
基于LabVIEW 的搅拌摩擦焊焊接力监测系统设计
2014-11-18 12:23王庆霞麦允杰杨建国徐天天张华德
机床与液压 2014年20期
王庆霞,麦允杰,杨建国,徐天天,张华德
(1.东华大学机械工程学院,上海 201620;2.上海航天设备制造总厂,上海 201620)
搅拌摩擦焊(FSW)是英国焊接研究所在20 世纪末提出的一种新型固相焊接方法。与传统焊接方法相比,具有焊接质量高、无污染等特点,在航空航天、船舶等领域已得到广泛的应用。在搅拌摩擦焊接过程中,搅拌头和工件之间的焊接力(顶锻力、前进抗力和侧向力)与焊接质量有密切的联系。能够精确地测得焊接力的变化,对优化焊接工艺、提高焊接质量和改进焊接设备具有重要作用。作者以应变式传感器、数据采集卡和计算机为主要硬件,结合LabVIEW 虚拟仪器技术,完成了搅拌摩擦焊焊接力监测系统的设计,并进行了焊接力监测实验,验证了系统的高精度及可靠性,为优化焊接工艺和提高焊接质量提供工程实验支撑。
1 系统总体方案设计
以应变式测力传感器、美国NI 公司生产的PCI6013 数据采集卡和计算机为主要硬件,再结合信号调理器和稳压电源等其他硬件搭建焊接力测试系统的硬件平台;然后利用LabVIEW 虚拟仪器技术开发焊接力测试软件系统,从而实现系统的设计。系统具有单、多通道的数据采集、数据处理、数据的实时显示和存储等功能,实现了对搅拌摩擦焊焊接过程中所受焊接力的实时监测。系统总体构成如图1 所示。
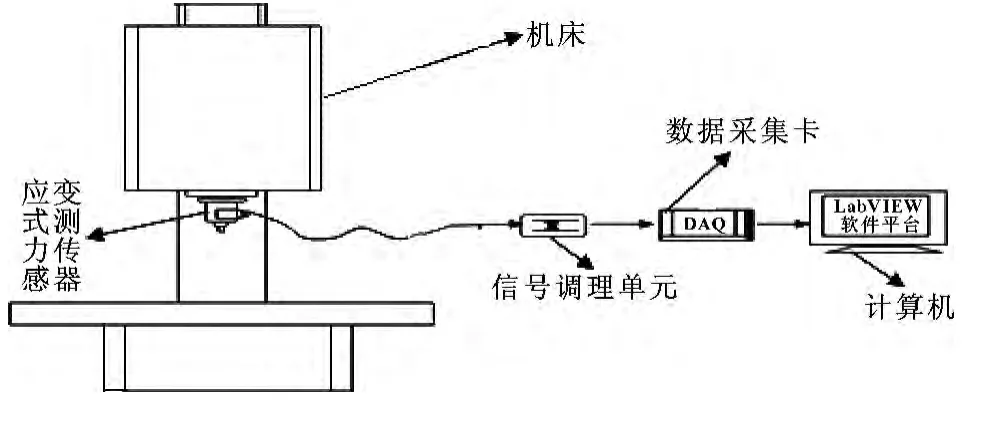
图1 系统总体构成图
2 系统硬件设计
系统的硬件主要由应变式测力传感器、数据采集(DAQ)卡和计算机组成。测试系统有很多种构成方式,如PXI 总线、VXI 总线、GPIB 总线和PCI 总线测试系统等。文中采用PCI 插卡式虚拟仪器测试系统。系统采用的数据采集卡是NI 公司生产的PCI-6013 数据采集卡,有16 路模拟输入通道、2 路模拟输出通道、8 条数字I/O 线、2 路24 位的定时/计数器,数字触发,采样率200 kS/s,具有信号采集和处理两大功能。其中,信号采集包括模拟信号输入和A/D 转换两部分,提供3 种信号输入方式选项:单端无参考地出入、单端有参考地输入、差分输入;两个输入量程:±10 V (双极性)和0~10 V (单极性)。系统采用的测力传感器是应变式三向力传感器,X、Y 方向上测力量程为0~3 kN,Z 方向上测力量程为0~10 kN,测量精度为0.5%F.S;传感器安装在主轴前端,拆装维护方便。
