
核电站反应堆压力容器接管安全端焊缝涡流检测
2014-10-27 12:04:52曾玉华王家建陈胜宇
无损检测 2014年10期
曾玉华,陈 霞,王家建,卢 威,陈胜宇
(中核武汉核电运行技术股份有限公司,武汉 430223)
核电站反应堆压力容器(RPV)接管安全端焊缝(如图1所示)包括异种金属焊缝和同种金属焊缝,即材料为Z2CND18-12(控氮)不锈钢的安全端与材料为16MND5低合金钢的接管侧连接的异种金属焊缝,和安全端与材料均为铸造不锈钢的主管道侧连接的同种金属焊缝。
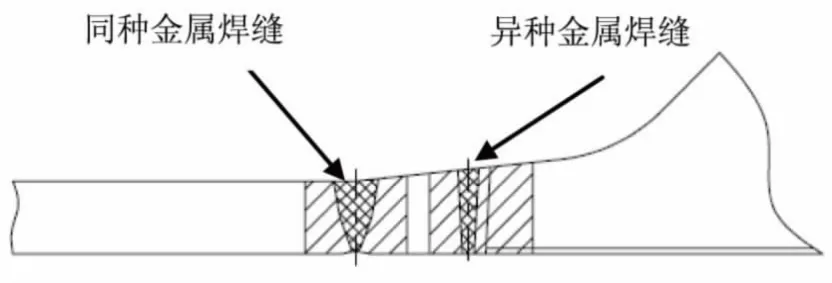
图1 接管安全端焊缝示意
RPV主管道是一个重要的回路压力边界,美国ASME和法国RSE-M标准均要求对接管安全端焊缝定期进行在役检查。对于这类焊缝,人们通常使用超声检验方法检验,然而此类焊缝表面的不平整状况使得超声检验探头耦合不好,故需要补充使用其它检验方法,以弥补超声检验方法的不足。
涡流检验方法对于表面开口缺陷和近表面缺陷的检出具有很好的优越性,缺陷(如裂纹)会破坏涡流场的路径而被检出[1]。
1 涡流检验方法分析
RPV接管安全端焊缝涡流检验时需解决4个方面的问题:①探头的选择。②频率的选择。③扫查方式的选择。④测长方法的选择。
1.1 探头的选择
对于大尺寸管道焊缝的涡流检测,常规轴绕式探头(即Bobbin探头)不适用,点探头是最佳选择。在探头线圈的选择上,绝对式线圈不仅受被检对象的材质、形状、尺寸等因素的影响,而且受环境条件(如温度变化和外界电磁场干扰)的影响较为明显[2],故并不适用于核电站RPV接管安全端焊缝的检验。正交探头线圈是两个90°正交布置差分连接的线圈,如图2所示,这类线圈有利于抑制由于环境温度、工件外形尺寸等缓慢变化引起的线圈阻抗变化,对裂纹及其他表面材料不连续性的缺陷检出最有效。其可以不受局部的几何形状变化(弧面、拐角、焊接不平)和材料成分的变化(填充金属、热影响区)的影响。正交线圈探头对缓慢的磁导率变化也不敏感,因此可同时检测铁磁性材料和非铁磁性材料。正交线圈可以抑制噪声而对表面开口裂纹有良好的检出性,且对周向和轴向缺陷都敏感[1]。所以正交线圈探头正好适用于RPV接管安全端焊缝的检验。为保证整个扫查过程中探头能充分接触被检表面,在探头内装入加载弹簧。
