
雷贝拉唑钠肠溶片中试放大的工艺研究
2014-10-10 06:13蒋洁倩
机电信息 2014年8期
蒋洁倩
(上海信谊药厂有限公司,上海201206)
0 引言
雷贝拉唑钠是新一代H+-K+-ATP酶质子泵抑制剂,具有选择性地抑制胃酸分泌的作用,有抑酸快速、持久及抑酸能力强劲的优势,其体外抗Hp作用较强,不良反应轻微,临床应用广泛。雷贝拉唑钠性质不稳定,对热、湿和pH值敏感,雷贝拉唑钠肠溶片对生产工艺的要求很高。
通常生产工艺与生产的量相关联,生产工艺在实验室小试、中试车间的中试以及生产车间的大生产都是有差异的。为了保证产品的质量稳定和可靠,本文对雷贝拉唑钠肠溶片的中试放大工艺进行了充分研究,获得了稳定的可控的工艺参数。
1 试验部分
1.1 仪器与设备
1.1.1 中试规模仪器与设备
中试规模仪器与设备:PMA25型实验用湿法混合制粒机(GEA);YK60型摇摆式颗粒机(上海天祥健台制药机械有限公司);CT-CI型热风循环烘箱(常州市干燥设备厂);GH-0.05型V型混合机(苏州市吴县前进机械厂);ZP19型旋转式压片机(上海远东制药机械总厂);O’Hara Labcoat M型实验型包衣机(O’Hara Technologies Inc.)。
1.1.2 放大规模仪器与设备
放大规模仪器与设备:LM-50型搅拌制粒机(瑞安市林敏机械制造厂);YK-160型摇摆制粒机(上海远东制药机械总厂);RXH-C型热风循环烘箱(上海华东制药机械有限公司);V-0.15型V型混合机(上海天和制药机械有限公司);ZP-35A型旋转式压片机(上海天和制药机械厂);BGB-10C型高效包衣机(温州市制药设备厂);DPP-250型铝塑包装机(上海江南制药机械有限公司);BMS8012-B型均质机(ABB公司)。
1.2 工艺流程
雷贝拉唑钠肠溶片的工艺流程如图1所示。

图1 雷贝拉唑钠肠溶片的工艺流程示意图
1.3 试验方法
1.3.1 中试规模工艺参数的筛选
中试生产是从实验室过渡到工业生产过程中必不可少的环节,在放大中试研究的过程中进一步考查和完善工艺路线,进行工艺参数的筛选与优化,以取得稳定的可控数据。
1.3.2 放大规模工艺参数的筛选与优化
在中试规模的基础上,结合车间生产的实际情况,分别对生产规模(10 kg级量)的制粒、压片、包衣等工艺参数进行了研究,对中试工艺进行微调,并及时解决在生产中可能出现的问题,同时进一步验证和优化各参数。
2 结果与讨论
2.1 中试规模工艺参数的筛选结果
2.1.1 搅拌制粒参数的选择
颗粒制备质量是影响压片、包衣工艺以及药物释放度的关键因素。制粒工艺参数是本课题中的关键工艺参数之一。现对中试5 kg级量制粒工艺中不同的搅拌刀转速和制粒时间等参数进行筛选和优化。
按处方量称取原辅料,置搅拌制粒机中混合7 min,开启搅拌刀,设定其转速,加入黏合剂,搅拌均匀,开动制粒刀,搅拌制粒,制软材。湿颗粒过24目尼龙筛整粒。
采用不同的搅拌刀转速和制粒时间,如表1所示,制备一系列的颗粒。取颗粒编号为1~5,分别过24目尼龙筛,按要求烘干,干颗粒以20目筛整粒。