采集传感器输出的模拟信号时,需对数据采集卡进行软件驱动和相关参数设置,NI 公司对其所有DAQ 产品提供专门的驱动程序库。对数据采集卡PCI-6013 进行软件驱动前,应先设置相关参数,Lab-VIEW 自带的MAX 软件可自动检测到与计算机相连的采集卡,打开MAX 后,在设备与接口中选择PCI-6013采集卡,对模拟信号极性范围、模式及过程控制各项进行配置;根据添加通道对话框提示对通道类型、通道名称、信号范围和单位等项目进行设置。完成上述数据采集卡的相关参数设置后,方可对传感器输出的信号进行采集。
3 系统软件设计
采用模块化的软件设计思想来编写系统软件,即每个功能的实现由一个模块专门完成;系统软件从结构上可分为系统初始化模块、信号采集模块、数据处理模块、信号显示模块和数据管理五大主要功能模块,其基本架构图如图2 所示。
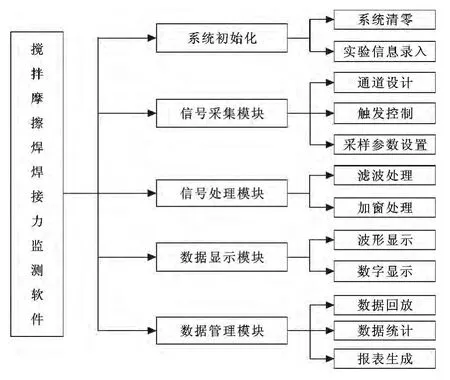
图2 系统软件基本构架图
3.1 信号采集模块的设计与实现
信号采集模块设计了一个单、多通道采集系统,包括采集通道设计、触发控制、采样参数设置和数据的存储等。其中,采集通道设计主要是控制某一通道进行采集或几个通道同时进行采集,文中设计的系统有三个采集通道,可同时进行三通道数据采样。触发控制包括触发模式控制和触发电平控制,通过触发控制实现数据采集、暂停、继续以及连续采集等。采样参数设置主要包括采集卡扫描率、每通道的取样数和缓冲区大小的设置等。信号采集模块利用“测量I/O”功能节点中的“AI Waveform Scan.vi”函数节点控制数据采集卡完成传感器输出信号的采集,并将传感器输出的模拟信号通过数据采集卡转换为数字信号,最后由PCI 总线采集到计算机中。信号采集模块的前面板如图3 所示。
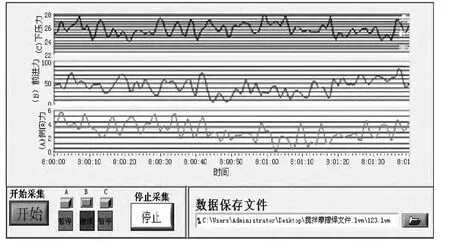
图3 数据采集模块前面板
3.2 信号处理模块的设计与实现
(1)滤波