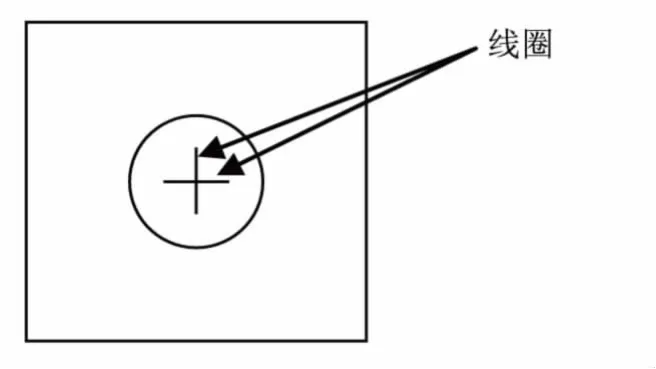
图2 探头线圈示意
1.2 频率的选择
频率越低涡流渗透深度越大,要求的探头制作水平也越高;频率越高涡流渗透深度越小。Z2CND18-12(控氮)对应的ASME材料为316L[3],其电导率约为1.4MS/m[4],取涡流有效透入深度为2mm,在工程中,通常定义2.6倍的标准透入深度为有效透入深度[2]。根据标准透入深度公式δ=,计算出工作频率为305kHz,选用300kHz作为RPV接管安全端焊缝涡流检测的频率。
1.3 扫查方式的选择
RPV接管安全端焊缝涡流检测运用定位器驱动探头对焊缝进行扫查。涡流C扫检测方法是形成直观的三维图形,通过涡流信号的变化反应在颜色变化上,直观地显示出缺陷的位置和大小。
采用点探头和具有编码器接口能实现C扫的涡流检测设备,单频率单通道检测,同时运用探头定位器对焊缝及热影响区进行锯齿形扫查(扫查方式如图3所示),在定位器扫查的同时完成对焊缝及热影响区数据信号的采集,从而形成如图4,5所示的C扫图。
1.4 测长方法的选择
常用的缺陷测长方法有两种,一种是信号消失法(Loss of Signal)测长,另一种是-6dB法(半幅值法)测长。信号消失法测长是设信号响应减少到被检件本底噪声水平时为端点,找出缺陷两侧响应信号的起点和终点,测出这两点的距离即得出缺陷的长度值。半幅值法长度测量是对一个缺陷的涡流信号,找出该缺陷信号的最大幅值点,离最大幅值点越远,幅值会越变越小,在两侧分别找到幅值为最大幅值一半的两个点,这两个点即是缺陷的两个端点,测出两个端点的距离即得出缺陷的长度大小[5]。
信号消失法测长忽略了探头磁场的影响宽度,且需要用人眼去判断响应信号的起点和终点,增加了人为因素的干扰;而半幅值法是通过测量响应信号的幅值大小来确定起止点,测量更加准确,故选择半幅值法较为合理。
2 试验
