
玻璃纤维增强聚丙烯的力学性能研究
2014-10-25 09:21:36刘太闯徐冬梅王忠光王艳秋
上海塑料 2014年1期
刘太闯,靳 玲,徐冬梅,王忠光,王艳秋
(徐州工业职业技术学院,江苏 徐州221140)
0 前言
聚丙烯(PP)密度小,产量大,价格低廉,性价比高,化学稳定性好,易于加工成型和回收利用。然而,PP成型收缩率大,对缺口敏感,低温时易开裂,冲击性能差。随着纤维增强塑料复合材料(FRP)的出现,玻璃纤维(GF)增强PP复合材料被大量应用于工程领域。但由于玻璃纤维的引入,将对原有基体材料的各项性能产生很大影响[1]。随着玻璃纤维用量的变化,制品的力学性能也有很大的差异[2]。为了改善聚丙烯的力学性能,进一步扩大其使用范围,作者通过玻璃纤维和马来酸酐接枝聚丙烯(PP-g-MAH)对PP的改性研究,制得了性能优异的PP复合材料。
1 实验部分
1.1 原料
聚丙烯 中国石化青岛炼油化工有限公司;
玻璃纤维 市售;PP-g-MAH 市售。
1.2 仪器与设备
同向双螺杆挤出机 CTE-35型,科倍隆科亚(南京)机械有限公司;注塑机 771-130F2V,东华机械有限公司;真空干燥箱 DEF-6210,上海贸德实验设备有限公司;冲击试验机 GJ-7045-M,高铁检测仪器有限公司;塑料电子万能试验机 AI-7000-LA,高铁检测仪器有限公司。
1.3 实验配方
为了研究玻璃纤维(GF)和相容剂马来酸酐接枝聚丙烯(PP-g-MAH)对聚丙烯(PP)力学性能的影响,制定了3组实验配方。
(1)第Ⅰ组为研究GF与PP/GF复合材料的质量比对玻璃纤维增强聚丙烯力学性能的影响的实验配方,如表1所示。
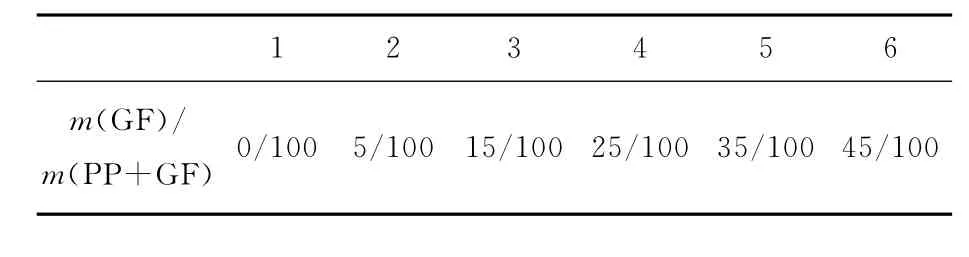
表1 实验配方Ⅰ
(2)第Ⅱ组为加入相容剂PP-g-MAH,并维持PP-g-MAH与PP/GF复合材料的质量比不变(5∶100),研究相容剂PP-g-MAH对玻璃纤维增强聚丙烯力学性能的影响的实验配方,如表2所示。
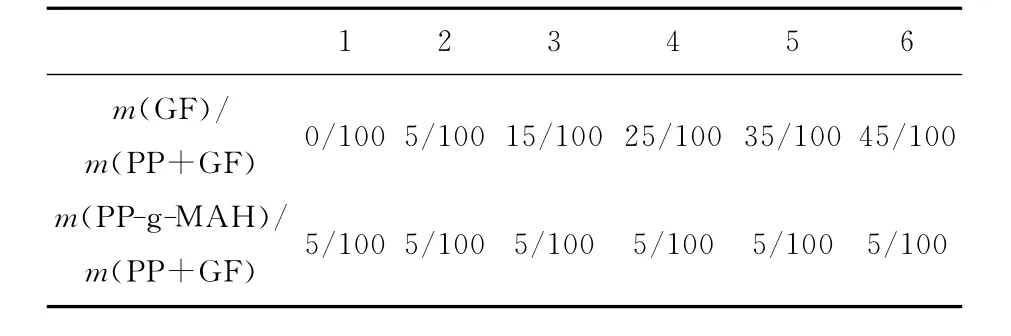
表2 实验配方Ⅱ
