
艺术马赛克自动排版生产线设计
2014-11-18 12:24王永翔吴志鹏黎勉
机床与液压 2014年20期
王永翔,吴志鹏,黎勉
(广东工业大学信息工程学院,广东广州 510090)
艺术马赛克是由底层胶网和各种颜色的马赛克片料组成不同图案的建材。随着精神文化生活的需求越来越高,艺术马赛克以其绚丽、花样多变,正受到建筑装饰人士的青睐,有着巨大的市场潜力。然而,要完成这样一张艺术马赛克的生产,首先需要将各种颜色的马赛克片料翻转到正面向上,再根据预先设计好的图案,按各个位置所需的颜色,把相应颜色的马赛克片料在模具上逐个排好,校验无误后再和胶网粘合成一定规格大小,然后再烘干而成。目前国内大部分艺术马赛克生产企业,均采用人工排版、手工操作,工人在工作过程中不断重复这些单调、枯燥乏味的动作,易使人产生厌倦情绪,效率低、出错率高。近年来的用工荒,对这种不需要技术的简单重复劳动,越来越难招到工人。因此,企业急需解决艺术马赛克的自动排版问题,迫切需要使用机器代替人工,用自动化装配代替手工劳作。
1 自动排版原理
艺术马赛克是先在无色透明的玻璃片底面贴上不同颜色的底片,形成各种颜色的马赛克片料,再由若干种颜色的片料按一定的规律粘贴组合成300 ×300(或其他规格)并具有一定图案的一片。因此,艺术马赛克自动排版生产线的工作要由多组机构共同协作才能完成。如图1 所示,一条艺术马赛克自动排版生产线包含上料机构、正反识别和翻转机构、抓取以及模具移动机构等,在计算机的统一协调、控制下完成全过程。艺术马赛克自动排版生产线的自动排版原理是将每一种颜色的片料分别指定一个代码,模具上的每一个小格根据该位置对应的颜色进行编码,且模具上每一格的编码都与对应颜色的片料的代码相同,通过抓取机构与模具移动机构的配合,将马赛克片料粘贴到模具上代码与马赛克片料颜色代码相同的位置上。根据各颜色片料粘贴前是否进行排列,又可以将排版方式分为机械手选择型和片料排列型两种形式。
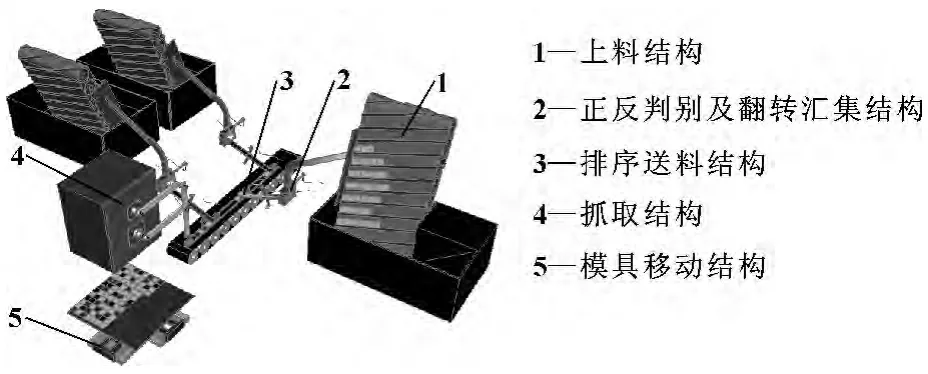
图1 自动排版装置原理示意图
1.1 机械手选择型
每种颜色的片料经翻转整列后,停止在出料口,等待机械手移动到相应位置取料,再移动到模具指定位置粘贴。
1.2 片料排列型
