制粉系统防磨技术探讨
2014-11-08 05:27:32王红周
新疆有色金属 2014年2期
王红周
(新疆众和股份有限公司 乌鲁木齐 830013)
磨煤机出口管、排粉机叶轮、机壳、粗细粉分离器、及出口煤粉管道是制粉系统的主要磨损部件,由于长期处于严酷的工况条件下发生磨损,维修量和更换量相当大,不仅需要耗费大量的人力、物力、财力,而且还直接影响到企业的安全生产。
1 目前机械设备的抗磨损、高耐磨技术
1.1 高耐磨Cr-09合金熔融技术
它是以Cr为主的多种金属粉末组成的粉胚,工艺方法是靠高强度光谱电极的强电弧,熔融在工件表面上形成高耐磨合金。该方法属于非融化方法,可获得高碳、高铬合金含量,达到高硬度与高耐磨性,硬度可达HRC62以上,同时也具有很高的抗腐蚀性。
1.2 高耐磨合金渗透技术
该技术是以铬为基的高耐磨合金材料,在实施中最大的特点是每消耗1kg材料可以取得有效耐磨合金渗透层1.5kg。也就是说,本体材料与母体材料相熔一体时,可将母体中的定量元素碳渗透出来,硬度可达HRC60以上,所以,可获得高合金含量,高硬度与高耐磨的保护层。
1.3 热喷焊技术
是将自溶性合金粉末经燃烧火焰加热高速喷射并熔融到固态基材表面,实现冶金结合,形成所需性能的致密工作层的一种工艺。它是在提高热喷涂结合强度的基础上发展起来的一种技术。喷焊层均匀致密,结合强度高(35~50MPa),耐磨性好,硬度可达HRC55以上,能够承受较大的冲击载荷,是工件表面强化、改善基材性能比较理想的工艺手法。经过热喷焊出来的引风机壳可提高使用寿命5倍以上,风机叶片可提高使用寿命3倍以上。具有耐磨、防腐、防蚀、抗氧化、隔热、密封等特点,以普通钢材代替贵重钢材等性能。
1.4 耐磨陶瓷涂料(耐磨胶泥)
在常温下形成极高的强度及硬度,达到陶瓷的结合强度标准。其具有施工方便,维护容易、成本低廉的特点而被广泛采用。耐磨陶瓷涂料主要由骨料和超细结合粉组成,颗粒紧密堆积,因而没有较大的宏观缺陷,体积密度大,其常温下强度可达150MPa以上,特殊产品可达280MPa以上。其适用于低、中、高温段的耐磨陶瓷涂料,使用温度在300~1200℃之间,主要原料采用最大颗粒4mm的有机陶瓷复合材料和粒度小于0.1微米超细结合粉。是普通混凝土和耐火浇注无法比拟的。耐磨陶瓷涂料为无机非金属材料,主要成分硅酸盐,和地球岩石圈成分相近,不会造成土质恶化和重金属污染,是一种绿色环保产品。

表1 耐磨陶瓷涂料与其他耐磨材料在同一条件下,不同温度下的冲蚀对比(磨损程度)
(1)耐磨陶瓷涂料的耐磨性能是16Mn钢的5倍,65Mn钢的4.6倍,耐火浇注料的52倍。由于火电行业制粉系统设备使用的环境复杂,粉尘高速冲刷,相互摩擦产生很多热量,所以使用最低温度大多在100~300℃之间,原料烧结和熟料输送系统的温度更高,这时候耐磨陶瓷涂料的优越性就充分体现出来。根据以上数据可知,随着使用温度的升高,耐磨陶瓷涂料的耐磨性变化很少。
(2)具有优良的韧性、抗振性、整体性能好,由于耐磨陶瓷涂料采用了无定向纤维和网状增强双重措施,通过耦合进一步改善韧性,断裂韧性强,有效地改善了材料的性能,而且耐磨陶瓷涂料的膨胀系数低,体积稳定,不可能产生裂纹,因而整体性能好,不会剥落、破损。
(3)与环境相容性好,耐酸、碱腐蚀,无环境污染,由于采用了耐酸碱的人工合成原料,性能稳定,不会和矿渣等各种粉料发生反应,并且其成分和土壤组成相近,不会造成环境污染,有效地保护了环境。
1.5 高耐磨陶瓷片
