大型圆盘式转子支架工地装焊焊接变形分析及控制
2014-10-25 08:35张杰英
大电机技术 2014年4期
张杰英
大型圆盘式转子支架工地装焊焊接变形分析及控制
张杰英
(呼伦贝尔职业技术学院,呼伦贝尔 021000)
本文介绍了一种大型圆盘式转子支架的工地装焊工艺及变形分析和控制。该转子支架为直支臂圆盘式结构,工地焊缝包括中心体和支臂间的纵缝、支臂之间的平缝以及中心体和支臂间的环缝,总长度约79524mm,工地装焊难度大,焊接变形控制较难。本文通过对不同工序后各主要尺寸变化进行分析,确定了不同焊缝焊接对各尺寸的影响,随后制定了合理的工艺规范,及时调整焊接顺序,达到控制焊接变形和满足尺寸要求的目的。
转子支架;工地装焊;变形控制;焊接顺序
0 前言
转子支架是水轮发电机组中最重要的转动承载部件之一,是连接主轴和磁轭的中间部件,起到固定磁轭和传递转矩的作用。圆盘式转子支架具有整体性好、刚性好、能加强机组运行稳定性等优点[1],但其整体尺寸较大,工地装焊难度较大,焊接变形控制困难。本文以某电站2号机转子支架工地焊接为例对其焊接工艺和变形控制进行阐述和分析。
1 结构介绍及特点
该电站转子支架最大外径为Φ10980mm,最高高度为1970mm,材质为Q345B,总重量约为112T,其三维结构简图如图1所示。转子支架由1个转子中心体和7个转子支臂组成,每个支臂带有2个主立筋,它们分别在厂内单独装焊,生产结束后进行预装,而后在工地组焊成整体。
转子支架工地焊缝共包括:2条转子中心体与转子支臂连接的环缝,单条焊缝周长为10676mm;14条转子中心体与转子支臂连接的纵缝,单条焊缝长度为1570mm;14条转子支臂之间的径向平缝,单条焊缝长度为1060mm,各焊缝坡口型式如图2所示。其中支臂之间的径向平缝为“K”型坡口,中心体与支臂之间的环缝和纵缝均为单“V”坡口,焊缝厚度均为30mm,所有的焊缝要求清根焊透,焊后进行UT和MT检查。
影响转子支架焊接变形的两个因素为结构形式和焊接工艺,但在现场焊接过程中,只能选用适当的焊接工艺控制焊接变形[2]。焊接工艺规范对焊接过程和变形控制有很大影响,包括焊接电压、焊接电流、焊条规格、焊接顺序以及拉筋使用等,因此只有在现有条件下充分优化焊接工艺并有效执行,才能充分保证焊接尺寸和产品质量。