每种颜色的片料经翻转整列后,停止在出料口,各颜色出料口由PLC 统一进行控制,使各颜色的片料按图案要求出料,并排列于待粘贴片料队列中,等待机械手取料粘贴。
1.3 系统的组成与分析
艺术马赛克排版工序流程如图2 所示,由四部分组成:
(1)上料系统:将马赛克片料送上自动装配线。
(2)正反面识别系统:根据马赛克片料正反面的反射率不同进行正反面判别。
(3)翻转系统:根据判别结果使所有马赛克片料同一面向上。
(4)排版系统:将不同颜色的马赛克片料按指定图案顺序排好。

图2 艺术马赛克生产工序流程图
2 关键机构设计及选择
2.1 上料机构
振动式上料器是市面上最常用的上料器之一,但是,由于艺术马赛克片料的基本材质是脆硬的玻璃,振动容易把片料的边角损坏,故不宜选用振动式上料器。
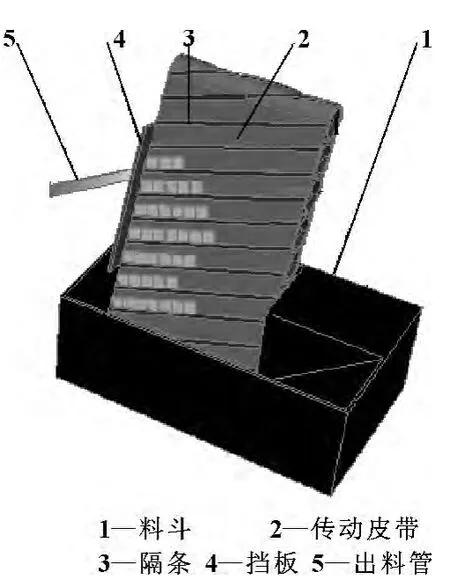
图3 上料机构示意图
升降式上料装置如图3 所示,由料斗、传动皮带、隔条、挡板、出料管组成。料斗的大小可根据希望储料的多少进行设计,上料速度可通过控制传动皮带驱动电机的转速来调节。隔条与皮带的运动方向倾斜一定的角度,使马赛克片在传送带上提升的同时,在重力作用下沿着隔条向左移动,由于挡板仅在出料管处开有缺口,使其只能在缺口处顺着出料管流向正反判别机构。该上料机构结构简单、上料效率高。
2.2 正反面判别、翻转及汇集机构
艺术马赛克是在无色透明的玻璃片底面贴上不同颜色的底片,因此,正面光滑反光率高,反面粗糙反光率低,故可选用漫反射型光电传感器进行正反面判别。
2.2.1 方案一
如图4 所示,马赛克片料经上料机构的出料管进入整列轮,通过控制整列轮每次转动的角度和中断时间,即可控制传送带上的片料保持均匀的间隔,以方便后续的正反检测与翻转工作。马赛克片料由传送带运输至限位导轨末端时,光电传感器对片料正反面进行检测,当传感器输出大于设定阈值X 时,检测面为正面,由喷嘴A 动作,将片料吹倒;当传感器输出小于设定阈值Y 时,检测面为反面,由喷嘴B 动作,将片料吹倒。至此,所有片料都被翻转为正面朝上。这种方式要占用较多的空间,且片料采用竖直传送,稳定性差,可靠性不太理想。
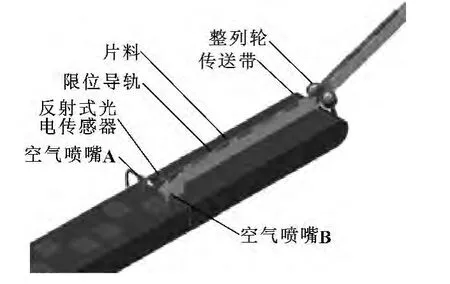
图4 方案一的正反面判别、翻转及汇集机构示意图
2.2.2 方案二