是将耐磨工程陶瓷通过粘贴、焊接镶嵌等工艺方法与金属基体复合在一起,在易磨损部位贴耐磨陶瓷,以增加其抗磨性,其部位在工作时不存在撞击,经贴耐磨陶瓷处理可延长设备使用寿命,降低维修费用,减轻员工劳动强度。适用于发电厂及各种陶瓷衬里风机、泵阀、弯头弯管等各零部件,凡存在磨损及腐蚀的部位。
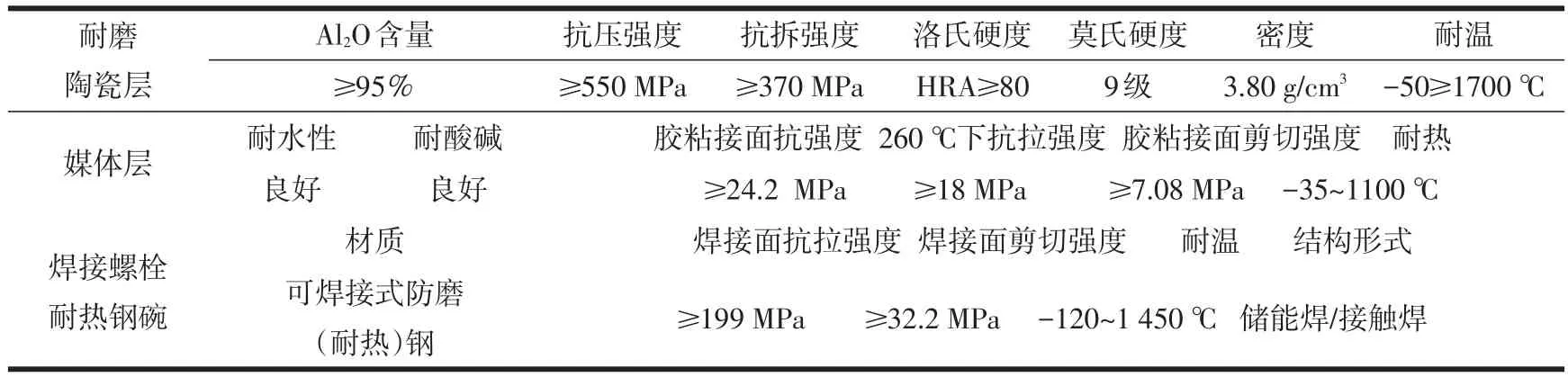
表2
1.6 金属陶瓷复合钢管
该管从内到外分别由钢玉陶瓷、过渡层、钢三层组成,陶瓷层是在2200℃以上高温形成致密钢玉瓷(Al2O3),通过过渡层同钢管形成牢固地结合。复合管因充分发挥了钢管强度高、韧性好、耐冲击、焊接性能好以及钢玉瓷高硬度、高耐磨、耐蚀、耐热性好,克服了钢管硬度低、耐磨性差以及陶瓷韧性差的特点。具有良好的耐磨、耐热、耐蚀及抗机械冲击与热冲击、可焊性好等综合性能,是一种理想的耐磨蚀管道。
陶瓷复合钢管与传统的钢管、耐磨合金铸钢管、铸石管、乙级钢塑、钢橡管等有着本质的区别。陶瓷钢管外层是无缝钢管,内层是钢玉。钢玉层硬度高达HV1100~1400,相当于钨钴硬质合金,耐磨性比碳钢管高20倍以上,比铸石钢弯管高5倍、耐磨合金铸钢弯管高15倍、钢塑、钢橡弯管高10倍以上。陶瓷复合钢管抗磨损主要是靠内层几毫米的钢玉层,这比耐磨合金铸钢管、铸石管既靠成分和组织、又靠厚度来抗磨,已经有了质的飞跃。
其特点:⑴耐磨性好;⑵运行阻力小;⑶耐腐蚀、防结垢;⑷耐温性能与耐热冲击性能好;⑸工程造价低;⑹安装施工方便。

表3 火电厂送风管路不同材质弯管对比

表4 火电厂气力除灰管路不同材料弯管对比
2 耐磨分析
以前,我厂1~4号炉中压站风扇式磨煤机的叶轮是极易磨损设备,一台新叶轮使用周期共计约4500h,之后就因严重磨损而报废了,新的风扇磨叶轮39000元一台,我厂每年要花费大量资金来购买新叶轮,同时也需要大量的人力、物力和检修时间来更换叶轮,生产成本一直居高不下。后来,我们对叶轮环的边缘部位进行了电击防磨处理,经使用证明,防磨处理后叶轮使用寿命提高了1.5倍,仅此一项每年为我厂节约了大量设备购置费用。
现在,我们在磨煤机出口管及出口料斗内壁,使用耐磨陶瓷涂料,在排粉机机壳及粗细粉分离器贴耐磨陶瓷片衬里。对高压站排粉机叶轮做喷涂处理,5、6号炉排粉机叶轮未喷涂可使用8~10个月,喷涂后可使用2年。7、8号炉排粉机叶轮未喷涂可使用3~7个月,喷涂后可使用12个月左右。排粉机叶轮及机壳做电喷处理,耐磨性无明显提高,其使用寿命只在原基础上提高了50%,效果不十分理想。后改用电击处理,但其缺点是:需要专用工具,不适合现场施工,大量的热量输出会造成金属内部应力分布变化,有时会出现裂缝。也使叶轮轮毂变形,给今后的检修造成困难。
对静止的设备进行防磨处理相对容易,但对高速旋转的叶轮一直没有更好的方法。
3 风机叶轮的防磨技术特点和存在的问题
3.1 叶轮常用的防磨技术
为了延长风机服役周期,降低发电成本,国内的燃煤电厂对排粉风机、引风机叶轮几乎无一例外地要实施防磨处理。目前仍在采用,具有一定效果的可分为热态和冷态两种防磨技术。实践证明,仅就叶轮的防磨效果而言,前者优于后者。
3.2 热态防磨技术存在的主要问题
3.2.1 裂纹倾向大
在对刚性或规格大的整体叶轮进行较大范围的堆焊和喷焊防磨处理时,因热输入量大,工件受热不均所形成的热应力,会诱发叶轮上的承载焊缝产生裂纹;在高强度、低韧性的堆焊耐磨焊道和焊层上必有裂纹产生;在防磨工艺不当时,堆焊耐磨焊道上的裂纹极易向叶轮的母材中扩展;经多元共渗的护板,其周边近缝区因渗入元素的污染及硬度值偏高,很不容易清理干净。该区域打磨得过浅或过窄,护板组合焊接时难免出现裂纹。打磨得过深或过宽,又将影响到防磨效果。
