发酵对新鲜甜玉米秸秆生产乙醇的影响
2014-11-07 01:54高瑞芳张建国
草业学报 2014年2期
高瑞芳,张建国
(华南农业大学农学院 农业部能源植物资源与利用重点实验室,广东 广州 510642)
随着经济发展、人口增长和生活水平的提高,能源危机、粮食短缺、环境污染等问题已引起世界各国的广泛关注[1-3]。为了逐渐摆脱对化石能源的过度依赖,保证粮食安全,减少温室气体排放等,各国纷纷研究适合自己国情的生物质能源,而燃料乙醇作为可再生液体燃料资源,是较理想的替代品。其中,纤维素类资源作为地球上最丰富的可再生资源,具有广阔的发展前景[4]。
我国是一个农业大国,同时也是世界秸秆大国[5],农作物秸秆年产量约7亿t,占世界作物秸秆的20%~30%。其中,玉米作为重要的粮饲兼用作物[6],其秸秆是我国三大秸秆资源之一[7],年产量达2.5亿t,约占农作物秸秆总量的40%[8-10]。目前,仅有有限的部分被有效利用,而大部分以烧荒、堆积等形式处理,造成极大的资源浪费和环境污染[11],所以将其作为燃料乙醇转化原料潜力巨大,且有利于人类社会的可持续发展[12]。近年来,我国甜玉米种植面积达33多万hm2[13]。广东省作为我国乃至全世界重要的甜玉米生产基地之一[14],2010年甜玉米种植面积达14.4万hm2,近年达20万hm2,其种植面积占全国50%以上,占世界近10%[13,15-16],所以甜玉米秸秆资源丰富。康利平等[17]研究了甜高粱茎秆同步糖化发酵生产燃料乙醇,当耐高温酿酒酵母接种量3%,纤维素酶10 FPU/g、β-葡萄糖苷酶10 CBU/g,40℃发酵24 h,乙醇得率为7.5% DM,与不添加酶相比,乙醇得率提高了14.6%。王菁莎[18]采用郑单958、邢抗2个品种的玉米秸秆进行加酶和不加酶发酵试验,结果添加纤维素酶提高了乙醇产量。本研究以新鲜甜玉米秸秆为原料直接发酵生产燃料乙醇,旨在充分利用农作物秸秆及为燃料乙醇的工业化生产提供理论依据。
1 材料与方法
1.1 试验材料
2012年6月18日收获处于乳熟期的农甜88玉米(Zeamaysvar.rugosa)秸秆,此品种由华南农业大学农学院甜玉米组培育。收获后带回实验室,机械切短1~2 cm,混合均匀。称量100 g鲜样3份,用于化学组分分析,其余用于发酵试验。
1.2 添加剂
酿酒酵母(J)购于广东省微生物所;纤维素酶(E)购于美国Sigma公司,滤纸酶活16000 FPU/g;乳酸菌HT1(R)为乳杆菌属鼠李糖乳杆菌,华南农业大学农学院草产品实验室分离菌株。
1.3 试验设计
试验设添加剂和发酵时间两因素。添加剂分为J、JR(J+R)、JE(J+E)、JER(J+E+R)、MJ(灭菌后添加J)、MJER(灭菌后添加J+E+R)、CK(对照),发酵时间分为10,20,30,40 d,共28个处理,每个处理3个重复。
1.4 处理、发酵
酿酒酵母添加量为105cfu/g FM、乳酸菌为106cfu/g FM,纤维素酶为20 FPU/g DM,对照不添加任何添加剂。原料与添加剂混匀后装入30 cm×20 cm的聚乙烯青贮袋,每袋300 g,每个处理3袋。用真空密封机抽气、密封,在室温下发酵。
1.5 测定项目及方法
1.5.1化学组分分析 干物质(DM)含量采用105℃干燥法测定;纤维素、半纤维素和木质素含量在Van Soest法的基础上使用改进的滤袋分析法测定[19];灰分含量采用灼烧法测定[20];可溶性碳水化合物(WSC)含量采用蒽酮-硫酸法测定[21]。
1.5.2乙醇产量测定 乙醇产量采用气相色谱仪GC7890Ⅱ测定,色谱条件:毛细管柱TM-FFAP(30 m×0.32 mm×0.25 μm),柱温140℃,进样口温度200℃,FID检测器温度300℃。气流速度:氢气流量30 mL/min,空气400 mL/min,尾吹(氮气)30 mL/min。进样量1 μL[22]。
1.5.3pH值及有机酸含量测定 发酵结束开封时,称取20 g混合均匀的青贮料放入聚乙烯塑料封口袋中,加入80 mL蒸馏水,在4℃下浸泡18 h后过滤,用pH计测定浸提液pH值[23]。有机酸含量用Agilent 1100型高效液相色谱仪测定[24],色谱条件:色谱柱(RSpak KC-811昭和电气),流动相为3 mmol/L的高氯酸溶液,流速1 mL/min,柱温60℃,检测波长210 nm。
1.6 统计分析
采用Excel和SPSS 17.0软件对试验数据进行统计分析。
2 结果与分析
2.1 甜玉米秸秆原料的化学组分
通常青贮料适宜收获的含水量为75%~80%或更高[25],本试验收获的玉米秸秆含水量为76.21%,所以比较适宜青贮。因玉米秸秆仍处于乳熟期,所以其可溶性碳水化合物含量相对较高,达13.59%,所以为发酵提供了较多的糖源。任天宝[26]发酵生产乙醇使用的玉米秸秆纤维素含量为35%~40%,半纤维素含量为20%~30%,木质素含量为10%~20%[27-28]。与此相比,本试验玉米秸秆的纤维素含量相对较低(24.75%)(表1)。
2.2 发酵甜玉米秸秆的化学组分

表1 甜玉米秸秆的化学组分Table 1 Chemical compositions of sweet corm stalk
注:FM:鲜物质,DM:干物质。下同。
Note: FM: Fresh matter, DM: Dry matter, WSC: Water soluble carbohydrates. The same below.
