
分模方式对TC18钛合金模锻件组织及力学性能的影响
2014-10-31 05:53:22翟江波
钛工业进展 2014年4期
王 华,翟江波
(1.海军装备部,陕西 西安 710021)
(2.陕西宏远航空锻造有限责任公司,陕西 咸阳 713801)
0 引言
TC18钛合金是前苏联航空材料研究院于20世纪70年代成功研制的一种过渡型α+β钛合金,名义成分为 Ti-5Al-5Mo-5V-1Cr-1Fe[1-2]。该合金具有高强度、高韧性、高塑性以及淬透性好(截面淬透厚度可达250 mm)等优点,因而在前苏联和俄罗斯现有的各型飞机机体及起落架的大型承力件上得到了广泛应用。目前,实际生产中主要采用相变点以上模锻工艺对该合金进行锻造,以获得优良的断裂韧性。然而,模锻工艺中分模方式的选取对坯料成形过程中金属的流动及锻件的产品质量具有重要影响。特别是对于TC18钛合金典型的高筋薄腹板结构件,不恰当的分模方式会导致模锻时模具型腔不易充满、锻件常出现翘曲及各部位变形不均匀等缺陷[3-4],从而导致锻件的报废和生产成本的增加。国内学者对TC18钛合金的模锻也做了初步研究,但主要集中在热加工工艺参数优化[5-6]以及模锻的有限元仿真方面[7-8],对于分模方式对TC18钛合金模锻件成形及性能影响的研究较少。
为解决上述问题,研究了两种分模方案对TC18钛合金模锻件成形过程中金属流动特性、显微组织与力学性能的影响,以期得到较为优化的分模方案,从而达到降低锻件成形难度、获得合格的组织性能、减少锻造火次、降低成本的目的,最终为钛合金热模锻实际生产提供指导。
1 实验
实验材料为宝鸡钛业股份有限公司生产的φ200 mm TC18钛合金棒材,化学成分见表1。棒材经过反复镦拔改锻后,制成90 mm×150 mm×1720 mm和83 mm×150 mm×1720 mm两种尺寸的坯料。第一种坯料采用中间分模方式进行模锻,即采用沿腹板上表面进行分模的方式,如图1a所示;模具闭合后的示意图见图1b。第二种坯料采用顶部分模方式进行模锻,如图1c所示;模具闭合后的示意图见图1d。模锻设备为630kJ对击锤,综合考虑锻件的结构特点,确立模锻第一火温度在相变点以上10~25℃,并确保该火次锻件的整体变形量达到20%~30%,第二火及后续火次模锻温度均在相变点以下。

表1 TC18钛合金棒材的化学成分(w/%)Table 1 Chemical composition of TC18 titanium alloy bars
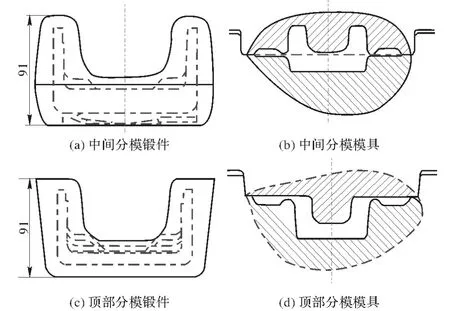
图1 中间分模和顶部分模锻件及模具设计示意图Fig.1 Forge pieces and die forging parts design sketch with intermediate and roof parting surface
模锻后,对锻件进行双重退火处理,热处理制度为:800~850℃保温1~3 h后,炉冷至750℃,保温2 h,空冷至室温;580~650℃保温4~8 h后,空冷。热处理后,对锻件的低倍组织进行观测,并在锻件上选取典型区域进行显微组织观察。金相试样为φ5 mm×10 mm的小圆柱,经过粗磨、细磨和粗抛、细抛后,用HF、HNO3、H2O体积比为1∶3∶7的腐蚀剂腐蚀,在OLYMPUS PMG3金相显微镜观察其显微组织。拉伸试样根据GB/T 228—2002加工成标称宽度为50 mm的标准试样,并在SUN20电子万能拉伸试验机上进行力学性能测试。最后,采用Deform3D软件对两种不同分模方式下的模锻过程进行有限元模拟,分析模锻后锻件各部位的应变分布情况。
2 结果与分析
2.1 中间分模锻件的低倍组织与显微组织
图2为采用中间分模方式得到的锻件低倍组织以及采用Deform有限元软件模拟获得的锻件截面应变分布情况。
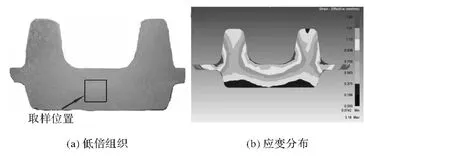
图2 中间分模锻件低倍组织和应变场分布Fig.2 Macrostructure and strain field distribution of forge piece with intermediate parting surface
由图2a可知,锻件低倍组织不均匀,在筋的顶部和腹板的底部均存在粗晶区,然而在上模与腹板接触部位则呈现半模糊晶。由锻件变形过程可知,模锻第一火时在相变点以上锻造,由于上模与坯料的接触面积较小,局部变形量较大,腹板变薄,中间部位很快充满。从图2b也可看出,上模与腹板接触部位的应变最大,其应变值在0.7~1.5之间,剧烈变形导致该部位晶粒较为细小,呈现出半模糊晶。此外,筋的顶部所承受的应变值较小,约为0.4左右,腹板的底部因摩擦阻力的作用形成了较大的变形死区,所以筋的顶部和腹板底部的晶粒均较为粗大。采用中间分模方式进行模锻时,锻件各处除晶粒大小分布不均匀外,其流线在后续切除毛边后也变得不完整。另外,由于下模的形腔较浅(图1b),在每次打击过程中,坯料会出现跳动,导致无法进行连续模锻,且锻件温降很快,从而增加了后续加工的火次。实际生产表明,完成中间分模方式锻造所需的火次为7~9火。火次的增多极大地增加了生产成本,降低了生产效率。此外,采用中间分模方式生产出来的锻件均发现存在8~13 mm的翘曲变形,这是由于锻件各部位不均匀变形引发的残余应力较大导致的。
图3为采用中间分模方式模锻后锻件腹板位置(图2方框区域)的显微组织。观察发现,显微组织表现出混合组织特征,即β转变基体上分布着细小的等轴α相和片状α相。产生这种显微组织的原因是锻件后续在α+β两相区锻造的火次过多,导致了条状α相的球化以及β转变组织变粗变短,形成了β转变基体上分布大量的等轴α相的组织。由此可得,采用中间分模方式,不仅会导致模锻火次增加,而且会导致锻件微观组织不均匀。