3.2.2 变形无法控制
刚性或规格小的整体叶轮在进行热态防磨处理时,无论采用对称施焊,刚性固定等工艺措施,均不能有效地控制叶轮的变形。而叶轮的尺寸及叶片的型线得不到保证,风机在运行时将产生振动,不利于安全运行。
4 陶瓷耐磨叶轮
氧化铝陶瓷是已发现的最硬的无机化合物之一,具有一般金属耐磨材料难以比拟的抗磨损性能。只要通过一种可靠的冷方法,将超耐磨的氧化铝陶瓷复合连接在风机叶轮上,便可完全克服叶轮由常用防磨技术处理后所导致的裂纹、变形、耐磨效果不理想和耐磨层不牢固这几种弊端。
目前燃煤电厂在煤粉管道和弯头、煤粉分离器锥体等静止部件和设备上,采用粘接氧化铝陶瓷元件进行防磨处理已经比较普遍。而把耐磨性优异的氧化铝陶瓷应用在承受交变动载荷、有一定温度、线速度大和可靠性要求高的风机叶轮上,虽早就有所尝试,但成功的范例很少。要在高速旋转的叶轮上牢固地粘接氧化铝陶瓷元件,绝非是一项简单的技术。利用自蔓延高温合成技术、拱形原理、陶瓷橡胶复合工艺和焊接等方法,将氧化铝陶瓷与叶轮上的平、弧面进行大面积复合连接,即不现实、不可靠亦不经济。其实在二十多年前国外的一些公司,便采用粘接技术将工程陶瓷十分成功地运用到了电厂风机叶轮上。由经验和教训可知,氧化铝陶瓷的耐磨性决定叶轮的使用寿命,而胶粘剂的强韧性则决定了叶轮运行的可靠性。因此高强韧性胶粘剂是粘接型陶瓷耐磨叶轮关键技术中的核心内容。
根据电厂风机叶轮的工况条件,现场施工环境的要求,MD-Ⅲ高强韧性胶粘剂对钢和陶瓷都应有优良的粘接性,工艺性和触变性;可在室温下固化;具有相当高的强度和韧性;具有较高的耐热性和耐老化性;完全能在风机正常的工况和温度条件下长期可靠地工作。
在MD-Ⅲ高强韧性胶粘剂的研制中,以巩固其拉伸强度和拉伸剪切强度为基础,摒弃传统的增韧改性材料,通过组织变量系列试验,选用能参与固化反应、相容性好、含有新型活化韧性因子的增韧剂,使胶粘剂的分子结构中不但包含有增韧效果显著、耐老化性好的封端基因,而且还包含有许多柔性链段来缓解脆硬性。既改善了胶粘剂的冲击韧性和固化时的内应力水平,又使其耐热性(玻璃化温度Tg)和模量维持不变。
5 结束语
磨损是设备零件失效的三种主要原因之一,每年会给企业带来巨大的备件消耗和停产损失。机械设备防磨技术主要反映为提高各种零部件的使用寿命,减少零部件的更换、缩短设备检修时间、延长机组大修间隔,达到节约资金,节约各种辅助材料、人工的目的。耐磨的方法有很多种,可磨损的情况千差万别,要找到适用的解决磨损的方案,关键在于方案对实际的磨损工况是否有针对性。
猜你喜欢
今日农业(2022年16期)2022-09-22 05:37:46
陶瓷学报(2021年4期)2021-10-14 08:57:44
水泵技术(2021年3期)2021-08-14 02:09:26
中国外汇(2019年22期)2019-05-21 03:15:08
中华家教(2018年11期)2018-12-03 08:08:20
制造技术与机床(2017年6期)2018-01-19 02:40:54
上海金属(2016年1期)2016-11-23 05:17:29
特别文摘(2016年15期)2016-08-15 22:04:26
工业设计(2016年7期)2016-05-04 04:02:45
橡胶工业(2015年8期)2015-07-29 09:22:32