如图5 所示,正反面判别、翻转及汇集机构由漫反射传感器、托板、气缸、翻转弧、汇集槽、导向框组成。马赛克片料经上料机构的出料管滑下并进入导向框内,经过漫反射传感器所对应的位置时,把该片马赛克片是正面向右还是反面向右的信息传递到计算机。托板上分别开了左右两个下料口9 和4,假定正面向左,则计算机令气缸活塞右移,使导向框中的马赛克片从托板的右下料口沿翻转弧滑下,使马赛克片正面向上,进入汇集槽;若正面向右,则计算机令气缸活塞左移,使导向框中的马赛克片从托板的左下料口沿翻转弧滑下,使马赛克片正面向上,进入汇集槽。显然方案二的机构更加紧凑可靠。
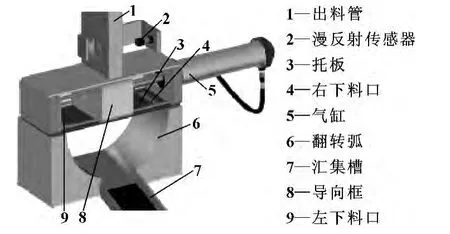
图5 方案二的正反面判别、翻转及汇集机构示意图
2.3 排序送料机构
排序送料机构也有多种方案可供选择。
方案一采用把排版与抓取合在一起的机械手选择型,如图6 所示,将翻转好的各种颜色的马赛克片送入合流导轨,合流导轨将散乱的片料整合为一列,导轨末端的挡板将片料挡住,当片料积累到一定数量时,机械臂才允许动作。机械臂每次动作过程:机械臂下降至指定高度,吸盘接通负压,将片料吸起,机械臂上升,接着顺时针旋转180°,机械臂下降,吸盘接通正压,将片料放下,然后再升起,逆时针旋转180°回到初始位置。若机械臂两端均有吸盘,可使每次的旋转动作同时完成吸起与放下动作,效率提高一倍。但需要不同颜色的片料时,机械臂要将吸料端移动至该颜色的指定位置,同时,模具驱动机构要把模具放上一颜色片料的对应位置移到机械臂放料端,控制关系比较复杂,且转角控制误差对位置精度影响较大(见图7)。另外,其排版方式选用的是机械手选择型,由于艺术马赛克包含的片料颜色较多,机械手需在不同颜色出料口之间频繁移动,模具驱动机构也要作与之适应的运动,降低了排版效率。

图6 机械手选择型排序送料示意图
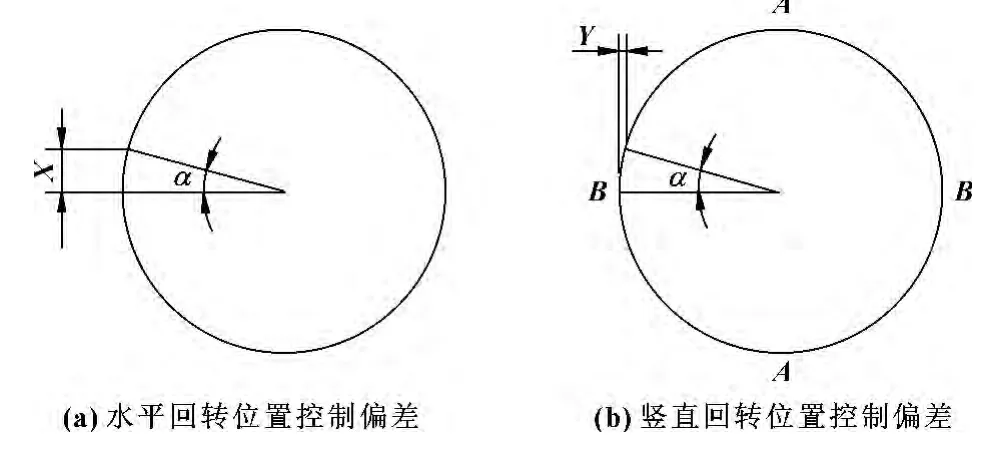
图7 水平旋转与竖直旋转对定位精度的影响