(3)第Ⅲ组为维持GF与PP/GF复合材料的质量比不变(25∶100),研究相容剂PP-g-MAH与PP/GF复合材料的质量比对玻璃纤维增强聚丙烯力学性能的影响的实验配方,如表3所示。
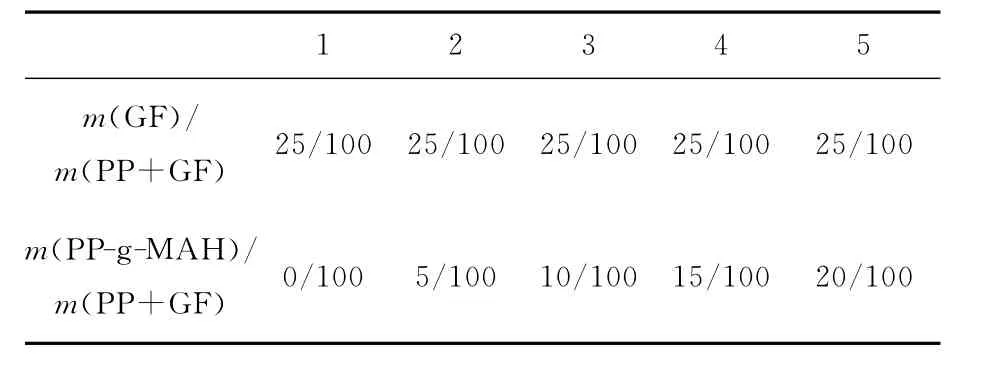
表3 实验配方Ⅲ
1.4 试样的制备
1.4.1 试样制备流程
玻璃纤维干燥处理→称料→混合→挤出造粒→干燥→试样制备→性能测试
1.4.2 试样制备的工艺条件
玻璃纤维120℃下干燥4h;
玻璃纤维增强聚丙烯粒料80℃下干燥2~4 h;
挤出温度165~210℃;
注射温度180~220℃,注射压力50~80 MPa,螺杆转速100~140r/min。
1.5 性能测试
拉伸性能按GB/T1040—2006测试。试样为1A型哑铃型试样,拉伸速率为50mm/min;冲击性能按GB/T1040—2006测试,试样为1A型缺口试样,摆锤速度为2.9m/s。
2 结果与讨论
2.1 m(GF)∶m(PP+GF)对聚丙烯力学性能的影响
2.1.1m(GF)∶m(PP+GF)对聚丙烯拉伸性能的影响
按照第Ⅰ组配方制得各产品的拉伸强度和断裂伸长率,如图1所示。由图1可见:当玻璃纤维的质量分数增加时,复合材料的拉伸强度呈上升趋势,而断裂伸长率则呈下降趋势。当玻璃纤维的质量分数增加时,大量的玻璃纤维在聚丙烯基体中形成三维空间交叉结构,部分玻璃纤维会发生缠结[3],从而使PP/GF复合材料的拉伸强度逐渐增强。在玻璃纤维增强聚丙烯复合材料中,玻璃纤维起着骨架结构增强作用,以承担应力和载荷。同时,玻璃纤维还可以促进聚丙烯结晶,起成核剂的作用,在一定程度上提高了材料的强度[4]。
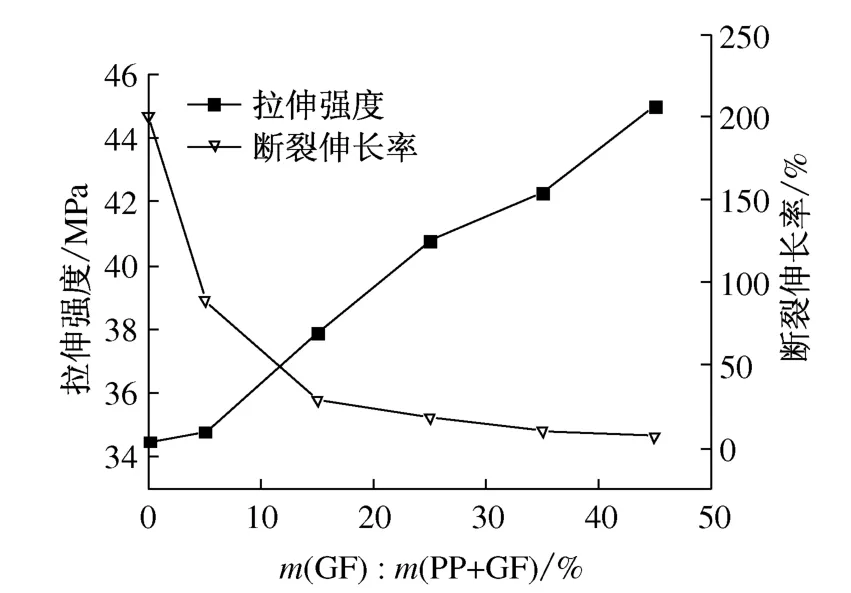
图1 m(GF)∶m(PP+GF)对PP/GF复合材料拉伸性能的影响
2.1.2m(GF)∶m(PP+GF)对聚丙烯冲击性能的影响