1-转子中心体 2-转子支臂(外环组件)3-主立筋 4-工地环缝 5-工地平缝 6-工地纵缝

1-中心体与支臂间的环缝 2-支臂之间的平缝 3-中心体与支臂间的纵缝
2 转子支架工地装配
转子支架装配前,需确认好中心体和各支臂上的厂内标记,随后按其装配,装配流程示意图如图3所示:
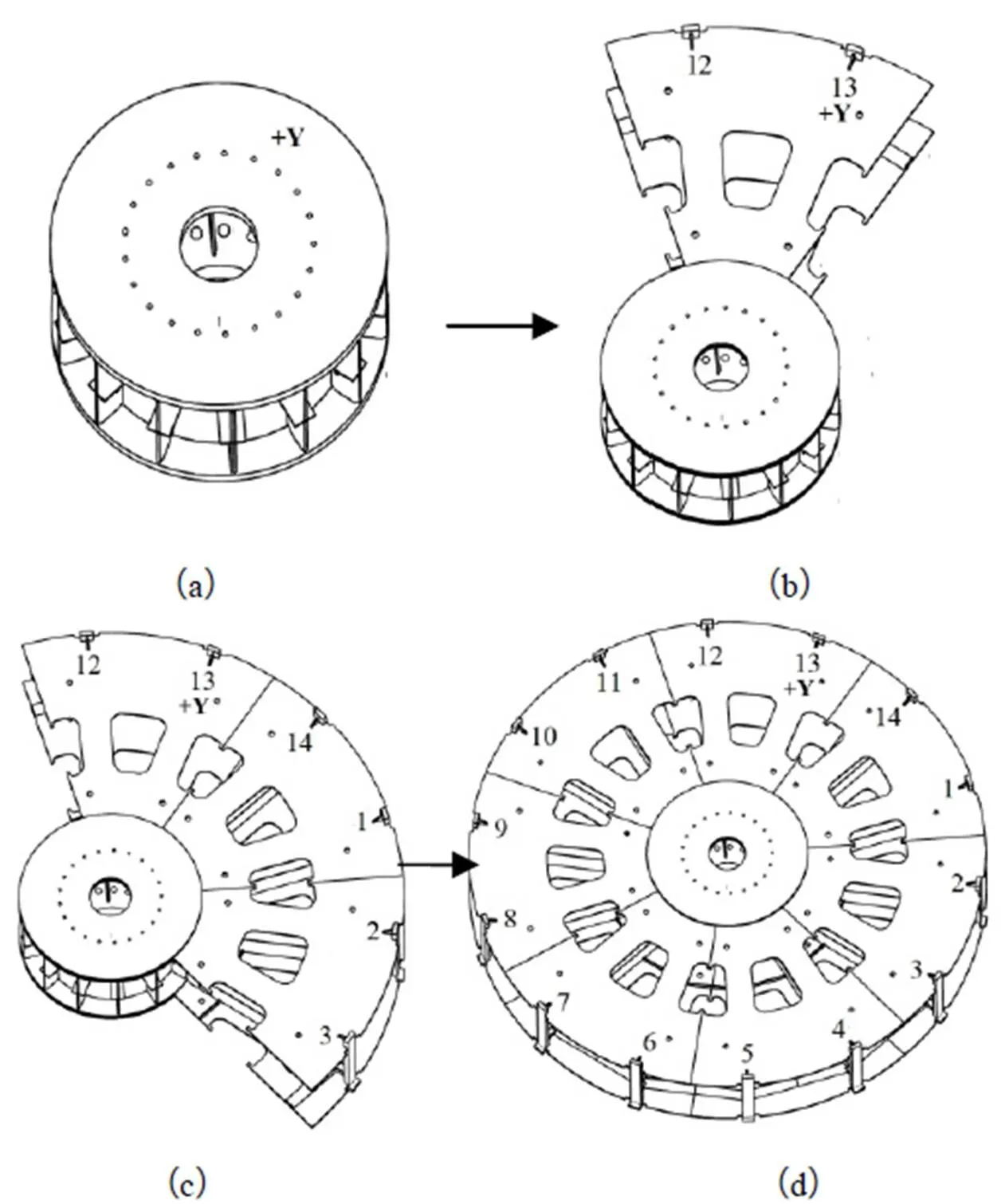
图3 转子支架装配流程示意图
装配前,应保证装焊场地应无杂物影响装配、焊接和测量等工序,并划出转子支架坐标基准线、轮廓线和各分瓣面线,随后在平台上放置足够数量的支墩。对转子支架的工地焊接坡口进行清理,清理范围为坡口面及距离坡口边缘至少20mm 范围内的表面,保证该区域内无氧化物、油污、熔渣等杂物并打磨出金属光泽。
(1)将中心体吊放至支墩上,调节上圆盘加工面平面度不大于0.03mm/m,调整合格后用搭板点焊固定,随后安装中心柱。
(2)根据厂内标记吊装+Y方向主立筋(13号)所在的转子支臂(带有12号和13号主立筋),尺寸调整合格后点焊固定,随后沿俯视顺时针方向依次装配其他转子支臂。
(3)按照常厂内标记依次吊装各支臂,每吊装一个支臂后全面检查各尺寸,随后把合合缝块。可通过加垫片的方式放大半径和弦距,即将焊接收缩量定为3mm~4mm左右。
(4)全部安装结束后,检查直径、弦距、主立筋垂直度、主立筋挂钩高程以及错牙等主要技术参数,若不符合图纸及相关技术要求,则松开把合块或割开支撑拉筋而后进行调整,直至尺寸合格为止。
为有效控制焊接变形、充分保证焊接质量,焊接前在径向平缝背侧装焊3块“U”型工艺拉筋,在纵向立缝一侧装焊2块工艺拉筋,焊角12mm,实地焊接图如图4所示。

