
一种熔敷金属力学性能测试用试板焊接工装
2014-11-18 12:24:40郭永环范希营张亮许以军李顺才
机床与液压 2014年20期
郭永环,范希营,张亮,许以军,李顺才
(1.江苏师范大学,江苏徐州 221116;2.徐州鸿源自动化技术有限公司,江苏徐州 221009)
焊接工装是焊接工艺的重要组成部分[1],随着计算机软硬件技术的日益完善,计算机辅助工装设计方法已成为主流[2],应用数字化技术开展焊装过程的模拟是预先发现焊装过程中存在问题的最为有效方法之一[3]。焊接变形一直是焊接生产中需要面对和解决的问题,焊接变形不仅使焊接工件的尺寸难以满足设计要求,而且造成安装困难或影响产品美观[4],因此生产上有时采用夹紧防变形的方式[5],然而这种方式将产生较大的焊接应力。文中将设计一种熔敷金属力学性能测试用试板焊接工装,目的是减少焊接应力,使工件能够快速准确定位,防止不同角度变形,减轻工人劳动强度。
1 试板形状及尺寸
熔敷金属力学性能测试试板按GB/T 5117-1995制备,标准中规定试板在焊接前应予以反变形或拘束[6],以防止角变形。试板的形状及尺寸如图1 所示。焊条直径不同,最小板厚t 以及根部尺寸C 也不同。GB/T 5117-1995 标准中还规定:焊接的层数根据焊条直径最少是5~7 层,最多是10~12 层,每层是两道焊道。这样当焊工焊完一道焊道时,需搬动工件使工件旋转180°,再进行下一道焊道的焊接,增加了工人的劳动强度。因此当焊接的材料和厚度不同时,所发生的角变形也不同(一般变形角度在30°以内),因此反变形的工装也不同。另外焊接前如果对工件进行拘束,在工件中将产生较大的应力,影响焊接质量。因此需设计一种不对工件进行约束的工装,使工件自由变形。

图1 试板形状及尺寸
2 焊接工装
2.1 焊接工装结构简图
如图2 所示,为熔敷金属力学性能测试用试板焊接工装结构图,支架12 安装在夹具体1 上,铰链轴10 穿过托板5 的两个孔,托板5 的一端安装到支架12 上,托板5 的另一端在支撑8 的作用下可以绕着铰链轴10 转动所需要的30°以内的任意角度。
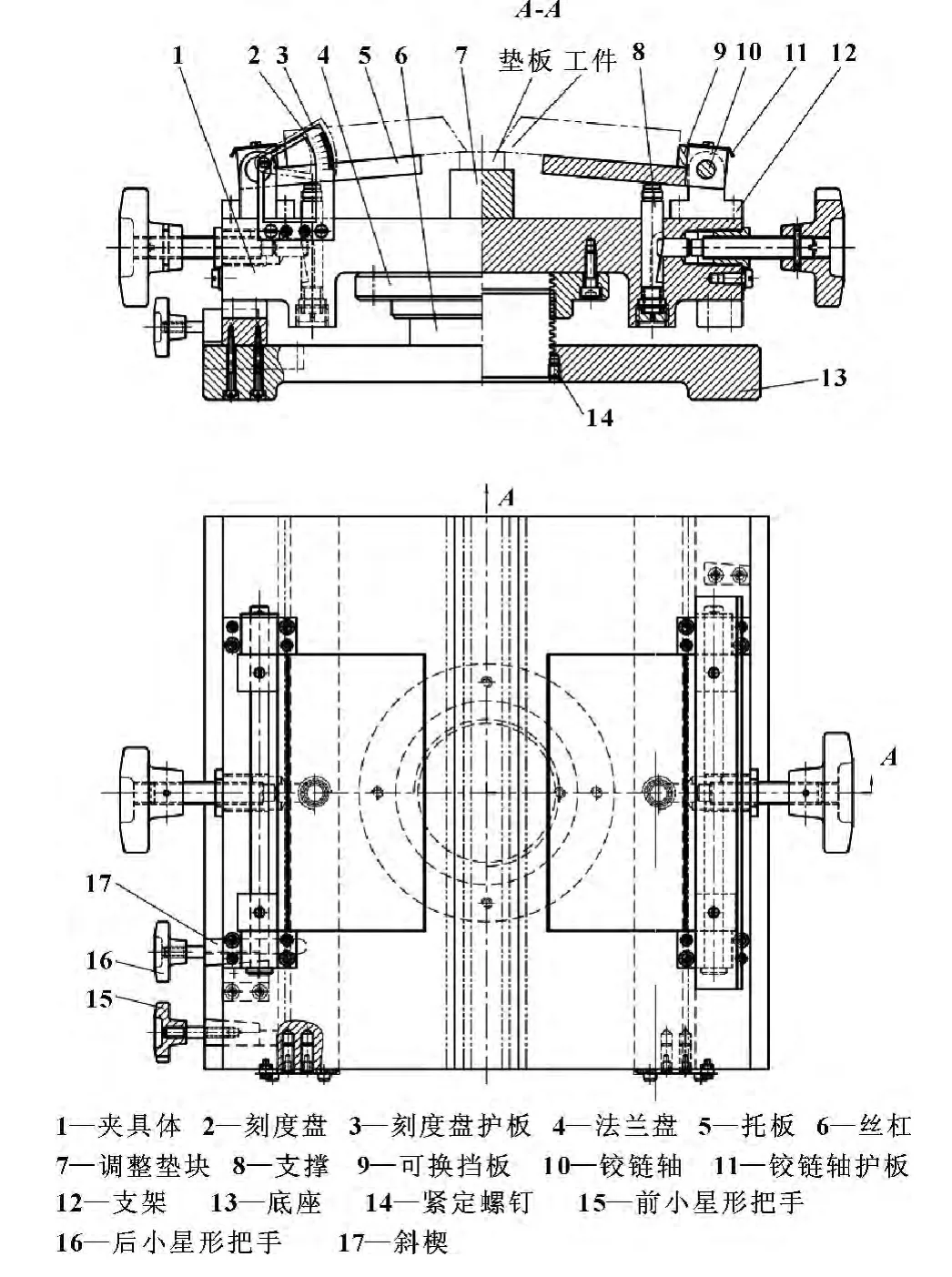
图2 焊接工装结构图
刻度盘2 安装在夹具体1 上,刻度盘2 上的刻度分布中心与托板5 安装工件用的上表面的回转中心同轴,通过刻度盘5 可以读出托板5 上工件的安装角度。将托板5 调整到所需角度后,在调整垫块7 下方塞入一定尺寸的塞尺,使工件和垫板接触,以保证焊缝成形和防止烧穿。当焊完一道焊道时,抽出后小星形把手16,使与后小星形把手16 相连的斜楔17 也被抽出。将夹具体通过法兰盘4 绕丝杠6 顺时针(或逆时针)转动180°,插入前小星形把手15,与前小星形把手15 相连的斜楔实现夹紧,使夹具体固定不动,以方便下一道焊道的焊接。焊完之后,抽出前小星形把手15,再逆时针(或顺时针)转动夹具体180°,插入后小星形把手16,进行焊接,如此往复,一直到焊接完毕。为了防止焊接迸溅,还安装了铰链轴护板11 以保护铰链轴10,安装了刻度盘护板3 用以保护刻度盘2。为了适应不同试板的根部间隙,设计了不同尺寸的可换挡板9。
2.2 焊接工装三维装配图
利用UG NX 7.0 的装配模块,对焊接工装进行三维装配设计,将零部件按照一定的约束关系组合在一起,检查零件间的间隙及匹配,经分析:各个零部件之间不存在工艺中的结构性和空间性的干涉情况。焊接工装的三维装配图如图3 所示。

