异形刀具在蜗轮槽零件加工中的应用
2014-10-12 05:56:12威海职业学院山东264210于国军丛高祥张玉东周元华于守龙
金属加工(冷加工) 2014年13期
威海职业学院 (山东 264210) 于国军 丛高祥 张玉东 周元华 于守龙
万能镗头 (见图1)是威海天诺数控机械有限公司生产的部优产品,蜗轮蜗杆传动结构使其具有径向自动进给的功能,备受客户好评。蜗轮槽加工精度是影响万能镗头性能的主要因素。

图1
1.工艺分析
蜗轮槽加工尺寸如图2所示。在卧式铣床上粗铣φ32 mm×mm槽尺寸至φ32.4 mm×38 mm,粗镗mm尺寸至39.7 mm,镗2.5 mm×0.5 mm空刀,铣底面5 mm×46 mm支撑环槽至尺寸,装配前精镗mm槽尺寸,槽两侧面平行度≤0.01 mm,与基准垂直度≤0.01 mm。
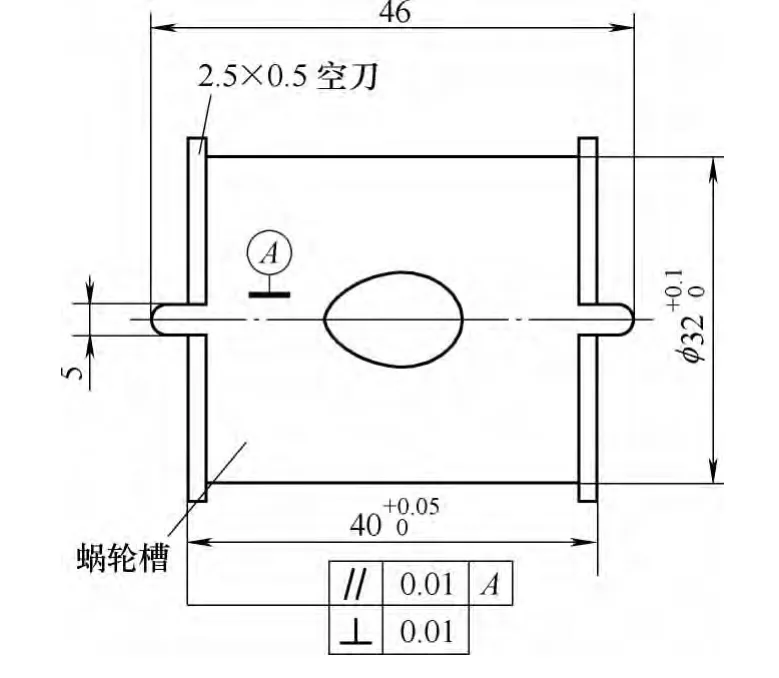
图2
在卧式镗床上自制镗刀头 (见图 3),材料W18Cr4V,刃宽2.5 mm,在线切割机床上按尺寸加工,工具磨床磨削7°前角、5°后角和R0.2 mm刀尖圆角。
把镗刀头用M5内六角头螺钉紧固在镗杆上,镗削速度12 m/min,背镗量0.2 mm、0.06 mm/r,镗削蜗轮槽两侧。
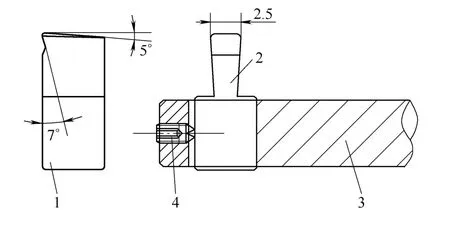
图3
由于5 mm×46 mm支撑环槽的影响及镗刀头刚度不足,镗削时断续切削,出现蹦刀现象,导致加工的蜗轮槽口上宽、下窄,槽侧面平行度尺寸超差,装配时须配做区间较多的调整垫圈,装配难度大,生产效率低,影响产品的性能。
2.工艺改进
(1)在立式加工中心机床上用夹具定位零件加工蜗轮槽。

图4
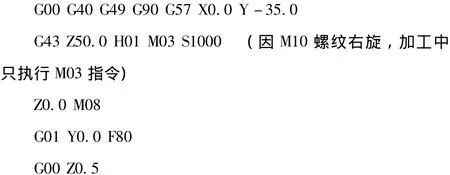
(4)程序如下:

3.检测
检测加工零件,蜗轮槽尺寸为40+0.040mm,槽侧面平行度0.004 mm,垂直度0.004 mm,精度符合设计要求。
4.结语
批量加工蜗轮槽,尺寸一致性好,稳定性好,装配配做调整垫圈区间缩小了1/3,零件加工效率提高了4倍,缩短了生产周期,提高了产品性能,此法对小尺寸蜗轮槽的加工具有一定的应用推广价值。
猜你喜欢
汽车零部件(2022年9期)2022-09-30 00:54:20
机械设计与制造工程(2021年3期)2021-04-16 14:48:46
制冷技术(2021年1期)2021-03-31 09:02:34
经济技术协作信息(2020年30期)2020-10-28 08:56:12
中国特种设备安全(2019年8期)2019-10-14 00:32:34
设备管理与维修(2019年12期)2019-02-18 00:51:40
化肥设计(2018年2期)2018-05-18 12:23:17
防爆电机(2016年5期)2016-11-19 05:10:22
邵阳学院学报(自然科学版)(2015年2期)2015-06-05 12:22:39
机械工程师(2015年10期)2015-02-02 01:13:42