图3 中间分模锻件腹板的显微组织Fig.3 Microstructures of the web of forge piece with intermediate parting surface
2.2 顶部分模锻件的低倍组织与显微组织
为解决筋顶部和腹板底部变形较小导致变形不均匀的问题,将分模面进行调整,改为以高筋的顶部作为分模面,即顶部分模,如图1c、d所示。这样不仅使得下模的型腔变深,而且筋顶部的金属由于反挤压作用而向上流动,其变形程度也有所提高。图4为采用顶部分模方式得到锻件的低倍组织以及采用Deform有限元软件模拟获得的锻件截面应变分布情况。从图4a可见,锻件低倍组织的均匀性有较大改善,大部分区域为半模糊晶。低倍组织的这种改变与变形过程中应变分布的改变有关。由图4b可知,锻件截面整体变形较为均匀,应变最大处位于上模与腹板接触部位以及毛边处,其值分别为1.28和1.47。与中间分模相比,由于下模型腔的深度加大,致使模锻过程中腹板位置的变形更加深透,其应变达到0.4左右,腹板底部的变形死区明显减小。此外,下模型腔深度的增加使得模锻时锻件不容易出现跳动,坯料温降变缓,锻造火次较中间分模减少了3~4火,生产效率提高了一倍多。另外,由图1d模具示意图可知,改变分模面后的荒形尺寸也明显减小,实际生产投料减少近8 kg,降低了生产成本。整个模锻过程锻件充填性较好且流线分布也更为均匀。

图4 顶部分模锻件低倍组织和应变场分布Fig.4 Macrostructure and strain field distribution of forge piece with roof parting surface
采用顶部分模方式模锻后得到的锻件(图4方框区域)显微组织如图5所示,该组织为网篮组织,即在转变基体上交错分布着片状α相(图5a),部分区域可见被破碎的非连续的晶界α相(图5b),且显微组织中未发现等轴α相。形成这种组织的主要原因是改进分模方式后,第一火β锻造的变形量较大,原始β晶粒得到了充分破碎,后续在α+β两相区锻造的变形量减小,因而未出现球化的等轴α相。

