铝箔在锂离子电池中的应用
2014-11-13 10:50:52王世鑫杨高洁
铝加工 2014年3期
王世鑫,杨高洁
(1.洛阳有色金属加工设计研究院,河南 洛阳 471039;2.河南同人铝业有限责任公司,河南 三门峡 472100)
0 前 言
锂离子电池具有比能量大、循环稳定性高、自放电率小、无记忆效应和清洁无污染等突出优势,是目前综合性能最好的二次电池体系;其按照结构形式可分为液态锂离子电池、软包装锂离子电池和聚合物锂离子电池,按照容量可分为小型电池和动力电池或储能电池。小型锂离子电池在便携式电子产品领域已经完全替代镍镉、镍氢电池,大容量的锂离子动力电池在航空航天、交通运输和其他间断性清洁能源的储能领域也有着取代铅酸电池的强劲势头。
锂离子电池使用铝箔作为正极集流体和软包装铝塑膜的阻隔层,随着锂离子电池市场的不断扩大其也成为了铝箔的一个新兴消费领域,但是对锂离子电池用铝箔的使用要求业内尚无专门的研究和报道,本文从应用机理出发并结合锂离子电池的生产工艺和结构分析,归纳出锂离子电池用铝箔的技术要求,希望对铝箔生产企业有一定指导意义。
1 铝箔—锂离子电池的正极集流体
1.1 铝箔作为正极集流体的机理和优势
集流体的作用主要是为电化学反应提供电子通道,加快电荷转移,减少电化学极化,提高充放电库仑效率,而极少参加Li 的嵌脱反应。倪江锋[1]等人通过测试厚度为0.016mm的铝箔集流体在不同条件下的电化学性能及形态结构变化,揭示了铝箔作为锂离子电池正极集流体的机理和优势:0.016mm厚度的铝箔作为LiCoO2的对电极时,无明显腐蚀,其极化电流在LiCoO2的整个极化电位范围内均呈现较小并且稳定,嵌锂容量甚至比同等条件下0.012mm厚度铜箔的嵌锂容量还小,非常适合作为正极集流体。
1.2 锂离子电池的生产工艺和结构分析
图1为典型的卷绕式液态锂离子电池芯的生产工艺流程图,在集流体上经过辊涂、烘干、分切、焊接极耳形成极片,通过层叠或缠绕的方法将正极极片、负极极片和隔膜片一起制成了锂离子电池芯。图2和3分别为卷绕式圆柱形和卷绕式方形聚合物锂离子电池的结构。

图1 典型锂离子电池芯的生产工艺流程图

图2 卷绕式圆柱形电池结构

图3 卷绕式方形聚合物锂电池结构
1.3 铝箔作为正极集流体的规格和要求
目前尚无专门的锂离子电池用铝箔的技术标准,行业内一般执行GB/T 3198-2010《铝及铝合金箔》或企业标准,常用1235、1145等牌号厚度为0.012mm、0.016mm、0.018mm和0.020mm的铝箔。表1为某电池企业对正极集流体铝箔的主要技术要求,其中第3、7和8项为关键测试项目,尤其值得关注的是第3项面密度:此处如果折算为厚度公差则约为±1.8%,即便是0.012mm厚度时也约在±3.1%,这个指标还是比较苛刻的,只有使用优质铝箔坯料在装备有高性能的厚度自动控制系统的铝箔轧机上才能达到。
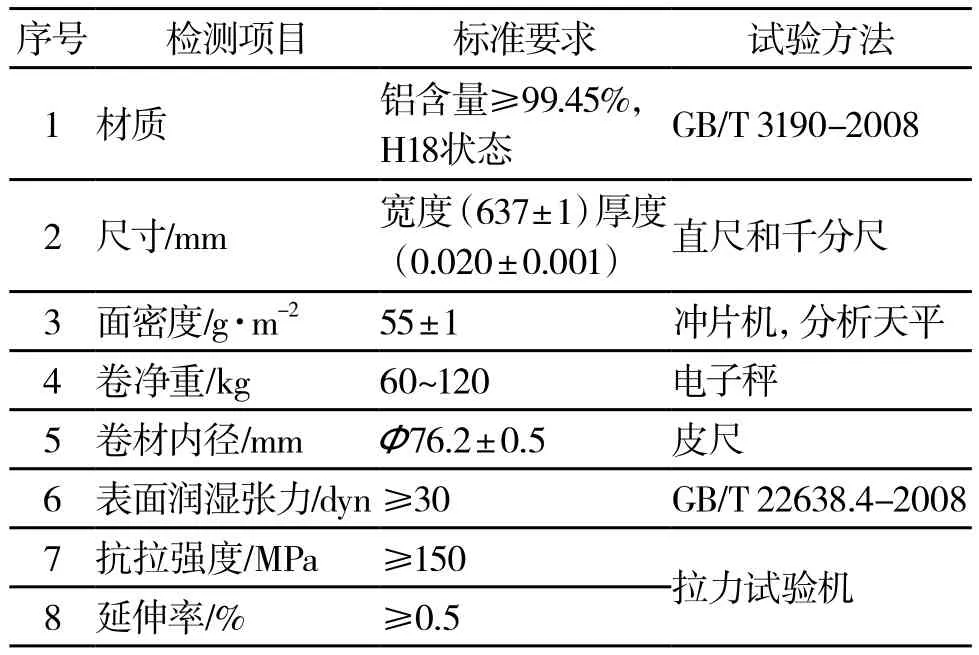
表1 某企业电池铝箔主要技术要求
2 铝箔—聚合物锂离子电池内包装材料的阻隔层
2.1 铝箔作为聚合物锂离子电池软包装材料阻隔层的机理和优势
