
棒线冷床不同步原因分析及调整修复
2014-11-16 06:25张金意魏明星
中国新技术新产品 2014年17期
张金意 魏明星
(酒泉钢铁公司检修工程部,甘肃 嘉峪关 735100)
1 引言
酒钢集团炼轧厂一高线投产于1988年。目前为具备φ8—φ32mm直条棒材φ5.5—φ14mm线材生产能力的线棒复合生产线。2001年底进行了大规模技术改造,在原线材生产线基础上增建了高速棒材生产线,其关键设备由意大利SIMAC公司引进,电控系统从德国SIMENS公司引进,是国内第一条速度超过30m/s的单线棒材生产线,2002年年初投产后快速实现达产达标,新增棒材品种22种。经长期 超负荷生产,设备运行逐渐暴露出许多缺陷,而精整区域冷床己不能保证棒材直线度1米偏差在2.5mm以内。2013年7月通过为期35天的年修恢复冷床的精度,来保证产品质量。
2 原因分析
2.1 冷床简介
冷床是对螺纹钢及圆钢进行冷却的工作台面,轧材通过双转毂落到矫直板上进入冷床,冷床通过两根同步步进传动轴将排列在冷床上的棒材逐步移向端部,达到棒材的输送和冷却等效果。该生产线冷床为步进式冷床,冷床本体主要由15个动齿条梁装配、15个静齿条梁装配、传动装置组成。冷床传动装置由两根90米长传动轴通过两台电机带动,每台电机带动两台涡轮蜗杆减速机、减速机型号为:TPU500-20,减速机与减速机之间用一根传动轴把减速机的输入轴(蜗杆轴)连接,冷床工作时,电机通过减速机带动传动轴,将扭矩传到另一台减速机上,通过电气控制从而实现4台减速机同步运转。安装在传动轴上的偏心轮转动与滚轮的接触从而是实现动齿条梁作步进往复运动,使停放在静齿条梁装配静齿条上的轧材依次移动一个齿距。工作原理简图见图1。

图1 冷床本体工作原理简图
冷床动齿条动作不一致,原因是步进同步系统不统一和齿条磨损严重,主要表现在驱动轴起始位置不统一或齿条不在同一平面内。
2.2 步进同步系统不统一的原因