方案二采用排版与抓取相对独立的片料排序型工作方式,排序送料机构(见图8)由光电开关、挡板、气缸、传送带、限位开关组成。抓取机构(见图9)由负压吸盘、机械臂、曲柄、电机组成。模具移动机构(见图10)由电机和滚珠丝杠导轨组成。进入汇集槽的马赛克片在挡板处停留,当计算机根据排版要求需要该颜色的马赛克片时,且光电开关3 检测到汇集槽有料、光电开关2 检测到传送带在该位置没料时,气缸活塞动作,推出一片马赛克片然后退回,高速转动的传送带把马赛克片快速送到限位开关的位置(即把每一行的马赛克片料按颜色顺序排好),等待抓取机构抓取。各种颜色的马赛克片排序机构中的气缸何时动作,由计算机根据图案颜色先后顺序所确定的逻辑关系进行控制。计算机控制模具移动机构,把模具将要放片的位置(格子)准确移到抓取机构的放料位置下方。装在抓取机构机械臂下的负压吸盘把吸料位置处的马赛克片吸起,抓取机构驱动电机带动曲柄逆时针转过180°,把机械臂下的马赛克片移到左边的放料位置,把负压吸盘上的马赛克片放到模具的格子上,然后,驱动电机带动曲柄顺时针转过180°,把机械臂移到右边的吸料位置,准备吸下一片马赛克片。同时,移动机构把模具下一个放片位置(格子)移到抓取机构的放料位置下方。由于采用了片料先在输送带上排序、机械手只需在固定的抓取位置与放料位置作简单的往复运动,模具移动机构也只需作简单的步进运动,使得排版效率较方案一有大幅度提高。而且,方案二所需组件更少,控制简单,抓取机械臂在竖直面运动,设备所占水平空间更小,转角控制误差对位置精度影响较小。图7 为机械手作水平和竖直两种回转运动方式,同一控制精度下水平面内的定位精度对比。可见:控制偏差角同为α 时,水平回转运动在水平面内产生的位置偏差X,远大于竖直回转运动在水平面内产生的位置偏差Y。此外,采用竖直回转还可以共用一套模具移动机构带动多个模具和共用一套抓取驱动机构带动多个机械臂同时动作,实现多块马赛克同时排版,在经济性与可靠性上都更具优势。整机工作原理见图1。
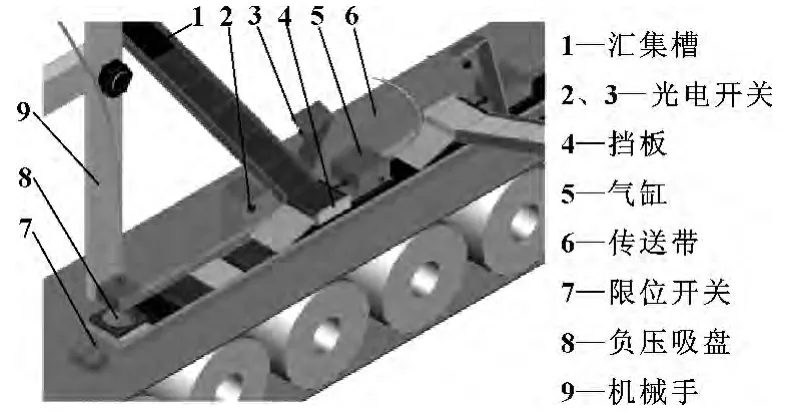
图8 片料排序型排序送料示意图
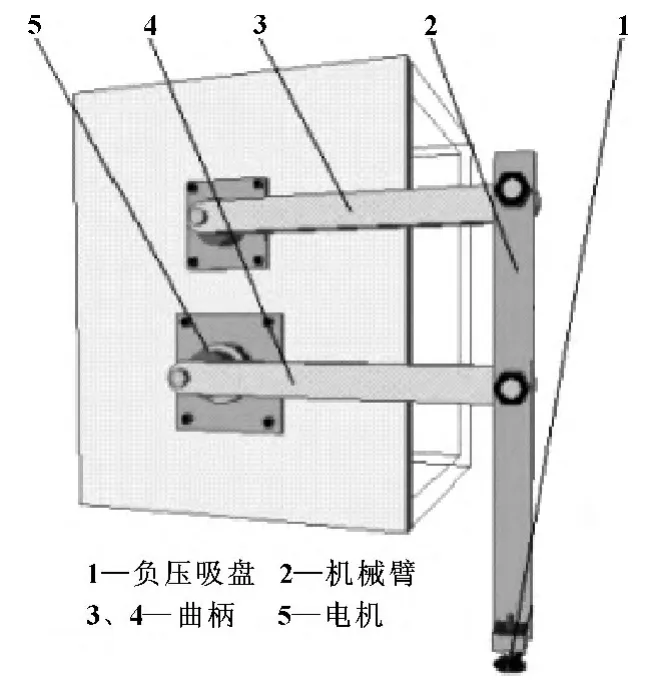
图9 抓取机构示意图
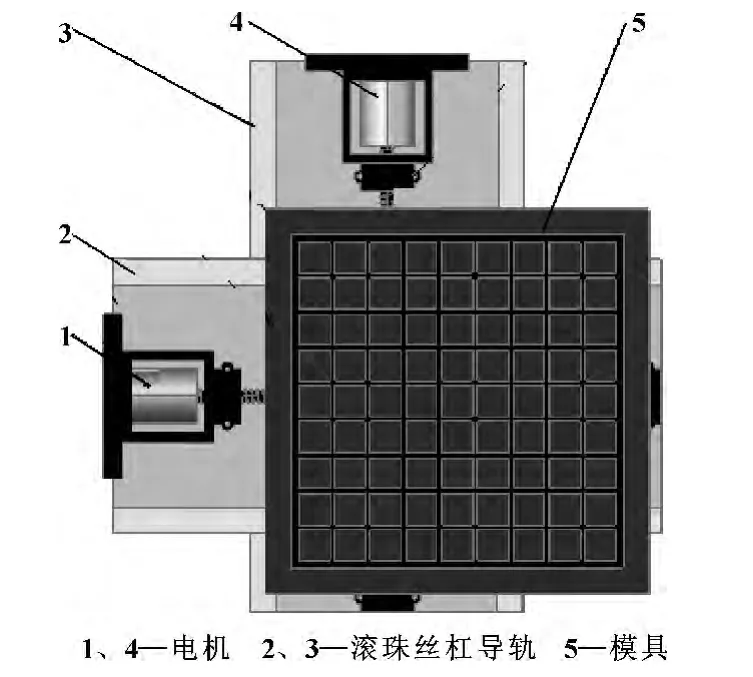
图10 模具移动机构示意图
3 控制系统设计
电气系统采用PLC 作为主控元件,上料机的上料速度一旦调整好后一般不需要经常调整,故各上料机电机速度采用独立手动调整控制。另外,传送带的速度调整好后也不需要经常调整,故对应电机速度也采用独立手动调整控制,但各电机的启动和停止由PLC 集中控制。
