
ITER 超导导体铠甲焊缝的渗透检测
2014-01-10 01:29:32刘小川刘华军
无损检测 2014年10期
刘小川,武 玉,刘华军
(中科院等离子体物理研究所,合肥 230031)
PF线圈为国际热核实验反应堆(ITER)中的极向场线圈,在整个装置的运行中起着至关重要的作用,因此对其品质提出了最严格的要求。为了保证PF导体焊缝的质量,对其进行无损检测是必不可少的步骤。目前用于PF铠甲焊缝上的无损检测技术主要是射线检测技术及渗透检测技术,两种技术的结合可以保证焊缝内外表面的缺陷不漏检。渗透检测技术主要检测PF导体焊缝的表面及近表面的开口缺陷,从而排除表面开口缺陷在导体成型受力中产生延展造成裂纹,影响PF线圈的极向磁场。
1 PF铠甲焊接工艺及检测区域
PF铠甲是外方内圆的结构,材质为316L 不锈钢。其焊接方法为氩弧自动多层焊,四边角手工氩弧焊,焊缝形式为单面施焊双面成型。外表面焊缝经打磨处理后无焊缝余高,内表面余高不大于0.15 mm,焊缝宽度为10mm。
依据ASME标准第V 卷第6 章“液体渗透检测”的规定,PF铠甲对接焊缝渗透检测的区域为焊缝及两侧各25mm 的距离,如图1所示。
2 检测技术要求
根据ITER 国际核聚变PF 导体的技术规范,PF导体焊缝液体渗透检测验收标准为:
①不允许有任何线性显示。②单个圆形显示不大于1mm;在同一条线上,4个或者4个以上的圆形显示相距不大于1.5mm。
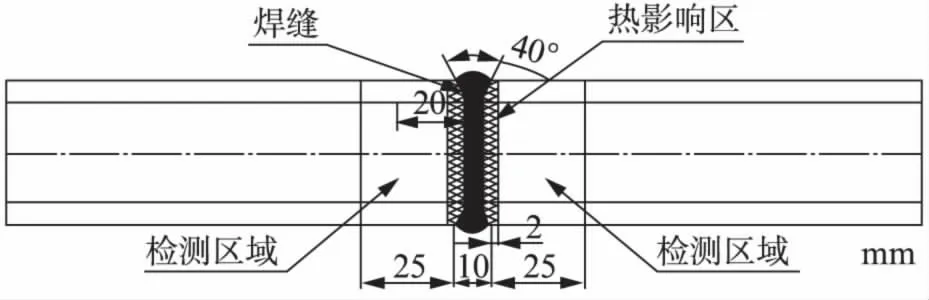
图1 PF铠甲对接焊缝渗透检测区域
3 渗透检测方法
采用的溶剂去除型渗透检测法具有较高的检测灵敏度,能检测出非常细小的开口缺陷,检测灵敏度高,检测速度快[1]。渗透剂采用颗粒度较小的WU-T 系列,高灵敏度,卤素与硫含量进行了严格的控制,渗透迅速,显像清晰均匀细腻,对比强烈,能更好地反映出缺陷走向和形状[3]。
4 渗透检测工艺程序
4.1 试验准备
需准备灵敏度试块,保证有足够的检测灵敏度;WU-T 系列的渗透剂、清洗剂、显像剂;温度计,时钟,放大镜,平面镜,记录本,照相机,日光灯,不脱毛抹布,手套及口罩。
4.2 灵敏度检验
采用镀铬对比试块对渗透检测材料的性能及操作工艺进行检验[3];不锈钢镀铬试块等级应达到3级(高级),能清晰发现试块上第3 区的人工裂纹[4]。
4.3 检测步骤
预清洗,干燥,施加渗透剂,去除渗透表面多余的渗透剂,干燥,施加显像剂,观察评定后处理。
4.4 检验实施
检验实施时注意事项:
(1)实施渗透检测适宜的温度范围为10~40℃[4]。如果在实际检测中,温度不在以上范围,则应通过对比试验确保实际温度下进行渗透检测的有效性。
(2)喷砂、打磨工艺可能导致表面开口缺陷被封闭掩盖,可采用浸蚀的方法进行处理。
(3)采用喷涂法施加渗透液[5],避免过多的渗透液堆积在导体焊缝表面造成渗漏,污染下层导体表面,同时也增加了清洗难度。
(4)在清洗的时候避免过清洗。
(5)显像观察时应用放大镜及反光镜,放大镜用于观察识别缺陷[6],反光镜主要用于观察导体焊缝的下表面,避免因观察不全造成缺陷漏检。
5 检测结果与分析
通过显像观察,缺陷呈现月牙型,位于焊缝边缘。并对缺陷进行了金相分析,进一步确定了缺陷的性质。图2为金相分析后放大的缺陷形貌。
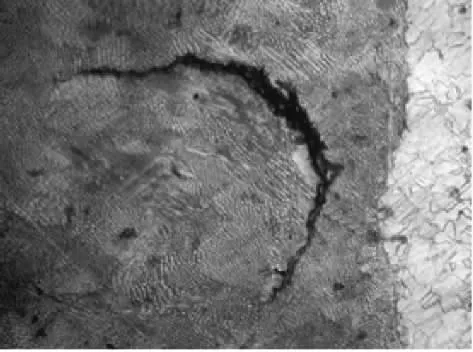
图2 缺陷放大40倍时的形貌
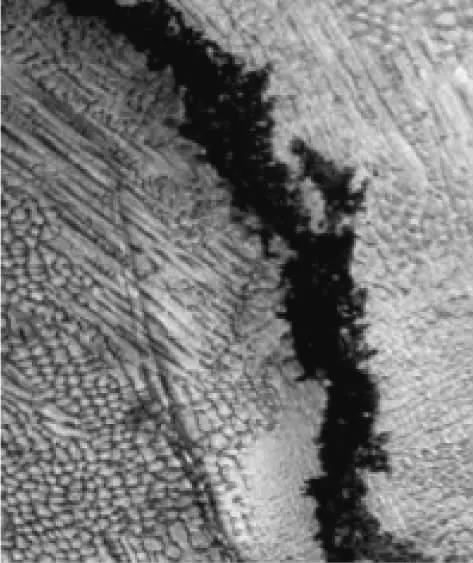