冷床同步传动为机械传动,两侧传动轴长为90米由多个传动轴和接手通过平键连接,接手之间用端面键连接,将4台减速机和多个传动轴连接成一个整体,由于多个传动轴及接手连接的平键和端面键长期受力,键的工作面失效,传动轴扭曲,运转时由于传动轴的扭曲和失效键连接的传动轴不同步,造成冷床运转不同步;在定检修过程中,更换传动轴和轴承包时没有对传动轴的水平度和直线度进行调整,造成冷床运转时动齿条不在同一个平面上。
2.3 动齿条磨损严重
由于一高线投产已近过了24个年,齿条磨损已经非常严重,所以齿条磨损是冷床步进动作不一致的另一原因。齿条升降运动分为高位、中位、低位 3 个工作点,在同一位置,齿条高度相差如表1所示,由表1可以看出齿条高低差在20mm左右。

表1 动齿条原始标高数据

表2 东西侧传动轴标高数据
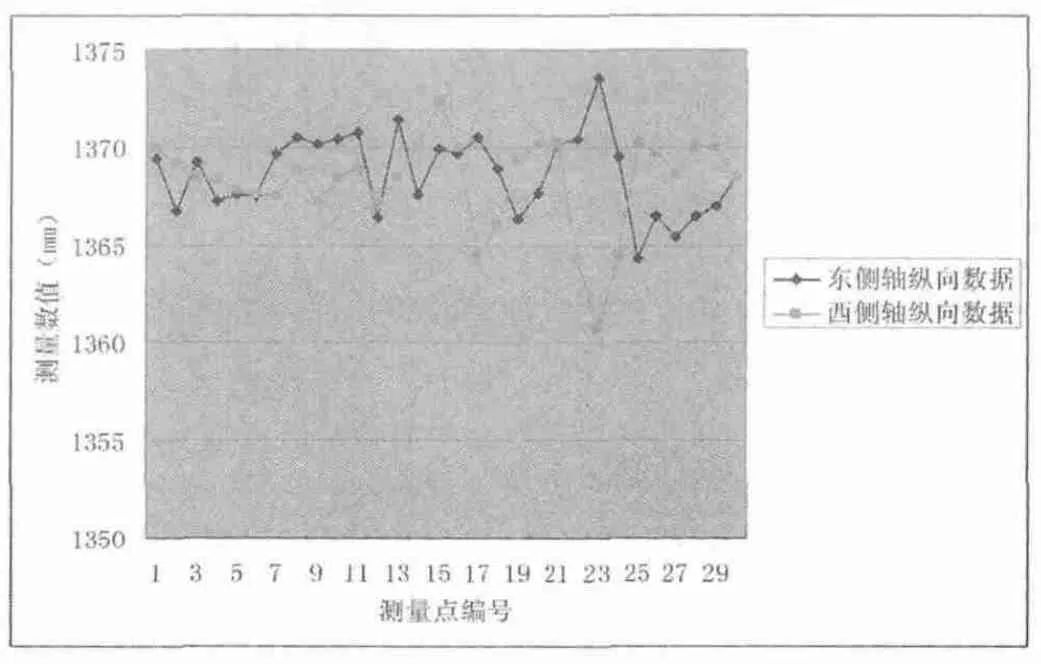
表3 传动轴纵向调整前数据
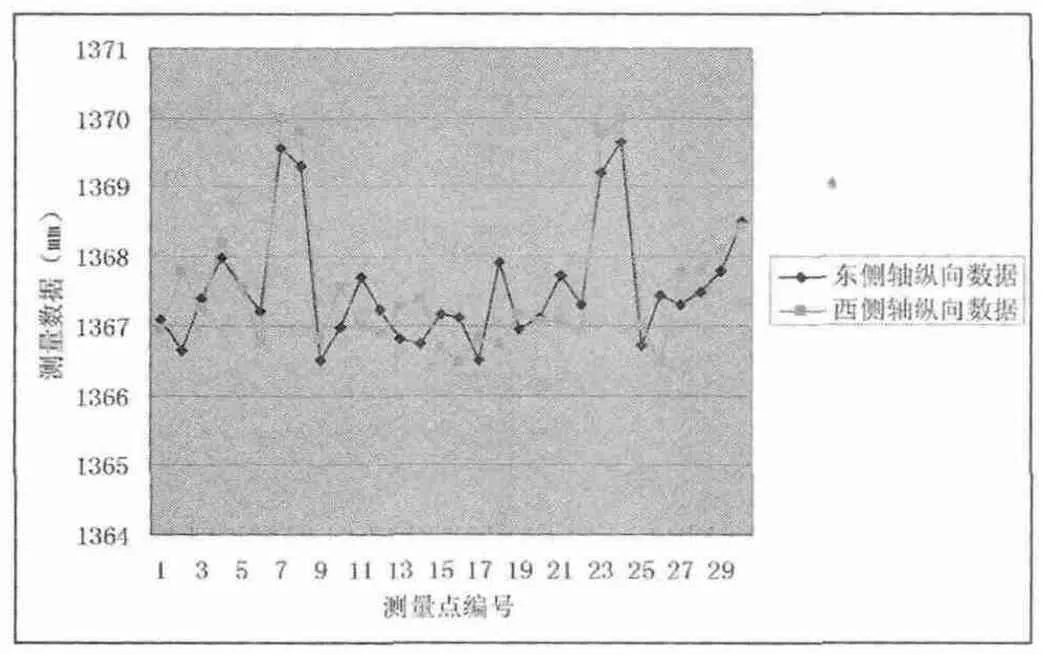
表4 传动轴纵向调整后数据
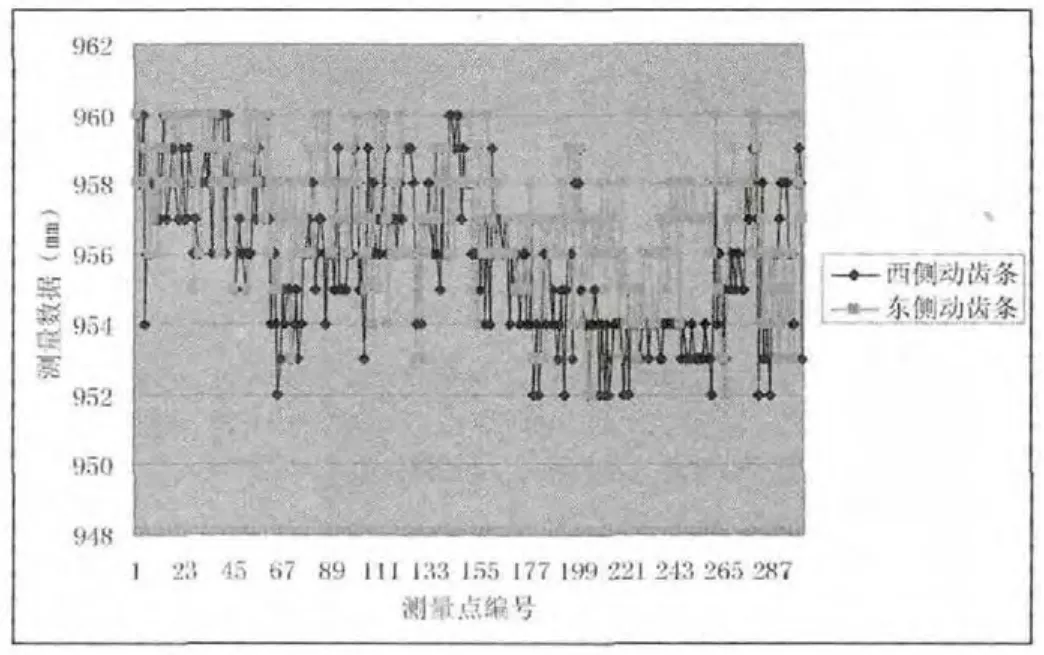
表5 动齿条调整后数据
3 冷床调整修复技术方案研究与确
通过测量数据分析,确定冷床不同步主要是由于传动系统基准变化和齿条磨损严重造成。为了解决这一问题主要从以下两方面入手:传动系统基准调整和齿条修补。
3.1 传动系统基准调整
以静齿条顶面为基准,对冷床长轴进行垂直方向找平,对不符合要求的在轴承座下方进行加垫、减垫调整,使用水准仪,使纵向中心线允许偏移量在±0.5mm以内。以双转毂的轧制线预留基准为基准,返基准拉钢丝对冷床长轴进行横向方向找正,移动剖分轴承的限位块,用千分尺进行测量调整,使横向中心线允许偏移量在±0.5mm以内。调整后东西侧传动轴标高数据如表2所示,表中两点测量出现较大偏差可忽略不计。
以安装基准用经纬仪找出两轴对称中心线并拉设钢丝线,用内径千分尺测量各点到中心线所得的数据进行调整。东西两侧传动轴纵向调整前偏差如表3所示,在表中可看出调整前传动轴纵向偏差在8mm左右。调整后东西两侧传动轴纵向调整前偏差如表4所示,在表中可看出调整前传动轴纵向偏差在3mm左右。