按照第Ⅰ组配方制得各产品的冲击性能,如图2所示。由图2可见:当玻璃纤维的质量分数增加时,其冲击性能反而降低。这可能是由于随着玻璃纤维的质量分数增加,材料的流动性变差,在成型过程中造成玻璃纤维的断裂。而且当玻璃纤维的质量分数进一步增加后,玻璃纤维之间的相互作用增强,导致其平均长度下降,降低了玻璃纤维的增强效果[5]。同时玻璃纤维的质量分数过高会导致部分玻璃纤维得不到充分浸渍,聚丙烯基体与玻璃纤维界面的结合性能变差[6]。在玻璃纤维增强聚丙烯复合材料受到冲击的过程中,玻璃纤维与聚丙烯基体脱离,而达不到增强的效果,从而导致PP/GF复合材料的冲击强度下降。
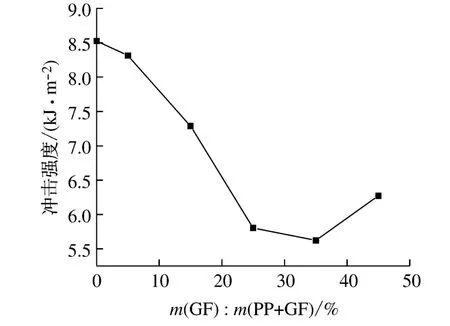
图2 m(GF)∶m(PP+GF)对PP/GF复合材料冲击性能的影响
2.2 相容剂PP-g-MAH对PP/GF复合材料力学性能的影响
2.2.1 相容剂PP-g-MAH对PP/GF复合材料拉伸性能的影响
按照第Ⅱ组配方制得各产品的拉伸性能,如图3所示。由图3可见:当m(GF)∶m(PP+GF)一定时,添加了马来酸酐接枝聚丙烯的PP/GF复合材料的拉伸性能明显高于未添加马来酸酐接枝聚丙烯的。这说明PP-g-MAH的使用增加了聚丙烯基体和玻璃纤维界面的结合性能,在拉伸过程中玻璃纤维不易从聚丙烯基体中拉出,同时吸收了大量的能量直至被拉断为止,从而进一步提高了PP/GF复合材料的拉伸性能[7]。
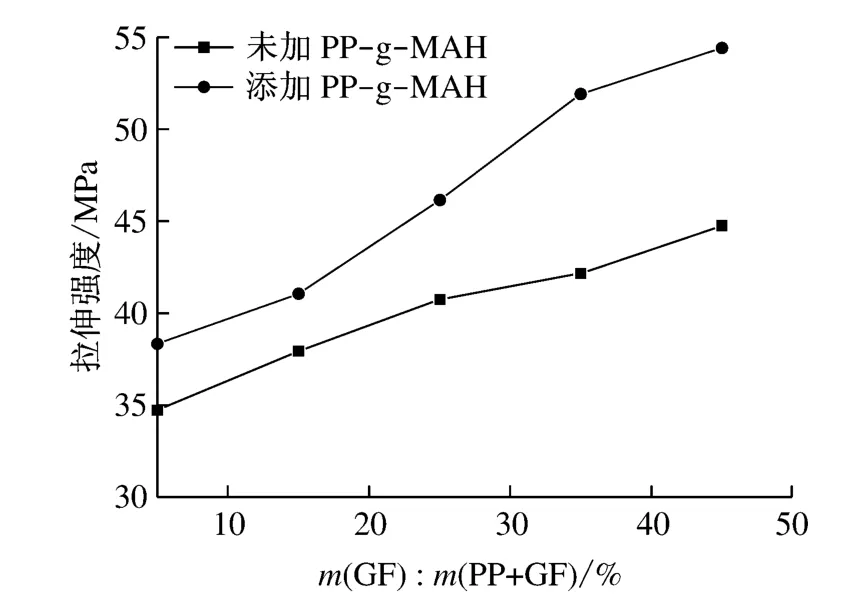
图3 相容剂PP-g-MAH对PP/GF复合材料拉伸性能的影响
2.2.2 相容剂PP-g-MAH对PP/GF复合材料冲击性能的影响
按照第Ⅱ组配方制得各产品的冲击性能,如图4所示。由图4可见:当m(GF)∶m(PP+GF)一定时,添加马来酸酐接枝聚丙烯的PP/GF复合材料比未添加马来酸酐接枝聚丙烯的PP/GF复合材料的冲击性能降低很多。这可能是PP-g-MAH的抗冲击性能较差。当PP-g-MAH添加到PP/GF复合材料时,导致PP/GF复合材料的冲击性能下降。
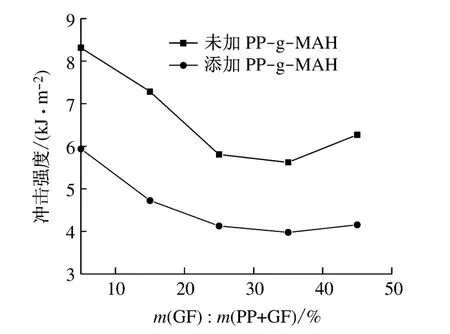
图4 相容剂PP-g-MAH对PP/GF复合材料冲击性能的影响
2.3 m(PP-g-MAH)∶m(PP+GF)对PP/GF复合材料力学性能的影响