滤波是信号处理中一项最基本、最重要的技术。工程测试中获取的复杂模拟信号含有多种频率成分,频带带宽和振幅也不尽相同。为有利于对信号做进一步分析,应将其中需要的频率成分提取出来,不需要的频率成分衰减掉,因此需加入滤波器来完成。Lab-VIEW 提供可选择的滤波器主要有Off、Butterworth 滤波器、Chebyshev 滤波器、Inverse chebyshev 滤波器和Elliptic 滤波器等。所选滤波器不同,滤波波形也会有所差别,故应针对不同信号选择不同的滤波器。考虑焊接时主轴转速比较平稳、工作台相应频率在低频段等特点,采用Chebyshev 低通无限长冲击波滤波器。Chebyshev 滤波器在通带内等幅波动,和理想滤波器的频率响应曲线之间的误差最小;在同样的通带内衰减要求下,阶数较Butterworth 滤波器等要小,其振幅平方函数为:

式中:Ωc为通带截止频率,ε 为波动系数,VN(Ω)为N 阶切比雪夫多项式,N 为滤波器阶数,定义为:

系统预先设定通带截止频率Ωc=0.6,阻带下线截止频率Ωs=2,通带波纹δ=0.5 dB,由δ=20lg得出ε=0.35,又Chebyshev 滤波器衰减函数:

所以通带内最大衰减

阻带内最小衰减

又Chebyshev 滤波器阶数
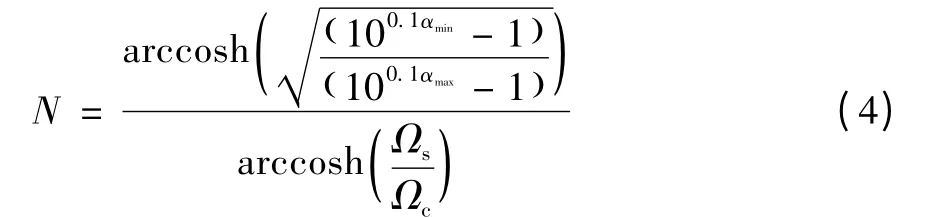
将Ωc=0.6、Ωs=2、ε=0.35 代入公式(4)得N=4.76,取整后得到N=5,即系统最终选用5 阶Chebyshev 滤波器。
(2)加窗
在实际的信号采集系统中,不可能对无限长的时域信号进行测量和运算。运用采样定理采集得到的局部信号与原始连续信号相比,产生了与原始连续信号不相符的波形,即信息泄漏。为减小和抑制泄漏,需采用窗函数对时域信号进行处理。LabVIEW 中可选择的窗函数主要类型有Hanning 窗、Hamming 窗、Rectangle 窗、Blackman-Harris 窗、Exact Blackman 窗、Flat Top 窗、Force 窗、Welch 窗、Bohman 窗和Chebyshev 窗等。在选择窗函数时,应遵循主瓣尽量窄、能量应尽可能集中在主瓣内、尽量减少窗谱最大旁瓣的相对幅度的原则。考虑系统要求频率分辨率高等特点,选用Hanning 一次窗作为系统处理时域信号的窗函数,其表达式为:

经傅里叶变换后得:
当N≥1,N -1≈N 时,Hanning 一次窗的窗谱为:
从公式(7)可以看出:Hanning 一次窗的能量集中于主瓣,频率分辨率比较高。