WSC含量随发酵时间延长而显著降低(P<0.05),发酵30和40 d的纤维素含量显著低于发酵10和20 d的(P<0.05),发酵40 d的半纤维素含量显著低于发酵10和20 d的(P<0.05)。各添加剂处理的WSC含量与CK比,仅J、JR和MJ处理显著降低,其余高于或与CK无显著差异;半纤维素含量仅MJ处理的显著高于其余各处理(P<0.05);而纤维素含量均与CK无显著差异(P>0.05)。发酵时间和添加剂互作显著影响甜玉米秸秆的WSC含量,而对纤维素和半纤维素含量无显著影响(表2)。
2.3 发酵甜玉米秸秆的乙醇产量、pH值及有机酸含量
MJ处理在各发酵时间段乙醇产量均最高,发酵10 d时乙醇含量可达17.89% DM,MJER处理在各发酵时间段的乙醇产量稍低于MJ处理,其余处理均与CK无明显差异(图1)。正如图2和图3所示,MJ处理的pH值明显高于其他处理,总酸(乳酸、乙酸、丙酸、丁酸)含量均低于其他处理;MJER处理的pH值与其余处理无差异,总酸含量发酵10,20和40 d时与其余处理无差异而发酵30 d时也均低于其他处理。表明MJ处理在发酵过程中仅有少量糖转化为有机酸。基于以上试验结果,最佳的发酵条件是灭菌后添加酿酒酵母、发酵10 d,乙醇产量达17.89% DM。
3 讨论
甜玉米秸秆所有处理发酵后的乙醇产量和有机酸含量的总和为17.08%~32.26% DM,其值均大于甜玉米秸秆原料的WSC含量(13.59% DM),说明在发酵过程中原料的纤维素和半纤维素不断转化为WSC,为酵母菌发酵提供了糖源,有利于提高乙醇产量。表2也证明了这一事实:随着发酵时间的延长,纤维素、半纤维素含量显著降低(P<0.05)。
目前,乳酸菌多用于改善青贮饲料的品质[29-31],而在发酵生产燃料乙醇中的应用还比较少。据报道[32],添加乳酸菌和酵母菌混合发酵,会增加乙醇产量,可能是由于乳酸菌使发酵液pH值降低,为酵母菌的生长代谢创造了适宜的条件,导致乙醇产量增加。而本试验添加乳酸菌发酵后并未提高乙醇产量,原因可能是酵母菌的最适生长pH值为4~5[32-33],而甜玉米秸秆发酵后pH值为3.45~4.68(图2)。所以在发酵过程中无论是否添加乳酸菌,各处理的pH值均已降到酵母菌生长的酸性环境。

表2 发酵甜玉米秸秆的化学组分Table 2 The chemical compositions of sweet corn stalk after fermenting % DM
注:表中同列中同一因素不同字母表示在P<0.05水平差异显著,*:0.05水平作用显著,NS:作用不显著。
Note: Means of the same factor with the different letters in the same column are significantly different at the 0.05 level, *: Significant atP<0.05, NS: Not significant.