表1 不同的搅拌刀转速与制粒时间
在上述颗粒中加入处方量的淀粉和硬脂酸镁,分别混合,在同一压片条件下压制成素片,考察崩解的变化,结果如表2所示。
结果与讨论:当成品释放度较好时,素片最佳的崩解时间为2~3 min,最长不超过5 min。表2中颗粒1、颗粒2、颗粒3可获得较好的崩解效果,由以上试验可知:(1)随搅拌时间的延长和浆量的增加,颗粒由松变硬,崩解时间延长;(2)将搅拌刀转速定为300 r/min,制粒效果较好。润滑剂硬脂酸镁的加入会影响崩解度和溶出度,混合时间为2~4 min时,既可混合均匀,又能保证符合崩解的要求。
2.1.2 中试规模(5 kg)制粒最佳工艺参数
中试规模(5 kg)制粒的最佳工艺参数为:搅拌转速为300 r/min,快档制粒2 min,总混时间2~4 min。
由于硬脂酸镁其呈疏水性并能阻滞药物从固体剂型中溶出,因此在处方中应尽量使其浓度降至最低。若硬脂酸镁的使用量过大,会使片剂产生软化效应。在将硬脂酸镁和片剂颗粒混合时,混合时间增加会引起片剂溶出速度和破脆强度降低,因此硬脂酸镁的混合时间应谨慎控制。基于硬脂酸镁呈片状结构,若加完硬脂酸镁后混合时间太长,其结果会导致硬脂酸镁完全平铺在颗粒表面,当颗粒为塑性材料时,在压片后特别容易发生影响溶出度的情况;当颗粒为脆性时,压片后会有新的界面产生,对溶出度的影响小一点。
2.2 放大规模工艺参数筛选与优化
2.2.1 搅拌制粒工艺参数筛选与优化
在中试规模的基础上,对生产规模(10 kg级量)的制粒参数进行了研究,进一步确定和验证制粒参数范围,采用不同的搅拌刀转速和制粒时间,制备一系列的颗粒,如表3所示。
取颗粒编号1~7,分别过24目尼龙筛,按要求烘干,干颗粒以20目筛整粒。各颗粒性质分析如表4所示。
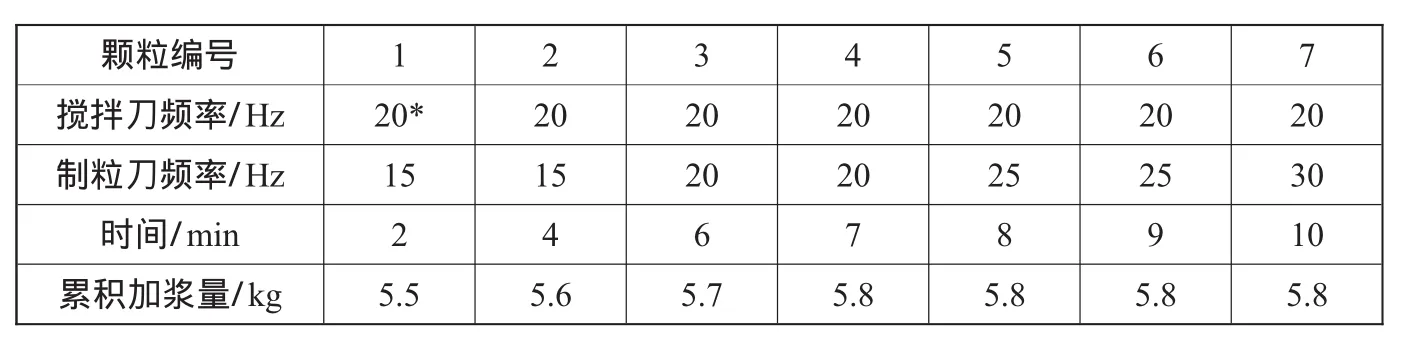
表3 不同的搅拌刀转速与制粒时间
讨论和结论:(1)随搅拌时间和浆量的增加,颗粒粒径逐渐变大;(2)在制粒阶段,当搅拌刀转速频率为20 Hz、持续时间2~4 min时,所得的颗粒崩解速度快;(3)与外加辅料的最佳混

表4 颗粒的性质
取上述7种颗粒加入处方量的淀粉和硬脂酸镁,分别混合,压制成素片,考察崩解度的变化,结果如表5所示。合时间为2~4 min。
2.2.2 压片工艺研究
在上述优化的制粒工艺参数下制备颗粒,在压片机不同的主压力下,考察主压力与压制片素片硬度的关系,确定压力范围,结果如表6与图2所示。
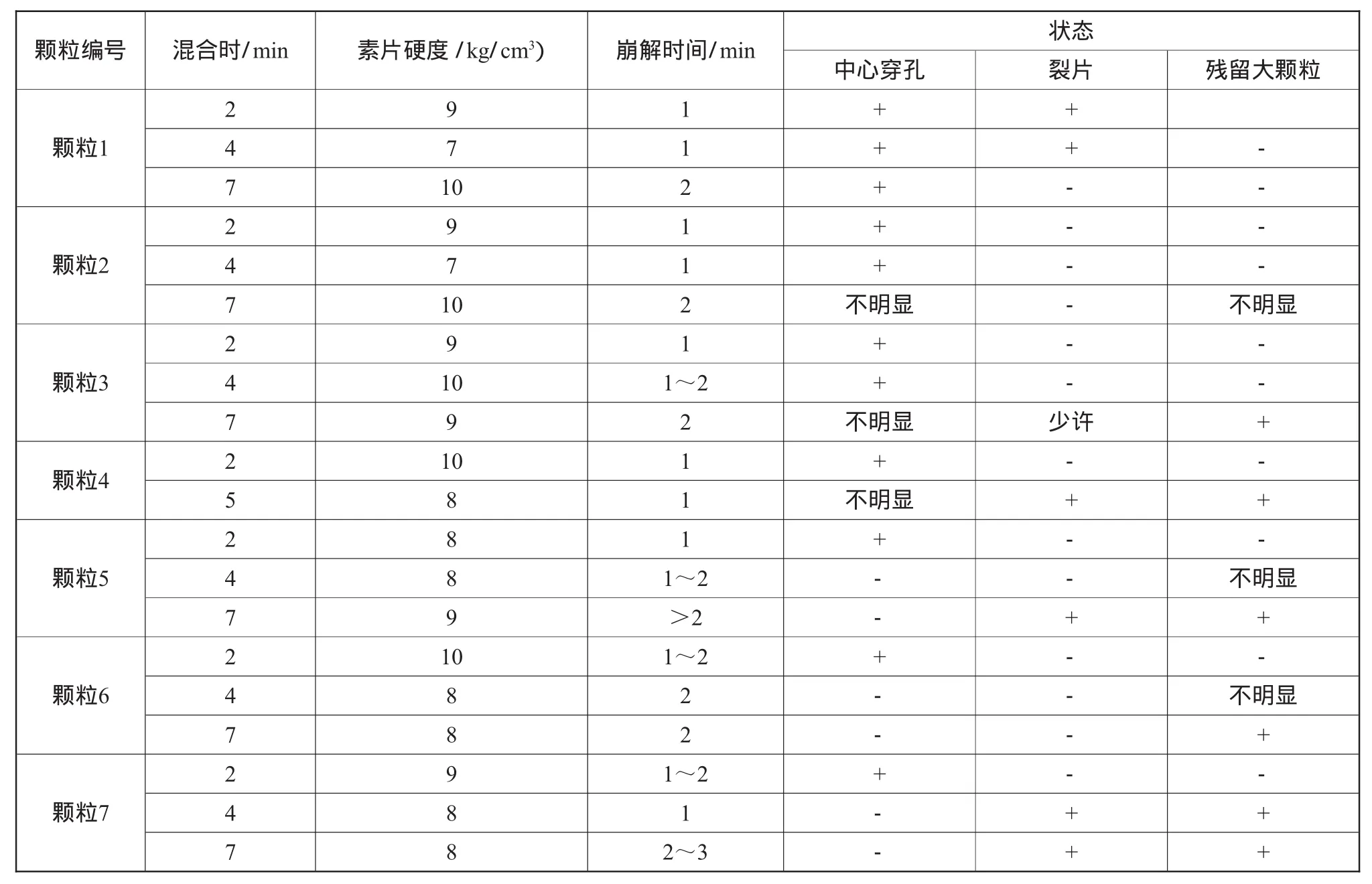
表5 各颗粒的崩解情况

