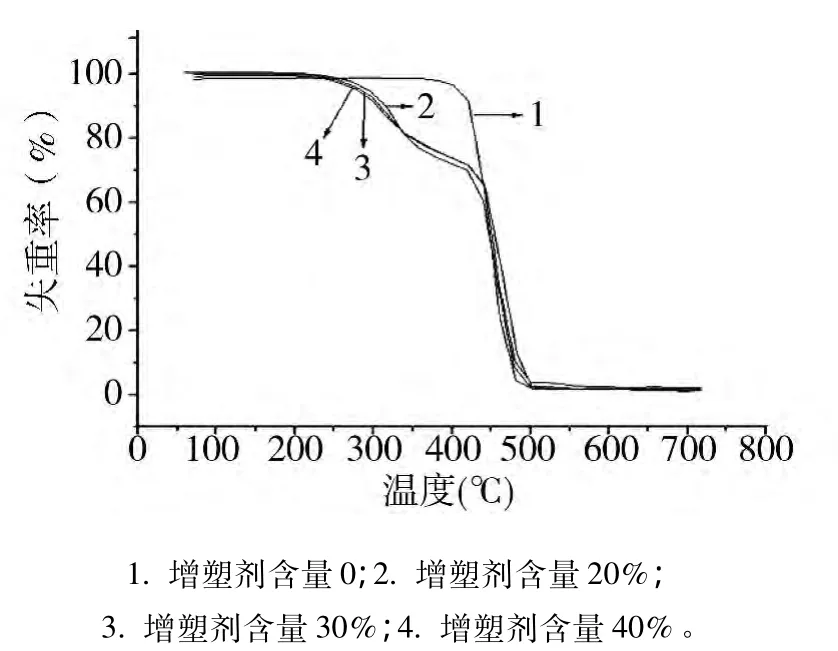
图3 样品的热失重分析曲线
2.4 熔融指数及可纺性分析
表2为纯二醋酸纤维素和不同增塑剂含量与可纺性能的关系。从表中可以看出,未添加增塑剂的二醋酸纤维素熔融指数较差,并且在纺丝过程中,二醋酸纤维素分解严重,基本不能成丝。当加入增塑剂的量为20%时,基本能成丝,但是强度较小,不足以应用。随着增塑剂添加量的增加,可纺性能增加,丝的颜色接近透明状。在试验中发现,当增塑剂的量占30%时,可纺性能最好,增塑剂的量占比超过40%时,纺丝容易出现毛丝、断头现象。
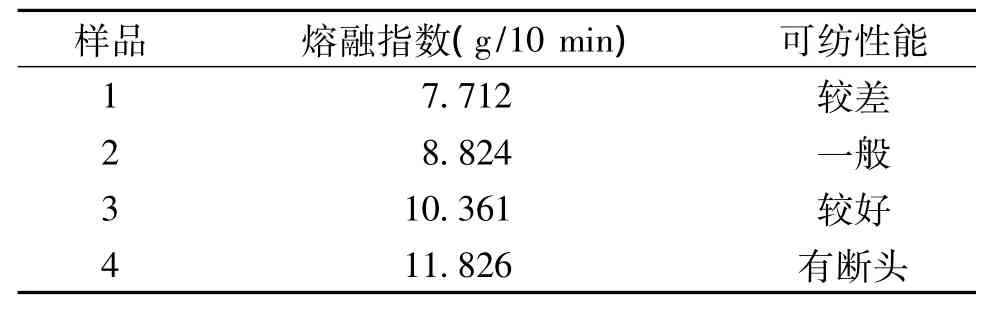
表2 熔融指数与纺丝性能
3 结论
(1)FTIR和差示扫描量热法分析表明,增塑剂环氧大豆油和乙酰柠檬酸三丁酯的加入对二醋酸纤维素的化学结构没有产生影响,但是对CAD的结晶性能有明显的促进作用。
(2)热失重分析表明,两种增塑剂的分解或者挥发都高于熔融纺丝的温度,所以在纺丝过程当中不会有增塑剂的挥发。
(3)熔融指数测试和纺丝试验表明,随着增塑剂环氧大豆油和乙酰柠檬酸三丁酯添加量的增加,纺丝性能逐渐变好,但并不是增塑剂的量越多越好,试验证明添加增塑剂的量为30%时效果最好。
(4)使用环氧大豆油(环氧大豆油)和乙酰柠檬酸三丁酯作为二醋酸纤维素的添加剂,然后,采熔融法纺成的二醋酸纤维丝束解决了原纺丝方法存在有机溶剂残留问题,无新的有害成分增加。
[1]Lee CK,Cho MS,Kim IH,et al.Preparation and physical properties of the biocomposite,cellulose diacete/kenaf fiber sized with poly(vinyl alcohol)[J].Macromolecular Research,2010,18(6):566 -570.
[2]Lee SY,Cho MS,Nam JD,et al.Melting processing of biodegradable cellulose diacetate/starch composites [J].Macromol Symp,2006,24(1):126 -130.
[3]Lee SH,Shiraishi N.Plasticization of cellulose diacetate by reaction with maleic anhydride,glycerol,and citrate esters during melt processing[J].Journal of Applied Polymer Science,2001,81:243 - 250.
[4]Chan Mieow Kee,Ani Idris.Modification of cellulose acetate membrane using monosodium glumate additives prepared by microwave heating [J].Journal of Industrial and Engineering Chemistry,2012,16(6):2115 -2123.
[5]刘好花,崔 莉,郭丹丹,等.二醋酸纤维素的增塑改性及熔融纺丝研究[J].合成纤维工业,2011,34(5):23-25.
[6]Quintana R,Persenaire O,Bonnaud L,et al.Recent advances in(reactive)melt processing of cellulose acetate and related biode-gradable bio-compositions[J].Polymer Chemistry,2012,3(3):591 -595.
猜你喜欢
橡胶科技(2022年1期)2022-12-17
润滑油(2022年4期)2022-09-16
合成树脂及塑料(2021年6期)2021-12-04
固体火箭技术(2021年4期)2021-09-08
山西农业科学(2020年5期)2020-12-17
三农资讯半月报(2020年2期)2020-03-09
天然气化工—C1化学与化工(2019年5期)2019-12-06
江苏农业学报(2019年1期)2019-09-10
浙江化工(2019年4期)2019-05-13
江苏农业科学(2015年11期)2016-01-27