试验使用Zetec TC-7700涡流仪,Zetec Eddyview1.6检测软件,中心频率约为300kHz、线圈宽度为6mm的正交点探头,使用PC机控制的可在圆周上作光栅形扫查的扫查器驱动探头,对事先刻好了人工缺陷的异种金属焊缝试块(编号为RPVTEST-I)和同种金属焊缝试块(编号为RPV-TESTII)进行检测。检测时,轴向扫查速度为140mm/s,周向步进为4mm,采样率为1500点/s,轴向扫查范围为焊缝中心线-55~55mm,周向步进范围为0°~365°,扫查路径如图3所示。
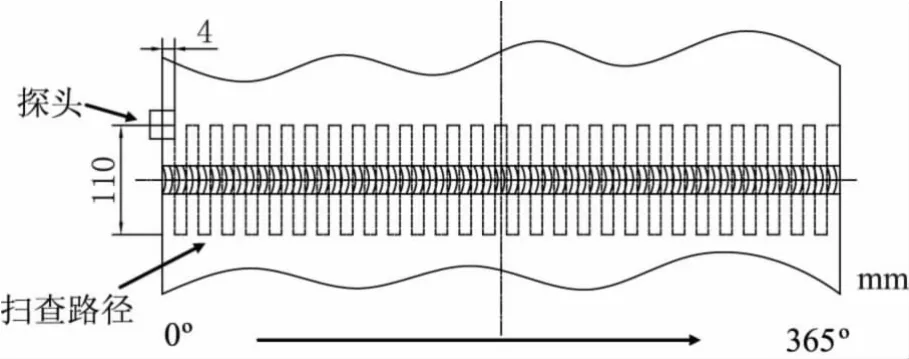
图3 光栅扫查路径示意
试验首先需使用扫查器连接TC-7700涡流仪,在带人工缺陷的不锈钢平板试块上,对长25mm,宽0.2mm,深2mm的槽涡流信号,设其最大响应幅值为10V,相位为90°,从而完成标定和校准。
3 试验结果
对异种金属焊缝试块扫查的C扫图如图4所示,同种金属焊缝试块扫查的C扫图如图5所示。
从图4,5可以看出,异种金属焊缝C扫效果优于同种金属焊缝C扫效果,笔者认为同种金属焊缝中的铸造不锈钢晶粒相对粗大,影响了C扫效果。
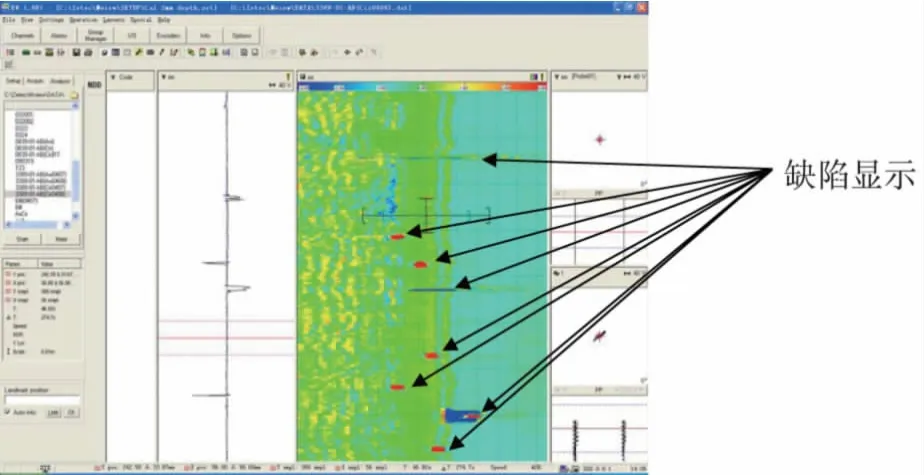
图4 异种金属焊缝试块RPV-TEST-I C扫结果
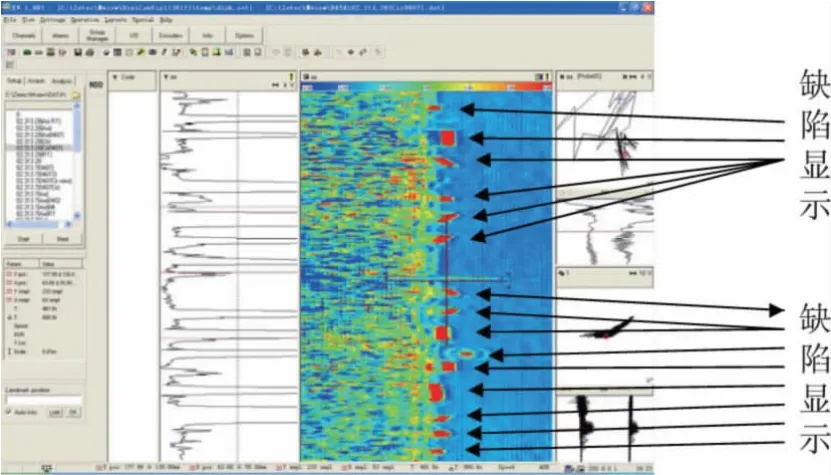
图5 同种金属焊缝试块RPV-TEST-II C扫结果
对缺陷采用半幅值测量法进行长度测量,测出缺陷长度与缺陷实际设计长度比较:异种金属焊缝试块的最大误差为-3mm,所有缺陷误差均方根为1.8mm;同种金属焊缝试块的最大误差为3.8mm,所有误差均方根为1.8mm。两种焊缝试块缺陷长度对比如图6,7所示。
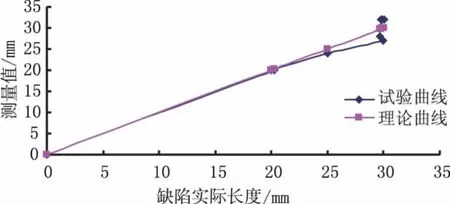
图6 RPV-TEST-I试块半幅值法测量结果对比
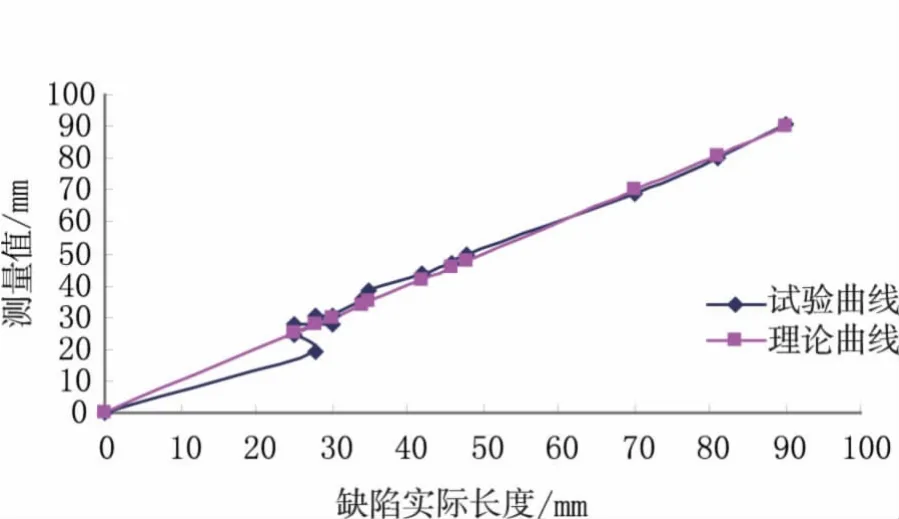
图7 RPV-TEST-II试块半幅值法测量结果对比
4 结论
采用正交点探头进行涡流C扫检查方法能有效检测出RPV接管安全端焊缝的表面开口缺陷,并能直观地显示出缺陷的位置,运用半幅值法对缺陷进行测长,可准确测出缺陷长度,可弥补在RPV接管安全端焊缝超声检查方法的不足。