利用信号处理模块对包含噪声的正弦波信号进行处理,处理前后对比结果如图4 所示,可以看出:信号处理模块能够很好地抑制噪声和干扰,确保信号不失真。
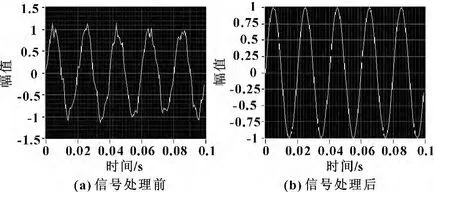
图4 信号处理前后比较
3.3 系统初始化及数据显示和数据管理模块的设计与实现
系统初始化模块设计了系统清零和实验信息录入两个功能。系统清零使系统在开始采集前所有数值显示窗口显示为零。实验信息录入包括实验人员信息录入、焊接产品信息录入、焊接工艺参数录入和搅拌头信息录入四部分。录入的实验信息会载入到数据管理模块中,在产生报表时自动加载到报表中。用赋值控件和确定按钮实现系统的清零,用字符串输出控件、组合框、字符串输入控件等实现实验信息的录入。
利用波形图标和选项卡函数节点设计数据显示模块,实现了焊接三向力的波形显示和数字显示,可同屏显示,也可分屏显示。利用写入、读取测量文件,数据统计和报表生产等函数节点设计数据管理模块,实现了对任意时间区间数据的回放,同时计算回放数据的最大值、均值和方差等统计指标,并生成不同格式的报表。
至此,完成搅拌摩擦焊焊接力监测软件的设计,其主界面如图5 所示。
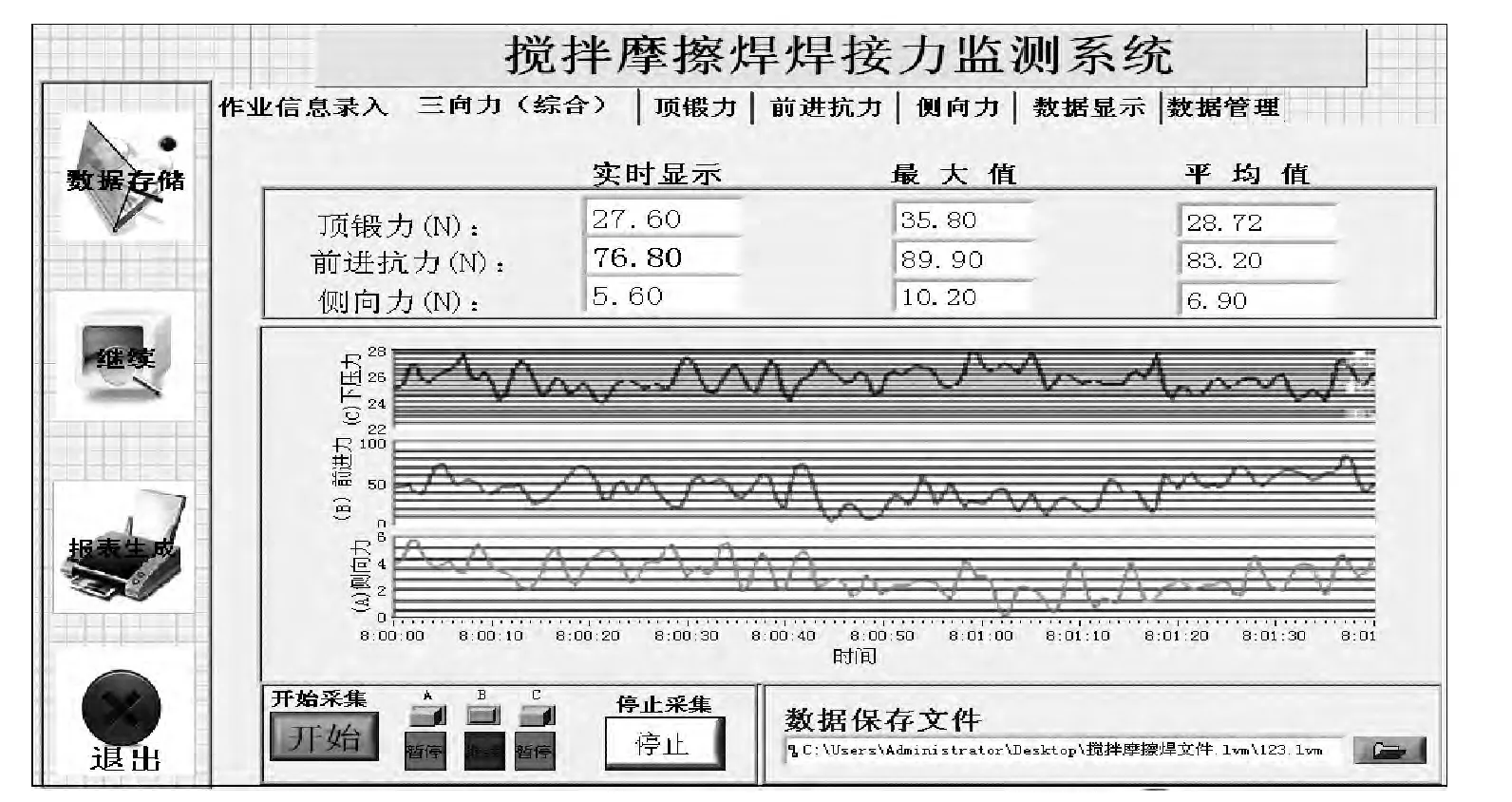
图5 搅拌摩擦焊焊接力监测软件的主界面
4 焊接实验
完成了焊接力测试平台相关硬件的选型和设计以及软件系统的开发后,利用XH714 立式加工中心和YDX-Ⅲ9702 型压电式三向测力仪搭建了焊接力监测实验平台,并进行了焊接力监测试验。其中YDX-Ⅲ9702 型压电式三向测力仪作为标准力传感器,用来评定以应变式测力传感器为核心的焊接力监测系统的测量误差,其X、Y 方向测力量程为0~3 kN,Z 方向测力量程为0~10 kN,测量精度为0.1%F.S。实验选用工业中常用的7075 铝合金作为焊接试件,焊件尺寸规格20 mm×10 mm×2 mm。焊接实验现场如图6 所示。
在实验过程中,通过控制焊接深度使焊接力逐步增大,直至达到传感器的最大量程。焊接力每增大500 N 记录一次实验数据,并将应变式传感器测得的数据与标准传感器的数据进行对比分析,实验数据如表1 所示。
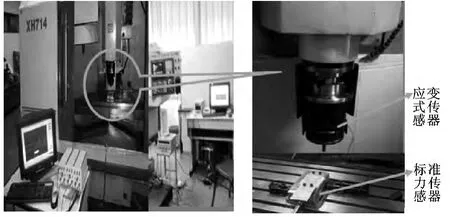
图6 焊接实验现场实物图

表1 实验数据 kN
