
沙钢2×360m2烧结机余热回收系统技术改造
2014-11-06 06:16贺飞李坤
冶金设备 2014年1期
贺 飞 李 坤
(江苏沙钢集团有限公司原料烧结厂 江苏张家港 215625)
1 前言
在钢铁企业中,烧结工序能耗仅次于炼铁工序,占总能耗的9%~12%,节能潜力很大。在烧结矿生产过程中,烧结矿冷却机冷却过程中排出的低温烟气占烧结矿烧成系统热耗量的30%左右。如果将冷却产生的大量低温烟气余热进行回收,必将提高烧结矿生产过程的能源利用率,降低工序能耗。沙钢集团原料烧结6号、7号360m2的烧结机配备两套余热回收系统,从2009年投产以来余热回收蒸汽产量一直没有达到设计要求,2012年平均产气量在18t/h。当下,钢铁企业盈利面临严峻考验,挖掘潜能,节能降耗一直是公司的工作重点,为了降低烧结工序能耗,提高效益,2012年6月份开始,对6号、7号烧结余热回收系统进行拆除改造,同时对环冷机的密封进行改进,2013年5月份两台余热回收系统改造完成。改造后,蒸汽产量大幅提升,产生良好的经济效益。
2 烧结工艺情况
沙钢6号、7号烧结机均为360m2烧结机,环冷机面积均为415m2,配有5台冷却风机,每台风机风量为48.4万m3/h。烧结环冷机处理量620t/h热烧结矿,冷却时间最长80min,料层厚度1500mm,烧结矿平均入料温度600~700℃,出料温度120℃。主抽大烟道风量为2.4万m3/min,风温180~190℃。
3 改造原因
1)原先锅炉蒸汽产量达不到设计要求,其原因有:
(1)烟气系统采用强制循环方式虽然能提高环冷鼓风温度约20℃~30℃左右,但因风机进、出口风量不变,而风机出口至环冷台车下部鼓风时漏风,造成台车上部吸风罩进入大量的“野风”,进出风机风量不匹配,从而降低了吸口风温度。
(2)系统采用除尘设备会造成大量的热损失。
(3)因锅炉设计参数不合理,即入口设计温度偏高等,使得锅炉换热面积小。
(4)吸风罩位置所点位置不合理,且风罩入口较小。
2)采用2500kW同步电动机,功率大,利用率低,致使系统能耗太高。
4 改造前后对比
4.1 环冷机烟气系统对比
1)改造前,从环冷机过来的一段高温烟气经过多管除尘器引至锅炉烟气进口,然后依次通过过热器段、中压蒸汽发生器Ⅰ段、中压蒸汽发生器Ⅱ段、中压省煤器段、低压蒸发器段、水预热器段,降至120±10℃后排出锅炉。再经锅炉出口引风机循环至环冷机一段风箱。见烟气系统工艺流程图1。
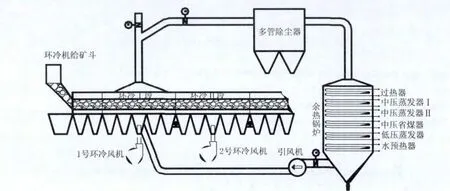
图1 改造前烟气系统工艺流程
2)改造后,从环冷机过来的一段高温烟气引至锅炉烟气进口,经过中压过热器后与环冷机二段烟气混合,然后依次通过中压蒸汽发生器段、中压省煤器段、低压蒸发器段、给加热器段,降至155±10℃后,经锅炉出口设的锅炉引风机,将与锅炉换热后的环冷废气排出。见烟气系统工艺流程图2。
4.2 主要技术参数对比
改造前后设计技术参数见表1。

图2 改造后烟气系统工艺流程

表1 改造前后技术参数
4.3 改造主要技术特点及措施
1)采用成熟的密封技术;环冷机上部密封采用柔性钢刷密封,由于钢刷部分长期与台车拦板接触,会产生一定的磨损,钢刷整体上部设有调整装置,可随时调整钢刷的高度。烟罩端部也采用柔性钢刷密封,当烧结料通过钢刷时,钢刷带有柔性,可防止冷风窜入。下部采用柔性钢刷密封+耐高温橡胶双重密封形式。
2)合理的罩壳形式、吸风口数量及气流速度;利用数字化模拟优化配风技术,选择合理的罩壳形式及吸风口数量,使流场分布更合理、阻损更小,从而降低引风机的全压达到节能的效果。过大的颗粒在进入余热锅炉之前已经完成重力沉降,主要由于采用了合理的气流速度、合理的烟罩形式、合理的引风管高度等手段。
3)烟罩保温技术;烟罩、烟囱及热风管道设置外保温,以减少辐射热损失和对流热损失。
4)动态跟踪技术;引风机采用变频风机,实现动态跟踪达到能量回收最大化。
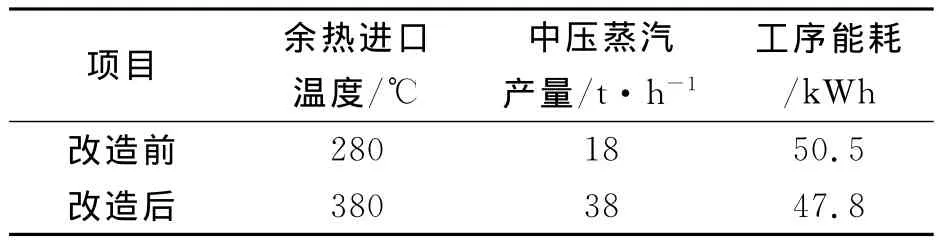
表2 改造前后指标对比
5 改造后的生产实践效果
通过整个系统的技术改造和环冷机密封的改进,6号、7号36 0 m2的烧结余热回收蒸汽产量大幅提升,具体参数见表2。
6 结语
沙钢6号、7号360m2烧结余热回收系统通过整体拆除改造,优化设备设计参数,加强环冷机密封效果。烧结余热蒸汽产量大幅提升。蒸汽产量最高达到41t/h,为企业节能降耗做出贡献。
[1]闫为群.烧结余热回收利用探讨[J].河南冶金,2007,Vol.15(3).
[2]贾勇.济钢烧结余热回收的现状和前景[J].南方金属,2011(3).
猜你喜欢
山东冶金(2022年3期)2022-07-19
江苏钢铁(2022年1期)2022-04-26
四川冶金(2020年2期)2020-02-16
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
山东冶金(2019年5期)2019-11-16
山东冶金(2019年5期)2019-11-16
山东冶金(2019年3期)2019-07-10
山东冶金(2019年1期)2019-03-30
航运交易公报(2015年10期)2015-04-23