[1]DIAZ A A,MATHEWS R A,HIXON J,et al.Assessment of eddy current testing for the detection of cracks in cast stainless steel reactor piping components[R],U.S:Nuclear Regulatory Commission,2007.
[2]国防科技工业无损检测人员资格鉴定与认证培训教材编审委员会.涡流检测[M].北京:机械工业出版社,2004:24-48.
[3]刘洪杰.核电站核承压设备用刚剖析[J].东方锅炉,2008,22(8):23-27.
[4]与聪.316L不锈钢性能[EB/OL].[2014-4-14].http://wenku.baidu.com/Link.
[5]ANDERSON M T,CRAWFORD S L,CUMBLIDGE S E,et al.Assessment of crack detection in heavywalled cast stainless steel piping welds using advanced low-frequency ultrasonic methods[R].U.S:Nuclear Regulatory Commission,2007.
猜你喜欢
电力安全技术(2023年7期)2023-08-28 08:00:24
科学技术创新(2022年1期)2022-02-19 09:20:42
设备管理与维修(2021年17期)2021-11-02 11:15:28
科学技术创新(2021年3期)2021-01-22 07:46:46
中国特种设备安全(2019年1期)2019-03-13 01:05:52
无损检测(2016年8期)2016-08-30 03:01:04
动画大王(漫画行)(2016年7期)2016-07-30 01:27:07
动画大王(漫画行)(2016年5期)2016-07-29 11:51:01
动画大王(漫画行)(2016年4期)2016-07-29 11:16:12
动画大王(漫画行)(2016年1期)2016-07-29 04:30:45