由表1 可知:应变式传感器与标准传感器的最大差值是90 N,故以应变式传感器为核心的焊接力监测系统的测量误差为
5 结论
基于LabVIEW 虚拟仪器技术开发的焊接力监测系统能够成功应用于搅拌摩擦焊焊接力的监测;系统的硬件成本低、通用性好,操作维护方便;开发的焊接力监测软件可以实现多通道数据采集、数据存储、数据处理等多种功能,克服了传统仪器功能单一等缺点;系统使搅拌摩擦焊焊接力监测由定性转化为定量,为优化焊接工艺和提高焊接质量提供帮助。
[1]寇雪芹,谷立臣,闫小乐,等.基于虚拟仪器的超声信号测量及测距研究[J].计算机工程与应用,2012,48(6):17 -20.
[2]汪建华,姚舜,魏良武,等.搅拌摩擦焊接的传热和力学计算模型[J].焊接学报,2000,21(4):61 -64.
[3]王希靖,李晶,达朝炳,等.FSW 中搅拌针作用力及其影响的研究[J].兰州理工大学学报,2006,32(1):11 -14.
[4]杨乐平,李海涛,杨磊,等.LabVIEW 高级程序设计[M].北京:清华大学出版社,2003.
[5]MISHRA R S,MA Z Y.Friction Stir Welding and Processing[J].Materials Science and Engineering R,2005,50(1/2):1 -78.
[6]吴功柱.搅拌摩擦焊实验平台研制与应用[D].上海:东华大学,2011.
[7]徐韦锋,刘金合,栾国红,等.厚板铝合金搅拌摩擦焊接头显微组织与力学性能[J].金属学报,2008,44(11):1404 -1408.
[8]吴贵福,颜兵兵,贾元华,等.基于LabVIEW 的电主轴综合性能测试与评价系统[J].机械设计与制造,2011(12):95 -96.
猜你喜欢
中国测试(2022年2期)2022-03-19
纺织科学研究(2021年1期)2021-12-03
电子制作(2019年22期)2020-01-14
传媒评论(2019年5期)2019-08-30
电子制作(2019年11期)2019-07-04
时代英语·高一(2019年1期)2019-03-13
电子制作(2018年16期)2018-09-26
制造技术与机床(2017年8期)2017-11-27
网络安全与数据管理(2016年4期)2017-01-10
系统工程与电子技术(2016年7期)2016-08-21