3.2 齿条修补及动框架调整
用厚度为δ=2mm冷轧板送机修根据图纸做齿条样板20件。年修期间对冷床齿条齿槽磨损部位进行补焊后,比对样板进行手工修磨。手工修磨后比对样板最大偏差量1.5mm。
逐个检查冷床动齿条框架,以静齿条及矫直板为基准,调整冷床动齿条,将动齿条调整至两个矫直板中间位置。测量动梁框架标高允许偏差±0.5mm,纵、横梁中
心线平移允许误差 1mm(拉钢丝检查),水平度允许偏差0.30/1000(轧材运输方向),托架水平度0.30mm/全长(支持轴两侧方向)。通过修复齿条及动框架调整后动齿条标高数据如表5所示,将其误差控制在8mm以内。
4 实施效果
由于调整后动作保持一致,故长轴及联轴器之间的键槽受力均匀,在线工作稳定,传动平稳、运行可靠,大大延长了备件的使用周期,提高了棒材成材率,减少了检修频次,降低了劳动量。在经济效益方面,此次对600根齿条补焊,每根新齿条2000元,节约备件费用为120万元。
[1]成大先.机械设计手册[M].北京:化学工业出版社,2010.
[2]闵行,诸文俊.材料力学[M].西安:西安交通大学出版社,2009.
[3]邹家祥.冶金机械的力学行为[M].北京:科学出版社,1999.
[4]邓星钟主蝙.机电传动控制[M].武汉:华中科技大学出版杜,2001.
[5]黄华清主壕.轧钢机械[M].北京:冶金工业出版社,1976.
猜你喜欢
昆钢科技(2021年1期)2021-04-13
水运工程(2020年2期)2020-02-26
冶金设备(2019年6期)2019-12-25
四川冶金(2019年5期)2019-12-23
物流技术与应用(2019年6期)2019-07-16
上海金属(2016年1期)2016-11-23
水利科技与经济(2016年7期)2016-04-25
重型机械(2016年1期)2016-03-01
现代冶金(2016年6期)2016-02-28
钛工业进展(2014年5期)2014-02-28