2.3.1m(PP-g-MAH)∶m(PP+GF)对 PP/GF复合材料拉伸性能的影响
按照第Ⅲ组配方制得各产品的拉伸性能,如图5所示。由图5可见:随着m(PP-g-MAH)∶m(PP+GF)的增大,PP/GF复合材料的拉伸强度增大。当m(PP-g-MAH)∶m(PP+GF)为15∶100时,复合材料的拉伸强度较高;随m(PP-g-MAH)∶m(PP+GF)继续增大,复合材料的拉伸强度呈下降的趋势。这是由于PP-g-MAH的加入改善了PP和GF之间的相容性,其拉伸性能得到了较大的提高。但当m(PP-g-MAH)∶m(PP+GF)继续增大时,由于PP-g-MAH本身的拉伸性能不及PP的,对复合材料拉伸性能的改善效果不大,并有下降的趋势[8]。
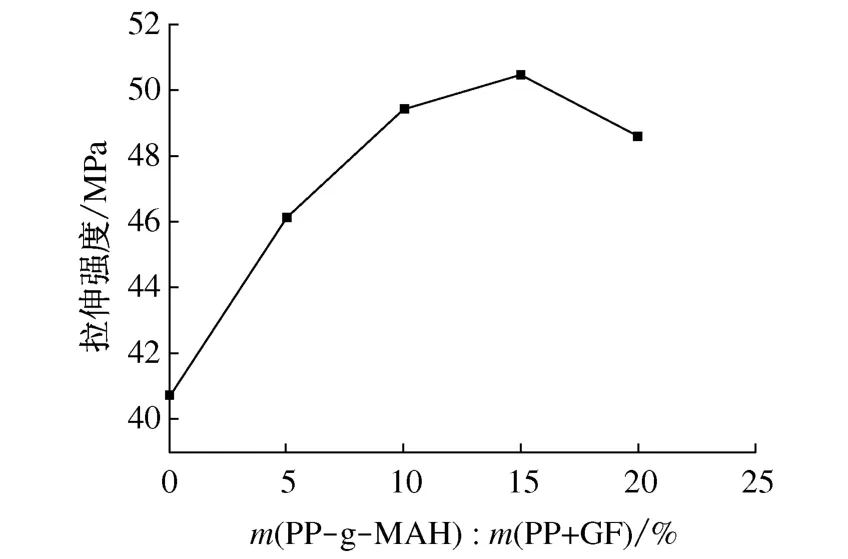
图5 m(PP-g-MAH)∶m(PP+GF)对PP/GF复合材料拉伸性能的影响
2.3.2m(PP-g-MAH)∶m(PP+GF)对 PP/GF复合材料冲击性能的影响
按照第Ⅲ组配方制得各产品的冲击性能,如图6所示。由图6可见:随着m(PP-g-MAH)∶m(PP+GF)增大,复合材料的冲击强度快速下降,然后轻微上升。当m(PP-g-MAH)∶m(PP+GF)大于15%时,复合材料的冲击强度变化趋于平缓[9]。这是因为PP-g-MAH本身的抗冲击性能较差,使材料的冲击强度下降;而且当PP-g-MAH超过一定量后,其在复合材料中达到饱和状态,多余的PP-g-MAH不再起作用,因此复合材料的冲击强度趋于稳定。
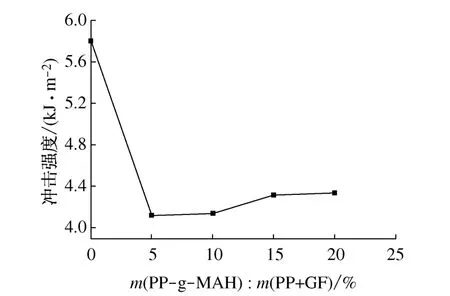
图6 m(PP-g-MAH)∶m(PP+GF)对PP/GF复合材料冲击性能的影响
3 结论
(1)玻璃纤维对聚丙烯的拉伸性能具有增强作用,随着玻璃纤维与聚丙烯的质量比增大,拉伸强度不断增大。
(2)玻璃纤维对聚丙烯的冲击性能有一定的影响。随着玻璃纤维与聚丙烯的质量比增大,冲击强度呈下降趋势。
(3)相容剂PP-g-MAH能够改善聚丙烯和玻璃纤维之间的相容性,使复合材料的拉伸性能得到很大提高。当PP-g-MAH与聚丙烯、玻璃纤维的质量比为15∶75∶25时,复合材料的拉伸性能优异。