图4 “U”型工艺拉筋实体图
3 转子支架工地焊接
(1)工地采用手工电弧焊的方法进行焊接,焊接材料为AWS标准E7015,规格为Φ4.0mm和Φ3.2mm两种,预热温度不低于80℃,层间温度不高于260℃,工地采用火焰进行加热,使用红外线测温仪控制温度;使用Φ3.2mm规格焊条进行打底,使用Φ4.0mm规格焊条进行其他焊道的焊接。
(2)为减小半径焊接收缩量,有效控制变形,对于焊缝间隙大于3mm的焊缝,要进行堆焊、打磨,PT探伤合格后再进行后续焊接。
(3)定位焊的焊接顺序和工艺规范与正式焊接相同,原则上每道合缝处至少有3处定位焊。定位焊焊缝长度为60mm~80mm,焊缝厚度为6mm~8mm,间距400mm~600mm。

(5)焊接过程中由4名焊工同时同向同速同规范镶边多层多道焊接,尽量采用小规范输入,及时测量各主要尺寸参数并据其及时调整焊接顺序,除打底层和盖面层外,要对所有的焊缝进行锤击至表面屈服以消除残余应力。
4 转子支架焊缝质量控制
根据图纸要求,转子支架焊后各主要尺寸及公差要求如表1所示,转子支架在焊接过程中主要尺寸变化如图5所示。

表1 转子支架焊后各主要尺寸及公差要求
从图5(a)和图5(b)中我们可以看出,在焊接过程中由于受到焊接收缩变形的影响,主立筋到中心的距离和主立筋弦距两个主要尺寸逐步缩小,而且变化比较规律。其中工序1定位焊前和工序2定位焊后的尺寸变化最大,主立筋到中心距离尺寸变化均值为1.944mm,变化最大值为9号主立筋的2.53mm;主立筋弦距尺寸变化均值为1.453mm,最大值为5号-6号主立筋弦距和9号-10号主立筋弦距,减小量均为1.90mm。在正式焊接中径向平缝焊接对上述两项尺寸影响最大,因为周向尺寸的减小会导致上述两项尺寸的变化。

(a) 主立筋到中心距离的尺寸公差变化曲线
(b) 主立筋弦距的尺寸公差变化曲线

(c) 主立筋垂直度变化曲线
(d) 主立筋挂钩高程变化曲线
工序1-定位焊前,工序2-定位焊后,工序3-纵缝清根后,工序4-纵缝焊后工序5-平缝焊2/3后,工序6-平缝焊后,工序7-环缝焊2/3后,工序8-结束
图5 转子之间焊接过程中主要尺寸变化曲线