软包装技术也是聚合物锂离子电池的三大技术难题之一[3],因为软包装材料与电池的内部材料直接接触,对软包装材料也有着苛刻的使用要求,其中很重要的两点就是:
⑴具有极高的阻隔性
阻隔性不好会降低聚合物锂离子电池的比容量,使电池起鼓,导致循环寿命和电化学性能的降低,严重的还会使电池失效。因此,软包装材料要求水蒸气的透过率应小于1×10-4~1×10-6g/m2·d·1atm,氧气的透过率应小于1×10-1~1×10-3g/m2·d·1atm,这实际上已经超过了测试仪器的最小精度[3]。
⑵具有良好的冷冲压成型性
聚合物锂离子电池用软包装材料的成型深度为3~8mm,良好的冷冲压成型性才能保证包装后的电池芯封口规整严密,外观平整,包装牢固。
铝箔以其极高的阻水和阻氧性被用做各种高阻隔性包装材料而广泛使用,选取适当厚度的软状态铝箔可以完美地满足以上两个要求;无针孔的铝箔在物理上可以隔绝外界的水和氧气渗透到电池芯内部,GB/T 3198-2010《铝及铝合金箔》中规定厚度大于等于0.02mm的超高精级铝箔和大于等于0.04mm的各等级铝箔的针孔个数为0;国际上还有一种观点认为,26μm以上的铝箔无针孔,对氧气或其它流体的透过率认为是零[4]。铝箔作为一种金属材料本身就具有一定的延伸率和抗拉强度可以满足冷冲压成型。
2.2 聚合物锂离子电池软包装材料的生产工艺和结构分析
聚合物锂离子电池软包装材料的生产工艺仍以多层干法复合和共挤复合为主,其结构如果不包括粘接层大体上仍为三层:铝箔为中间阻隔层,尼龙或聚酯为铝箔的外层保护层和印刷层,铝箔以内的为内层,又叫多功能高阻隔层[3]。
图4和图5为某公司研发的第三代的聚合物锂离子电池铝塑膜的侧封和顶封结构示意图。

图4 侧封结构示意图
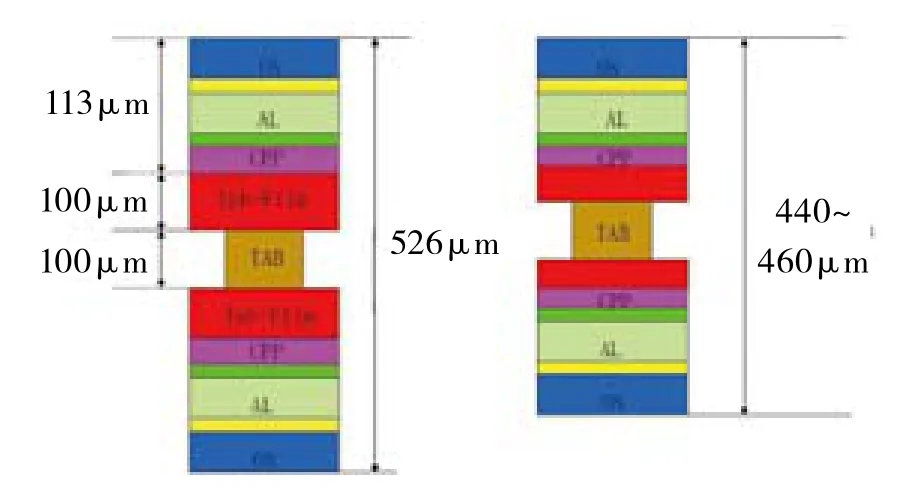
图5 顶封结构示意图
目前聚合物锂离子电池用软包装材料基本上被日本DNP和昭和电工垄断,韩国栗村正在逐渐进入市场,中国上海紫江在国内低端市场少量供货。主要是由于内层高阻隔材料的特殊性和制备复杂性,正如图4、5所示,内层绝不简单是CPP材料,在CPP和AL之间的材料才是关键,而且AL内表层也经过了特殊处理,日本对此也申请了专利,并在关键之处的描述很少。
2.3 铝箔作为聚合物锂离子电池软包装材料阻隔层的规格和要求
由于日本和韩国对软包装材料的垄断,昭和电工同时又是铝箔生产企业,国内的铝箔企业截至目前尚未进入聚合物锂离子电池用阻隔层铝箔领域,仅在国内软包装企业的试制中提供了很少量的样品。
李永安[4]等人提出使用的铝箔为40~60μm的软态铝箔、冷冲压成型后的厚度不能低于26μm。刘继福[3]等人揭示的日本DNP公司对阻透层铝箔的要求为铁含量在0.3%到0.9%范围内的软状态铝箔,铝箔的最内层一侧的表面经过脱脂处理并形成抗酸膜;进而通过大量的实验得出对阻透层铝箔的要求为:经过酸洗、碱洗、钝化处理并在内表面形成磷酸盐膜、络酸盐膜、氟化物膜、三嗪硫醇化合物膜涂布抗氧化、抗强酸、抗强腐蚀性的特殊膜层;还通过对8011合金中的化学成分相应的调整,克服了上述日本专利所谓“铝箔含铁量超过0.9%时,铝的柔软性遭到损害,作为层合体其制袋性变差”的偏见,并最终形成了对铝箔的物理特性及机械性能的要求。
