
壁可法在无砟轨道道床板裂纹修复中的运用
2014-11-09 07:51:00李清油
山西建筑 2014年3期
李清油
(中铁二局股份有限公司,四川成都 610031)
1 工程概况
大西铁路客运专线站前9标无砟轨道起讫里程DK596+633~DK653+500。正线为CRTSⅠ型双块式无砟轨道,自上而下依次由:钢轨、扣件、轨枕、道床板和21 cm厚的底座板(30 cm厚的支承层)构成(见图1)。
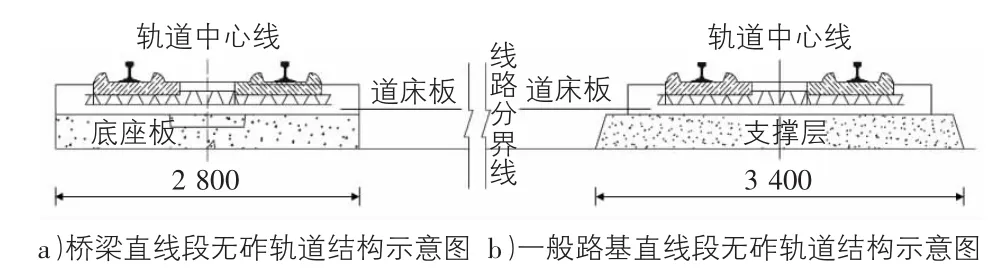
图1 无砟轨道结构示意图(单位:mm)
道床板用C40混凝土分块现浇而成,顶面横向设0.7%的排水坡,块间间距100 mm,块长5.0 m ~7.0 m,宽2.80 m,厚 0.260 m。桥上每块道床板设两个凸形限位挡台,限位挡台高110mm,上、下口尺寸分别为1 022mm×700mm,1 000mm×678mm。底座板与道床板间设隔离层。底座板上设有与道床板凸形限位挡台相匹配限位凹槽。
2 裂纹危害
在无砟轨道道床板施工过程中,虽进行了事前预控,事中管控,但还是不可避免的在工程实体上出现不同程度的裂纹。早期的表面裂纹在后期气温骤降时形成的温度应力和外力作用下,可发展成具有破坏结构的整体性的贯穿裂缝和深层裂缝,改变混凝土的受力条件,从而有使局部甚至整体结构发生破坏的可能,为此做好裂纹缺陷修补尤为重要。
3 修复作用
修复裂缝是为了恢复结构的整体性,防止有害物质渗入影响结构使用的安全性和耐久性。
4 修复方案
大西客专公司邀请铁路局工务处、质监督站、监理及施工单位,对负责采用壁可法进行道床板裂缝修补的试验段(运城北站Ⅳ道DK643+000~DK643+050段)的施工工艺及修复效果进行现场调研,决定按试验工艺进行全线无砟轨道道床板裂缝修复。
5 修复工艺
5.1 工艺流程图
工艺流程图见图2。
5.2 主要料具配置
JGN-Ⅱ型混凝土裂缝修补胶A和B、小型空压机、小型移动发电机、手提小型表面打磨机、防尘口罩、裂缝读数镜、护眼镜和自动注胶器(自动注胶器由压胶底座、橡胶管、压胶器组成,见图3)。

图2 工艺流程图
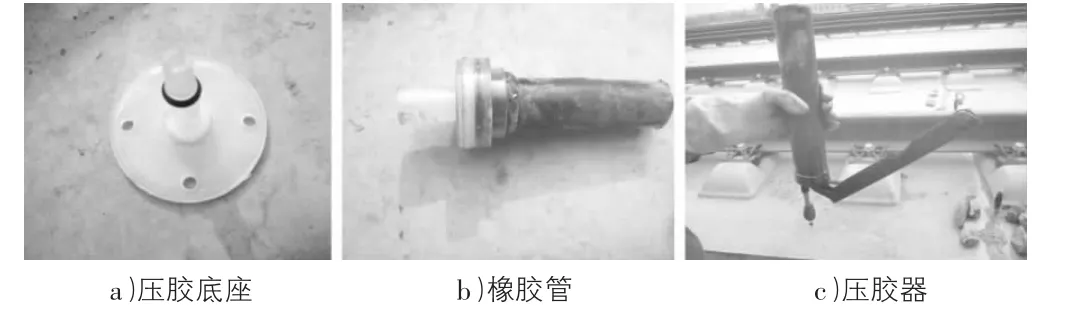
图3 自动注胶器
5.3 裂纹修复方法
裂纹处理方法分为压力注胶法和表面直接封闭法:对于裂纹宽度大于0.2 mm的裂纹采用压力注胶法;裂缝宽度在0.2 mm以下的裂缝采用直接封闭法。本文重点介绍压力注胶法。
5.3.1 壁可法压胶原理
壁可法压胶原理:适用于宽度不小于0.2 mm裂缝。通过橡胶管自动完成注胶。因注胶橡胶管具有较强的收缩性,用注胶器向橡胶管压入结构胶时,橡胶管会在压力作用下逐渐膨胀,管内空间增大,橡胶管的外径达到规定的值时,从注胶器上取下橡胶管,插入注胶嘴,并扭入挂扣内,使之连接牢固而自动完成注胶过程。
由于橡胶管具有较强的收缩性,借助收缩产生的压力及向内注胶时形成的内外压力差,把流动性较强的结构胶(A,B组分)压向裂缝末端。同时缓慢均匀的压力可以将裂缝中积存的空气压入混凝土的毛细孔中,多余的气体从注胶嘴排出,有效地避免了气阻阻止胶体流动,从而保证裂纹修复质量。
5.3.2 结构胶性能
JGN-Ⅱ型混凝土裂缝修补胶为双组分(A,B组分)室温固化,改性环氧树脂胶粘剂、粘度低、流动性好、渗透性强,具有固化条件宽松的优越性。
JGN-Ⅱ型混凝土裂缝修复胶A,B性能指标:抗拉强度不小于20 MPa、受拉弹性模量不小于 1 500 MPa、抗弯强度不小于30 MPa、抗压强度不小于50 MPa、不含挥发物含量(固体物含量99%)。
5.3.3 壁可法施工步骤
1)裂缝检查。
清净裂缝及周边杂物、浮尘、油污。详细地对裂缝贯穿部位进行检查。用裂缝读数镜观察缝宽,做好缝宽和长度记录并进行标识,对裂缝做出定量和定性分析、判断,确认采用压力注胶法还是表面直接封闭法。
2)裂缝基层处理。
a.缝口清理:缝口处基面要平整、干净、密实。在裂缝两侧30 mm~50 mm范围内进行基层表面打磨、清洗,除去表面灰尘及油污,直至露出清净的基层。b.在埋压胶器底座处扩宽缝口:用小型切割机沿缝切深2 mm~3 mm,宽3 mm~5 mm的V形小槽,用以底座出胶口与裂缝中心对齐,使胶体能充分渗透到裂缝中。c.用气压为0.2 MPa以上的压缩空气,清除缝口表面杂物。d.沿缝长范围内用丙酮进行洗刷,擦净表面。
3)固定压胶器底座。
按宽缝可稀、窄缝可密的原则,在裂缝清洗后,用封口胶(用快速固化的环氧类粘结胶)粘贴注胶座(见图4),注胶座的间距沿缝方向以10 cm~20 cm为宜(见图5)。在缝的末端和缝的交叉处增设注胶嘴,埋设时,灌胶座出胶口一定要对准缝口中心。