图3 焊接工装三维装配图
为了将装配间的关系更加明确地表示出来,现对装配图进行爆炸处理,各个零件间的关系如图4所示。

图4 焊接工装爆炸图
2.3 焊接工装结构特点分析
该熔敷金属力学性能测试用试板焊接工装的特点是:
(1)夹具体1 不和焊接工位接触;底座13 直接放在焊接工位上。夹具体1 可以绕丝杠6 在水平面旋转180°并被快速夹紧。
(2)刻度盘2 上有刻度盘护板3;铰链轴10 上有铰链轴护板11。护板便于拆卸。
(3)设计了不同尺寸的可换挡板9,以适于不同焊接工件的快速装配。
(4)丝杠6 在底座13 中由紧定螺钉14 紧定不动,保证了丝杠的稳定性。
3 结论
(1)通过刻度盘、托板等零件的配合,能在一套工装上完成多种变形角度的对接接头装配,避免了一种变形角度需要一种工装的浪费现象。
(2)夹具体能带动工件在水平面内旋转和快速定位,提高了生产率,减轻了工人的劳动强度。
(3)焊接火花迸溅不到刻度盘及铰链轴上,提高了焊接工装的使用寿命。
(4)设计了不同尺寸的可换挡板,可以满足不同焊接根部间隙装配要求,避免了需要设计不同工装的浪费现象,降低了生产成本。
[1]单俊,熊震宇,顾网平,等.T 系列后簧后座机器人焊接夹具设计[J].电焊机,2013,43(2):98-101.
[2]王琪,韩筱,周明春,等.UG 二次开发在专用车焊装夹具中的应用[J].机械设计与制造,2012(4):247-249.
[3]马其华,任洪娟.白车身后侧围焊装夹具设计与仿真[J].机械设计与制造,2012(11):239-241.
[4]李军,张文锋.机械挤压矫正焊接变形的模拟与试验研究[J].材料科学与工艺,2013,21(1):134-137.
[5]李积侠.轿车排气系统机器人焊接夹具的设计要点及柔性化[J].电焊机,2013,43(2):94-97.
[6]全国焊接标准化技术委员会.GB/T 5117-2012 非合金钢及细晶粒钢焊条[S].北京:中国标准出版社,2013.
猜你喜欢
煤炭工程(2022年11期)2022-11-24 00:59:06
材料科学与工程学报(2022年4期)2022-08-25 08:51:08
理化检验(物理分册)(2022年3期)2022-03-31 07:07:48
昆钢科技(2021年4期)2021-11-06 05:31:06
工业加热(2021年8期)2021-09-11 09:29:42
装备制造技术(2021年2期)2021-07-21 05:38:30
发明与创新·中学生(2020年1期)2020-08-03 03:34:33
发明与创新(2020年2期)2020-01-06 09:03:30
压力容器(2019年1期)2019-03-05 11:12:06
四川建筑(2018年4期)2018-09-14 01:11:58
