
基于成组技术的零件分类与编码
2014-10-13 14:17杨笋
精密制造与自动化 2014年1期
杨 笋
基于成组技术的零件分类与编码
杨 笋
(河南省经济管理学校 机械工程系 河南南阳 473009)
为有效整合企业管理,结合企业内部的管理体制和工作方式,介绍了成组技术的应用。成组技术是合理组织中小批量生产的系统方法,主要用于对零件进行分类与编码。详细介绍了采用成组技术对典型零件进行分类编码系统的结构和借助计算机进行自动分类的方法,对实践有一定的指导意义。
成组技术 分类编码系统 计算机辅助编码
成组技术是一项现代组织管理技术,也是一门生成技术科学。成组技术是将多种零件按其工艺的相似性进行分离并形成零件组,把在同一零件组中生产量小的零件汇集成生产量大的组,从而使小批量生产获得接近于大批量生产的经济效益。
按一定的相似性标准将有关事务归类成组是实施成组技术的基础。过去,整理识别这些相似性工作需要人工完成,这不仅要求工作人员有丰富的实践经验,而且成本很高,工作效率也低,准确度差。目前,成组技术中的许多工作都可以借助计算机来完成。
1 分类编码系统
零件分类编码系统是将零件进行分类编码的一种工具,是成组技术的重要组成部分,也是实施成组技术的重要手段。只有首先建立相应的零件分类编码系统,应用这个编码系统使零件的有关信息代码化,根据代码对零件进行分类分组,才能以成组的方式组织生产[1]。
1.1 零件分类编码系统的结构
零件分类编码系统的结构由一系列分类环节和分类标志所组成。在表格式分类系统中,分类环节可进一步分为横向环节(粗分环节或码位)和纵向环节(细分环节)。每一个横向环节都有相应的一串纵向环节,即每一个纵向环节总是属于某个横向环节[2]。
在安排横向环节分类标志的顺序时,先安排与设计检索有关的,再安排与工艺有关的。在安排与工艺有关的分类标志时,应考虑加工的先后顺序。纵向分类环节标志一般遵循由简到繁、由一般到特殊的原则,如图1所示。
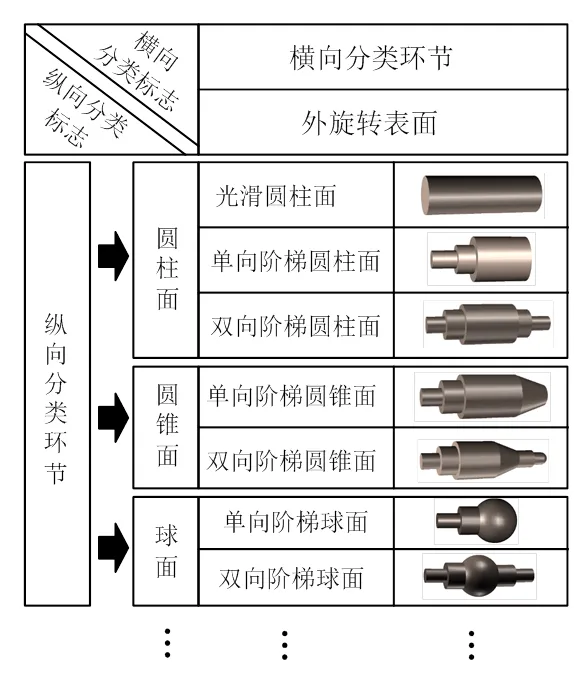
图1 横向环节与纵向环节相互关系
分类编码系统各码位之间的结构有链式结构、树式结构和混合式结构3种。
1.2 典型的分类编码系统
1)奥匹兹分类编码系统(OPITZ)
该编码系统是德国亚琛工业大学机床与生产工程实验室在奥匹兹教授指导下制定的一种通用零件分类系统。
2)JLBM-1系统
该编码系统是我国机械工业部门为在机械加工中推行成组技术而开发的一种零件编码系统。JLBM-1系统是一个十进制十五位代码的混合结构分类编码系统。
JLBM-1系统的结构基本上和奥匹兹系统相同,只是为了弥补奥匹兹系统的不足,将其形状加工码予以扩充。把奥匹兹系统的零件类别码改为零件功能名称码,把热处理标志从奥匹兹系统中的材料热处理码中独立出来,主要尺寸码也由原来的一个环节扩大为两个环节。
2 零件分类成组
2.1 零件分类标准及其应用
按照分类编码系统可以将零件按照一定的相似性特征分成为设计族、加工族、数控族和管理族[3]。零件分类标准及其应用见表1。
表1 零件族特征及应用
零件族类型相似性特征应 用 设计族零件功能、几何形状、材料、成形方法及加工特点等零件图样检索,设计合理化及标准化 加工族零件几何形状、加工工艺材料、毛坯类型、加工尺寸、加工设备及工艺设备成组加工、设备布置、成组工艺过程设计、CAM等 数控族按数控加工相似性分类,相似特征与加工族相同NC机床使用合理化,简化数控编程工作,限制程序设计的多样性,减少加工刀具的种类 管理族批量、制造指令停留时间,工装种类信复杂程序,制造加工复杂程度等合理安排作用计划和载荷的调整、补偿,拟定指令的替换方案,建立计算机辅助管理系统
2.2 编码分类法
1)特征码位法
按编码分类时,若把编码完全相同的零件归属为一个零件组,就要求同组零件有更多的特征属性相似,会使零件组数过多,而每组零件种类却很少,可能出现的组数最大值Gmax=10N(N为码位)。图2表示特征码位法的零件分类。特征码位取1、2、6、7,其规定的代码相应的取0、4、3、0,凡零件的相应代码与其相同的均归属同一零件组。