图1 发酵甜玉米秸秆的乙醇产量Fig.1 The ethanol yield of sweet corn stalk after fermenting
纤维素酶是影响糖化和发酵效率的重要因素[34]。纤维素酶使纤维素和半纤维素转化为糖类,再由微生物进一步转化为乙醇[35]。目前,传统的酿酒酵母仍比其他酵母、真菌或细菌生产乙醇的效率高,它能在完全缺氧的条件下生长,耐高糖,且乙醇耐受力较强,可达150 g/L[36]。但由于缺乏木糖代谢途径的关键酶基因,因而它只能发酵葡萄糖、果糖、麦芽糖和蔗糖,不能转化半纤维素中的戊糖[37],而半纤维素水解产物中约90%为木糖[38]。如能高效利用纤维原料中的木糖,将木糖转化为乙醇,在理论上可提高纤维原料发酵乙醇产量达25%,降低生产成本[39-41]。田沈等[42]构建的大肠杆菌(Escherichiacoli)(PGM-PA)使乙醇产量明显提高,固定化大肠杆菌(PGM-PA)发酵混合糖的乙醇产率达到理论值的85%,木糖利用率达到80%,混合糖利用率达83%。而本研究灭菌后添加酵母菌、乳酸菌和纤维素酶的处理在发酵后乙醇产量稍低于灭菌后仅添加酵母菌的处理,其原因可能是乳酸菌的存在也消耗了部分糖,导致乙醇产量相对低一些[43],MJER处理的有机酸含量比MJ处理高45.19%。或可能是灭菌后添加酵母菌、乳酸菌和纤维素酶的处理酶解得到的戊糖未被利用,因为MJER处理半纤维素含量显著低于MJ处理(表2)。此外,同步糖化发酵法存在酵母发酵与酶水解最适温度不一致的问题[17]。酶的最佳水解温度为45~50℃,而酵母发酵的最佳温度为28~35℃,同步糖化发酵常在32~38℃,这使酶解效率受到影响[37,44-45],减少了糖的含量,从而降低了乙醇产量。本试验仅在室温下发酵,温度相对较低,可能也是影响乙醇产量的原因之一。因此,筛选耐高温的发酵菌株,提高产乙醇的发酵温度,从而提高发酵效率,是乙醇生产需要解决的重点问题之一。
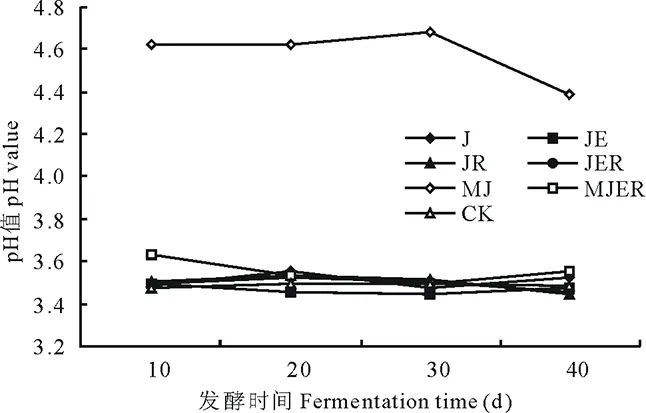
图2 发酵甜玉米秸秆的pH值Fig.2 The pH value of sweet corn stalk after fermenting

图3 发酵甜玉米秸秆的总酸含量Fig.3 The total acid content of sweet corn stalk after fermenting
一般经过预处理的纤维素秸秆,其酶解率可达理论值的90%以上,若对原料不采用任何预处理,其酶解率低于20%[46]。EI-Zawawy等[47]以蒸汽爆破法、化学制浆法、微波处理为前处理分别与酸解酶解进行组合试验处理玉米芯和稻草,结果玉米芯和稻草分别采用蒸汽爆破法与酶解组合、化学制浆法与酶解组合可获得较高的乙醇产量。Chen等[48]研究了青贮对大麦秆、小麦秆和棉花秆的总纤维含量(纤维素+半纤维素)、糖化率的影响,结果发现青贮均会降低3种原料的总纤维含量(约1.31%~9.93%)、提高糖化率(约1.3%~5.2%)。本试验也同样采用了青贮方法,所以青贮可能也可替代常用的预处理方式,将其应用于燃料乙醇生产中,不仅降低投资成本和能源投入,而且有利于提高乙醇产量,这与Yukiko和Hiroko[49]研究青贮对发酵作用的结果相似。
Kitamoto等[50]以250 g含水量62%的新鲜饲料稻为原料,添加纤维素酶和葡萄糖淀粉酶,在28℃下发酵20 d后乙醇产量为16.9% DM。本试验发酵的乙醇产量为17.89% DM,可能是因发酵原料不同而各自的WSC含量存在差异。Kitamoto等[50]使用的是饲料稻,而本试验使用的是处于乳熟期的甜玉米秸秆,WSC含量相对较高,可利用的可溶性碳水化合物较多,所以乙醇产量相对较高。此外,可能灭菌过程消除了不利于乙醇生产的微生物,促进了发酵,从而提高了乙醇产量。
4 结论
不同添加剂和发酵时间对直接发酵甜玉米秸秆生产乙醇有不同的影响。在室温下甜玉米秸秆灭菌后添加酵母菌、发酵10 d,乙醇产量最高,达17.89% DM。
猜你喜欢
昆明医科大学学报(2022年1期)2022-02-28
今日农业(2021年12期)2021-11-28
现代畜牧科技(2021年9期)2021-10-13
军事文摘·科学少年(2021年1期)2021-02-04
当代水产(2019年3期)2019-05-14
天然产物研究与开发(2018年9期)2018-10-08
小学阅读指南·低年级版(2016年10期)2016-09-10
中国果菜(2016年9期)2016-03-01
中国洗涤用品工业(2015年7期)2015-02-28
中国酿造(2014年9期)2014-03-11