各种颜色正反翻转和汇集没有严格的逻辑关系,故可同时并行进行。但排序必须根据预存图案对应位置的颜色代码i 使第i 种颜色的颜色选中标志置位,只有选中的那组排序送料机构才动作。若以D100 存放当前颜色代码,当选中第i 种颜色,则D100 寄存器第i 位二进制位被置1,这样就很容易判别当前选中哪一种颜色。可编程控制器的流程图见图11。正反判别及翻转和排序及送料程序有N 组,其逻辑动作相同,故仅画出其中一组。

图11 PLC 软件控制流程图
4 结束语
艺术马赛克在建筑装饰行业有着巨大的市场潜力。然而,我国的艺术马赛克生产企业目前绝大部分都是采用人工进行排版,效率低、错误率高。文中设计的马赛克自动排版生产线,特别是集识别、翻转与汇集为一体的机构,巧妙地解决了艺术马赛克自动上料、使出料面一致、正反面识别翻转和汇集占用空间大等问题,实现自动排版。在此基础上还编制了马赛克的排版工艺流程和控制方案。对降低企业生产对人力的依赖程度,促进整个艺术马赛克行业的发展有积极的意义。
[1]刘德忠,费仁元,(德国)Stefan Hesse.装配自动化[M].北京:机械工业出版社,2003.
[2]黄志昌.自动化生产设备原理及应用[M].北京:电子工业出版社,2007.
[3]尚久浩.自动机械设计[M].2 版.北京:中国轻工业出版社,2003.
[4]李科杰.新编传感器技术手册[M].北京:国防工业出版社,2002.
[5]庞振基,黄其圣.精密机械设计[M].北京:机械工业出版社,2005.
[6]三菱.FX2N-20GM 编程手册[M].日本:三菱,2004.
猜你喜欢
世界建筑导报(2022年2期)2022-04-25
动漫界·幼教365(中班)(2021年4期)2021-05-23
计算机与网络(2021年4期)2021-05-04
制造技术与机床(2018年11期)2018-11-23
文艺生活·中旬刊(2017年8期)2017-09-15
制造技术与机床(2017年4期)2017-06-22
三联生活周刊(2017年17期)2017-04-27
青少年日记·小学生版(2016年9期)2017-01-07
侨园(2016年5期)2016-12-01
小学生导刊(低年级)(2016年7期)2016-07-29