图3 缺陷放大100倍时局部形貌
经过金相分析确定缺陷为裂纹,造成焊缝表面产生裂纹的因素很多,针对PF 导体的生产环境及成型过程,造成焊缝表面出现裂纹的情况最有可能为以下两点:
(1)焊接过程中产生的热裂纹。一般熔敷金属在冷却结晶的过程中,晶间存在大量薄膜状低熔点共晶物,又在结晶拉应力的共同作用下,极易产生热裂纹[7],可用液态薄膜理论来解释其原理[8]。在焊接完成后进行第一次渗透检测并没有发现任何缺陷,说明裂纹掩埋在焊缝中,而导体经过收缆绕制,因受到力的作用,造成裂纹的延伸和开口,从而在第二次渗透检测中被检出。
(2)外来夹杂物引起[9]。在PF 导体成型绕制的过程中,需要经过若干程序,因此对周围环境无法达到有效清洁度的控制。极有可能在成型过程中外来夹杂物被压进导体。在绕制完成后脱落,造成了压痕,然后受力扩展,延展成裂纹。无论是焊接过程中产生的热裂纹还是夹杂物引起的,此类缺陷都非常危险[10]。因此超导中心一方面加强了焊接技术的培训,另一方面也对生产环境提出了更高的要求。
6 结语
渗透检测技术在PF铠甲对接焊缝检测中至关重要,它对焊缝表面缺陷有着较高的检出率,弥补了射线检测的不足,保证了PF 铠甲对接焊缝的质量。检测中检出的微小缺陷经过打磨后并不影响焊缝的质量,从而保证了资源的有效利用。
[1]张平.锅炉管道焊缝液体渗透检测技术[J].压力容器,2005,22(2):51-54.
[2]宋仕伟.奥氏体不锈钢焊接裂纹的射线及渗透检测方法[J].无损检测,2011,35(4):37-39.
[3]金宇飞.渗透检验标准试块的技术要求与用途[J].无损检测,2003,25(10):536-538.
[4]胡学知.压力容器无损检测-渗透检测技术[J].无损检测,2004,26(7):359-363.
[5]付元杰,苏红霞.锅炉管道焊缝液体渗透检测技术[J].装备制造技术,2008(10):75-77.
[6]李桂英.不规则裂纹角度对渗透深度的影响[J].无损检测,1999,21(2):71-74.
[7]栾江峰,张洪忠,李崴岩,等.高Ni-Cr奥氏体不锈钢焊接裂纹渗透检测方法[J].焊接质量控制与管理,2011,40(4):49-51.
[8]马艳华,周月红,李宏远.铝合金事件裂纹深度渗透检测试验研究[J].无损检测,2002,24(12):532-533.
[9]徐文麟,田景涛,李忠凯.超级奥氏体不锈钢904L焊接裂纹渗透检测及成因分析[J].无损检测,2012,36(5):38-39.
[10]林绳准.液体贯穿渗透法探测在役容器裂纹[J].无损检测,1998,20(11):326-327.
猜你喜欢
轻纺工业与技术(2022年6期)2023-01-24 12:17:28
科学技术创新(2022年1期)2022-02-19 09:20:42
科学技术创新(2021年3期)2021-01-22 07:46:46
边疆文学(2020年5期)2020-11-12 02:29:46
化学与粘合(2020年4期)2020-09-11 12:20:46
少儿美术(快乐历史地理)(2018年9期)2018-12-29 12:37:08
Coco薇(2016年10期)2016-11-29 02:55:20
大型铸锻件(2015年4期)2016-01-12 06:35:21
无损检测(2015年12期)2015-10-31 03:14:04
作文大王·笑话大王(2015年4期)2015-05-30 10:48:04