综合以上分析,聚合物锂离子电池包装材料阻隔层铝箔应满足以下规格和要求:
8011合金,厚度40~60μm(取决于所要求的冲压深度,小型软包装电池一般采用40μm),O状态,抗拉强度大于80~98MPa,延伸率>21%,表面经过脱脂和特殊处理形成抗酸膜。在铝箔表面形成抗酸膜在其它各种食品药品软包装材料阻隔层用铝箔中是很少见的,这是由于电解质是由有机溶剂和锂盐组成,这些有机溶剂又是软包装材料热封层和粘合层的良好溶剂,而锂盐遇水即形成具有强腐蚀性的酸。例如常用的LiPF6电解质会形成氢氟酸,所以对阻隔层铝箔也需要进行抗酸性处理。
3 铝箔在锂离子电池上的其他应用
⑴为减轻电池重量,有些方形锂离子电池采用铝壳代替不锈钢壳。
⑵锂离子电池的极耳一般采用0.1mm厚度的铝箔。
铝壳和极耳的技术要求较低,市场容量不大,本文不做详细论述。
4 展 望
(1)随着资源和环境问题的日益严峻,全球掀起了被称为“第四次工业革命”的新能源革命,新能源产业也被我国列为五大新兴战略之首,清洁、高效的化学电源必将更快、更大规模的增长;电动汽车和助力车等交通工具正在成为锂离子电池爆发性增长的主要推动力。
(2)锂离子电池用铝箔将随着锂离子电池行业的蓬勃发展而成为一个稳定增长的大宗铝箔单品。
(3)国内铝箔企业应重点关注正极集流体用铝箔的厚度公差要求、软包装材料阻隔层用铝箔的深冲性能和抗酸性后处理要求等,积极与锂离子电池企业和软包装企业配合,不断研发出符合要求的原材料,尤其是配合国内软包装企业打破日本和韩国对聚合物锂离子电池用软包装材料的垄断才能真正打开这一消费领域。
(4)铝箔企业也可以考虑在素铝箔生产工序之后增加电极涂布、脱脂钝化、分切等锂离子电池和软包装企业的前段生产工序的可能性,以发挥宽幅大卷径高效生产的优势、延伸产业链条并获得高的附加值。
[1]倪江锋,周恒辉,陈继涛,张新祥.锂离子电池集流体的研究[J].电池,2005(3):128-130
[2]郑荣鹏.聚合物锂离子电池的软包装技术[J].电池工业,2002(6):319-321
[3]刘继福,郭纯武,刘嘉鑫.聚合物锂电池软包装材料的瓶颈突破[J].中国包装,2012(7):51-58
[4]李永安,徐立球,李学兵.聚合物锂离子蓄电池芯软包装材料的设计[J].电源技术,2003(6):512-515
猜你喜欢
轻合金加工技术(2023年7期)2023-10-30 07:26:30
铝加工(2023年3期)2023-08-31 08:06:46
阅读(科学探秘)(2021年9期)2021-05-30 10:48:04
科学(2020年1期)2020-08-24 08:07:56
印刷工业(2020年5期)2020-03-29 06:47:02
印刷技术·包装装潢(2015年3期)2015-07-03 08:21:50
电源技术(2015年9期)2015-06-05 09:36:04
印刷技术·包装装潢(2015年1期)2015-04-23 11:20:36
西安工程大学学报(2014年2期)2014-02-28 18:02:38
汽车电器(2014年5期)2014-02-28 12:14:15