[1] 申欣,孙文强,李艳霞,等.高抗冲玻纤增强聚丙烯的研制[J].工程塑料应用,2001,29(10):8-10.
[2] 李金钊.玻纤增强聚丙烯料的研制[J].工程塑料应用,1997,25(3):13-16.
[3] 连荣炳,徐名智,李强,等.玻纤增强聚丙烯复合材料性能研究 [J].塑料科技,2008,36(8):40-44.
[4] 刘学习,庄辉,程勇峰,等.长玻纤增强PET工程塑料的性能研究 [J].塑料工业,2006,34(12):26-28.
[5] 陈民杰,张勇,张隐西.短玻纤增强聚丙烯的研究进展[J].中国塑料,2004,18(8):1-6.
[6] 张宁,李忠恒,陶宇,等.长玻纤增强聚丙烯复合材料的研究[J].塑料工业,2006,34(12):29-32.
[7] 林峰,程金星,肖望东,等.充油SEBS力学性能的研究[J].塑料工业,2006,34(6):43-45.
[8] 王利霞,李燕,庄卫国.注塑工艺和玻纤含量对玻纤增强PP注塑制品收缩的影响 [J].高分子材料科学与工程,2009,25(9):135-137.
[9] 杨诗润,梁珊,罗筑,等.长玻璃纤维增强聚丙烯复合材料的力学性能研究 [J].塑料工业,2012,40(6):37-40.
猜你喜欢
云南化工(2021年11期)2022-01-12 06:06:14
山东冶金(2019年3期)2019-07-10 00:54:00
中国塑料(2016年10期)2016-06-27 06:35:14
中国塑料(2015年3期)2015-11-27 03:42:08
中国塑料(2015年6期)2015-11-13 03:02:36
中国塑料(2015年1期)2015-10-14 00:58:46
焊接(2015年9期)2015-07-18 11:03:53
汽车维修与保养(2015年12期)2015-04-18 07:51:45
汽车维修与保养(2015年6期)2015-04-17 03:31:44
汽车维护与修理(2015年6期)2015-02-28 12:17:08