图4 注胶座埋设图

图5 封闭注胶底座及裂缝
4)裂缝封闭。
对压浆区域内的所有裂缝,无论缝的宽窄,均要清除表面水泥浮浆、松散物、油污等,露出清洁的混凝土基层,采用封缝胶同时进行闭封,以防裂缝相互贯通而跑气跑胶。
5)密封检查(气检)。
封缝材料固化后,沿缝涂刷一层肥皂水,并从注胶嘴中通入气压为0.2 MPa的压缩空气,检查缝的密封效果,对漏气部位进行补封处理。
6)结构胶配制。
配置结构胶根据现场实际情况进行:配胶量尽量做到一次性用完。配合比按A∶B=2∶1的重量比进行,每次配量不超过2 kg。将称量好的A,B胶低速搅拌倒入配料容器中,搅拌时确保搅拌器中所有部位接触到,以便得到最佳混合效果,直至色泽完全均匀为止,否则会影响粘结强度。A,B组分取胶工具不能混用,包装桶盖不能混盖,取完胶后必须密封剩料,以免影响下次使用效果。
7)灌注结构胶。
a.注胶前先清洗注胶器,把橡胶管接入注胶器口,倒入配制好的结构胶后向橡胶管内缓慢注入胶体(见图6)。因压力作用橡胶管逐渐膨胀,橡胶管的外径达到规定的尺寸时停止注胶。注胶完后注胶器用丙酮或酒精洗干净。b.在橡胶管的外径达到规定的尺寸后,从注胶器上取下橡胶管,拧入固定好的注胶底座上(底座上有卡口,有密封圈,足以保证其稳定性和流体不溢出),自动完成注胶(见图7)。c.注胶压力以0.1MPa~0.3 MPa为宜,做到低压、低速度注入。防止骤然加压使裂缝内进入空气。d.注胶顺序自下而上,由一端向另一端依次连续进行。e.无论是从正面压入胶体还是从侧面压入的胶体,压胶口侧一定要有一个溢胶口,待胶体溢出5 s后,方可停止压胶。用棉签堵塞压胶口,把橡胶管拧在溢胶口处继续压胶,从而保证缝内胶体饱满(见图8)。f.当最后一个溢胶口出胶连续而均匀时,持压2 min后,即可停止该缝的压胶。

图6 向橡胶管压胶

图7 从侧面压入,胶从正面溢出

图8 溢胶处理示意图
8)表面处理。
待结构胶完全固化后(24 h后),用打磨机打磨掉压胶底座及封缝材料,使缝口表面平整。
5.4 修复效果
对压胶封闭裂缝点进行随机钻芯取样,芯样裂缝内结构胶饱满、胶结好、整体性完整(见图9)。

图9 钻芯取样检查压胶效果
6 结语
该方法操作方便,投入劳动力和机械少,裂缝修补效果较好。
实践证明,用科学的技术方法对裂纹进行修复,预防混凝土裂纹缺陷的危害,能保证结构的整体性和使用的安全性。
猜你喜欢
橡塑技术与装备(2024年3期)2024-03-05 01:16:42
橡塑技术与装备(2021年21期)2021-11-17 07:37:42
橡塑技术与装备(2021年1期)2021-04-04 22:20:53
北京汽车(2020年5期)2020-11-06 02:58:08
化学与粘合(2020年4期)2020-09-11 12:20:54
家庭医药·快乐养生(2018年4期)2018-04-23 16:53:42
橡胶工业(2018年2期)2018-02-16 15:59:33
益寿宝典(2018年19期)2018-01-26 21:33:09
中国塑料(2017年2期)2017-05-17 06:13:21
水利建设与管理(2017年1期)2017-02-08 01:15:40