(a) 正常 (b) 负值 (c) 正值
图5(d)所示的主立筋挂钩高程是以某固定高程为基准测量的绝对值,每个工序对应的曲线最大值和最小值之差即为该工序挂钩高程差的最大值,曲线局部斜率越大,相邻挂钩高程相差越大。在整个焊接过程中,纵缝焊接对挂钩高程差影响最大,工序3纵缝清根焊接后,4号和12号挂钩高程差最大为2.7mm,与此同时工序2定位焊后的挂钩高程差最大为2mm,工序4纵缝焊接结束后最大高程差为2.1mm,工序5平缝2/3焊后最大高程差为1.8mm,工序7环缝2/3焊后最大高程差为1.9mm,由此可见各焊缝的焊接对挂钩高程都有影响,这是因为只要有焊接收缩就会直接或间接地影响挂钩高程。
经过有针对性的调整和控制,焊接结束后全体尺寸均满足图纸和相关文件要求,各主要尺寸最大公差如表2所示,2号转子支架焊后实物图如图7所示。
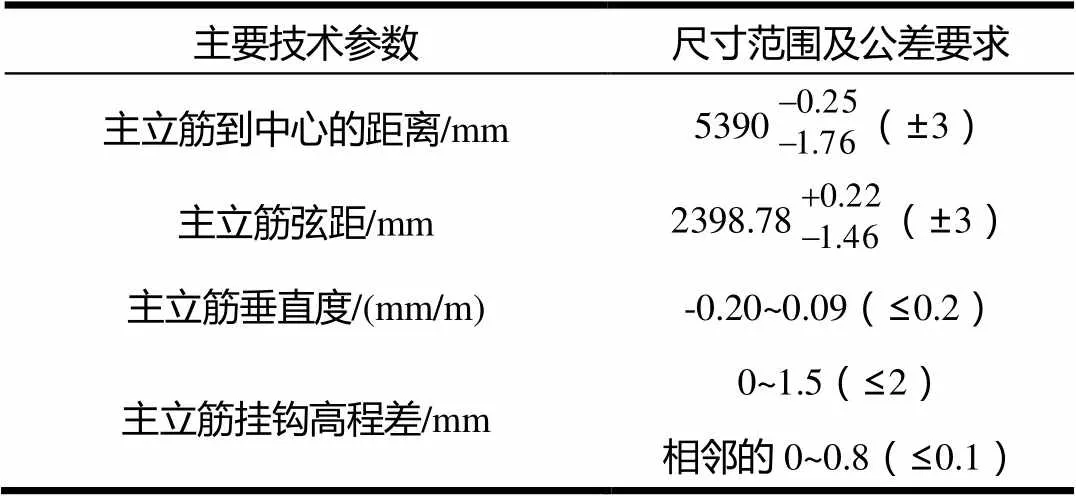
表2 转子支架焊后各主要尺寸范围

图7 2号机转子支架焊后实物图
5 结论
综合上述经验可以确定,在大型圆盘式转子支架工地组焊过程中,通过合理制定工艺规范、及时调整焊接顺序的方法可以控制焊接变形,保证产品质量。对直径Φ10980mm的转子支架,其主立筋到中心距离的收缩量为约为5mm~6mm,弦距的收缩量约为4mm~5mm。其中定位焊对整体焊接收缩的影响最大,主立筋到中心的焊接收缩量最大为2.53mm,弦距的焊接收缩量最大为1.90mm;纵缝焊接对主立筋垂直度的影响最大,可以在正常值、负值和正值的情况下合理调整焊接顺序来调整焊接变形;所有的焊接工序对转子支架挂钩高程均有影响。
[1] 刘大为, 乔宏来, 王文彪. 水轮发电机圆盘式转子支架工地焊接工艺[J]. 应用能源技术, 2007(08):44-46.
[2] 吕玉忠, 程仕伟. 浅谈转子支架焊接变形监控及主立筋垂直度控制[J]. 四川水力发电, 2012(10):15-18.
The Analysis and Control of Welding Deformation for Large Disk Type Rotor Spider in Site Assembly and Welding
ZHANG Jieying
(Hulunbeier Vocational Technical College, Hulunbeier 021000, China)
This article introduces the welding procedure, analysis and control of welding deformation for large disk type rotor spider in site assembly and welding. The structure of this rotor spider is straight arm disk type. The site welding seams include circular welds between center body and arms, the longitudinal welds between center body and arms, the horizontal welds among the arms, the length of which is almost 79524mm. It is difficult to perform site assembly and welding and to control the welding deformation in site. With the analysis on the main dimensions after different processes, this article confirms that different welds have different effects on the main dimensions. Then proper technical procedure and adjustment of welding sequences have been performed, which makes control of welding deformation and satisfaction of dimensional requirements fulfilled.
hydro-generator; rotor spider; site assembly and welding; welding deformation.
TM303.3
A
1000-3983(2014)04-0051-04
2013-08-27
张杰英(1965-),1987年7月毕业于内蒙古工业大学,现任教师职务,副教授。

审稿人:王 波
猜你喜欢
时代邮刊·下半月(2022年5期)2022-05-20
水力发电(2021年1期)2021-04-15
科技风(2020年28期)2020-11-02
小太阳画报(2020年8期)2020-10-15
建材与装饰(2020年6期)2020-03-18
水电站机电技术(2019年1期)2019-01-22
商品与质量(2018年34期)2018-12-06
幼儿智力世界(2016年8期)2016-05-14
焊接(2016年1期)2016-02-27
制造技术与机床(2015年10期)2015-04-09