(a)特征码位
(b)零件简图及编码
图2 特征码位法
2)码域法
适当放宽每一码位相似特征方面的范围,允许编码不同,但具有一定特征相似性的零件仍可归属同一零件组,即适当扩大成组的零件种数。
采用相似性特征矩阵,在矩阵内规定每一码位的码域。当零件编码的每一码位代码都包括在相应的码域内,则称该零件与此特征矩阵相匹配,符合相似性标准,归属一个零件族。
图3所示的3种零件,虽然编码各不相同,可能出现的零件编码数Fmax=Zi(Zi为第i码位的相似性码域值)。若按全码位分类,每个零件组只有一种零件码,而按此法分类却可包括2 560种编码,大大提高了零件族的零件数。
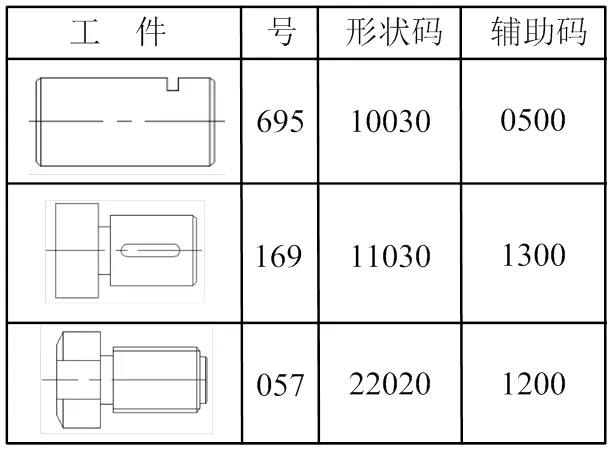
(a) 零件简图及编码
(b) 零件族特征矩阵
图3 码域法
3)特征位码域法
特征位码域法是上述两种方法的综合,既抓住零件分类的主要特征方面,又适当放宽其相似性要求。图4所示的零件族特征矩阵只注意1、2、6、7码位的特征相似性,因此将允许有更多的零件种数进入零件族[4]。
3 计算机辅助编码和分类
3.1 计算机辅助编码
计算机辅助编码一般分为4种形式:
1)问答式
一种人机对话方式。计算机根据预先提供的程序软件在显示屏上提出问题,编码人员通过键盘回答“是”或“否”,直到计算机认为回答满意为止。然后计算机根据全部答复自动打印出编号的零件代码。这种方式的主要缺点是对话时间较长。
2)选择式
一种人机对话方式。计算机在屏幕上用菜单方式显示出一组提示,要求操作人员从中挑选一项,并将选定的项目输入计算机。只要顺次逐个码位提问,即能编出零件代码。这种方式的对话时间较少,但编辑的准确率往往与操作人员对分析特征项定义的熟练程度有关。
3)组合式
上述两种方式结合的人机对话方式。
4)光电图象识别式
利用摄像机和计算机相结合的光电识别法对零件图进行扫描,摄像机将摄得的几何图形信号送入计算机进行处理和编码。
3.2 计算机辅助分类
为了利用计算机进行自动分类,在确定了各类零件的相似性特性矩阵表后,必须把矩阵表转换成计算机能识别的形式。例如将矩阵特征的每一列作为一个字符来处理。如图4所示,第一列可记为0110000000,第2列可记为1111000000,而非特征码就不予考虑。这样,有几个特征码位就有几个字符串(或二进制数),然后将这些字符串作为文件存入磁盘供使用。在进行零件分类时,先调用一个矩阵依次与所需分类的零件代码进行比较,若零件的有关码位都符合该特征矩阵,就说明该零件属于这类零件组。待全部零件与该矩阵比较后,就能将属于这个零件组的全部零件打印输出,直到全部零件或所有矩阵都比较完为止。

图4 特征位码域法
4 结语
成组技术是计算机辅助制造的基础,将成组理念用于设计、制造和管理等整个生产系统,能够获得最大的经济效益。全面采用成组技术会从根本上影响企业内部的管理体制和工作方式,提高标准化、专业化和自动化程度。
[1] 张培忠.柔性制造系统[M].北京:机械工业出版社,1998.
[2] 周宏明,周余庆,陈亚绒,付培红.面向多品种变批量生产的制造单元生成方法[J].计算机集成制造系统,2010(12):2589-2595.
[3] 李少帅,乔立红.成组夹具参数化设计方法研究[J].成组技术与生产现代化,2010(3):18-23.
[4] 张新杰.注塑模具分类编码系统的设计[J].青岛农业大学学报,2010(3):244-247.
猜你喜欢
小学生学习指导(中年级)(2021年12期)2021-12-30
昆明医科大学学报(2021年4期)2021-07-23
计算机技术与发展(2019年1期)2019-01-19
疯狂英语·新读写(2018年3期)2018-11-29
读与写·教育教学版(2017年10期)2017-11-10
雪莲(2017年2期)2017-05-12
环球市场信息导报(2017年1期)2017-04-08
南都周刊(2015年4期)2015-09-10
南都周刊(2015年3期)2015-09-10
南都周刊(2015年1期)2015-09-10