图5 顶部分模锻件腹板的显微组织Fig.5 Microstructures of the web of forge piece with roof parting surface
综上所述,采用顶部分模方式进行模锻,不仅有效地减少了坯料重量和模锻火次,且锻件显微组织也较为均匀,是一种较优的分模方式。
2.3 不同分模方式锻件的力学性能
图6为两种不同分模方式进行模锻,得到的锻件的力学性能。采用中间分模方式的锻件抗拉强度和屈服强度明显较低,平均抗拉强度和屈服强度分别低于顶部分模锻件近50 MPa和40 MPa(图6a、b)。然而,采用中间分模方式所获锻件的塑性较高,平均断面收缩率约为38.6%(图6c)。性能的差异与不同分模方式所得到的不同显微组织有关。中间分模方式所获锻件显微组织中片状α相的球化导致合金的强度下降,而球化得到的少量等轴α相对于拉伸变形时合金内部的孔洞长大起到了阻碍作用,适当推迟了空洞的形核和发展,从而能在一定程度上提高了合金的塑性[9-10]。因此,顶部分模方式所获锻件的强度优于中间分模,而塑性略低但也保持了较高水平。另外,采用顶部分模方式所获锻件的断裂韧性(81 MPa·m1/2)明显高于中间分模方式(61 MPa·m1/2)。断裂韧性的显著提升与顶部分模方式最终得到的典型的网篮组织有关。其中片层α相的交错分布使得裂纹只能沿着α/β相界面或穿过α集束进行扩展。若α集束的位向与主裂纹扩展方向相近,裂纹沿α片间通过;若α集束的位向与主裂纹走向很不一致,则裂纹要穿过集束,但裂纹扩展至集束边界时,会产生停滞效应或被迫改变方向,因此,裂纹随着α片和α集束位向的变化不断改变扩展方向,路径越曲折,消耗能量越多,断裂韧性越高[11]。所以顶部分模方式所获锻件的综合力学性能更为优良,可作为较为优化的分模方式,为后续TC18钛合金典型高筋薄腹板结构件的模锻生产提供有效的模锻方案。

图6 顶部和中间分模锻件的力学性能Fig.6 Mechanical properties of forge pieces with both roof and intermediate parting surface
3 结论
通过对TC18钛合金典型高筋薄腹板结构件的模锻生产分模面进行调整,分析不同分模面对最终锻件成形性及组织性能的影响,得到如下结论:
(1)采用中间分模方式所获锻件显微组织分布不均匀,存在较明显的粗晶区。锻造过程中坯料容易出现跳动,产生较为严重的翘曲变形。另外,锻造火次较多,导致生产效率低而成本较高。
(2)顶部分模方式所获锻件显微组织分布均匀性明显改善,基本为典型的网篮组织。该分模方式克服了中间分模坯料易出现跳动和翘曲变形的缺点,减少了锻造火次,提高了生产效率,节约了成本,是较为优化的分模方式。
(3)顶部分模方式所获锻件的强度和断裂韧性明显优于中间分模方式的锻件,且塑性也保持较高的水平,具有良好的综合力学性能。
[1]Nyakana S L,Fanning J C,Boyer R R.Quick reference guide for β titanium alloys in the 00s[J].Journal of Materials Engineering and Performance,2005,14(6):799-811.
[2]高玉魁.TC18超高强度钛合金喷丸残余应力场的研究[J].稀有金属材料与工程,2004,33(11):1209-1212.
[3]中国机械工程协会塑性工程协会.锻压手册[M].3版.北京:机械工业出版社,2008.
[4]程里.模锻件分模面淬火裂纹分析与预防[J].金属热处理,2004,29(10):62-64.
[5]沙爱学,李兴无,王庆如,等.热变形温度对TC18钛合金显微组织和力学性能的影响[J].中国有色金属学报,2005,15(8):1167-1172.
[6]沙爱学,李兴无,王庆如.高强度TC18钛合金β锻造工艺参数与组织和性能的定量关系[J].机械工程材料,2012,36(12):49-52.
[7]李礼,张晓泳,李超,等.TC18钛合金盘件等温模锻过程有限元模拟及试验[J].中国有色金属学报,2013,23(12):3323-3334.
[8]黄湘龙,易幼平,李蓬川,等.TC18钛合金模锻件锻造成形工艺仿真[J].锻压技术,2012,37(5):7-11.
[9]于兰兰,毛小南,张鹏省,等.热处理工艺对BT22钛合金组织和性能的影响[J].稀有金属快报,2005,24(3):21-23.
[10]Qu H L,Zhou Y G,Zhou L,et al.Relationship among forging technology,structure and properties of TC21 alloy bars[J].Transactions of Nonferrous Metals Society of China,2005,15(5):1120-1124.
[11]周义刚,曾卫东,李晓芹,等.钛合金高温形变强韧化机理[J].金属学报,1999,35(1):45-48.
猜你喜欢
轴承(2022年5期)2022-06-08 05:05:42
一重技术(2021年5期)2022-01-18 05:42:04
河南工学院学报(2021年3期)2021-09-27 12:08:44
锻压装备与制造技术(2021年3期)2021-08-13 08:39:54
民用飞机设计与研究(2020年4期)2021-01-21 09:16:04
文化交流(2019年3期)2019-03-18 02:00:12
锻压装备与制造技术(2016年3期)2016-06-05 09:36:12
大型铸锻件(2015年1期)2016-01-12 06:33:37
大型铸锻件(2015年1期)2016-01-12 06:32:49
大型铸锻件(2015年5期)2015-12-16 11:43:22