表6 素片硬度与压片机主压力的关系

图2 素片硬度与压片机主压力的关系
结论:本品需经2次包衣(隔离层和肠溶衣),因此要求素片有一定的硬度。由上述的试验可知,压片机主压力为170~230 MPa时,素片硬度为7~9 kg/cm3。
2.2.3 隔离层包衣增重量与崩解关系
该品种对包衣工艺的要求很高,衣层要尽量厚,覆盖要完全,以减少小孔数量。但是因其需保证有较好的释放度,衣层又不能过厚。取同一批素片,在同一条件下进行隔离层包衣,考察隔离层不同增重量对崩解的影响,结果如表7与图3所示。

表7 隔离层增重与崩解时间的关系
结论:随着隔离层厚度的增加,崩解时间有明显的延长,当隔离层增重量为2.5%~3.7%时,衣膜既有足够的厚度,又有较好的崩解状态。
2.2.4 隔离层增重与释放度的关系取070325批号的素片,同一条件下平行包3份隔离层,隔离层增重分别为2.7%(a)、3.0%(b)、3.5%(c),然后包肠溶层,肠溶层增重均为10.5%。测定3份不同隔离层增重的成品的释放度,结果如表8与图4所示。

图3 隔离层增重与崩解时间的关系

图4 不同隔离层增重的成品释放曲线
结论:按照上述工艺参数进行隔离层包衣,当隔离层增重2.5%~3.5%时,片面光滑,包衣膜均匀、厚度适中,崩解时间小于15 min,释放度符合要求。
2.2.5 肠溶层包衣研究
肠溶层为功能性肠溶衣膜,包衣需足够量的增重量以满足耐酸力的要求。但是,当肠溶层包衣增重过多,药物释放度会下降。肠溶层包衣增重量既要满足耐酸力的要求,又需保证释放度。本文分别考察了肠溶层不同增重量对耐酸力和释放度的影响,具体结果如下:
2.2.5.1 肠溶层包衣增重对耐酸力的影响
考察肠溶层包衣增重对耐酸力的影响,结果如表9所示。

表9 肠溶层包衣增重量对耐酸力的影响(n=6)
结论:肠溶层包衣增重量≥8.24%时,样品耐酸力符合要求。
2.2.5.2 肠溶层包衣增重对释放度的影响
考察肠溶层包衣增重对本品释放度的影响,结果如表10与图5所示。

表10 肠溶层包衣增重量对释放度的影响

表11 不同包衣增重下的释放曲线(批号070707,n=6)

图5 包衣增重量与释放度关系曲线
2.2.6 包衣增重对释放度的影响
考察包衣增重对本品释放度的影响,结果如表11与图6所示。

图6 包衣增重对释放曲线的影响
结论:(1)3批生产规模的片子,当包衣增重8.3%~11.2%时,释放曲线相似;(2)包衣增重在8.3%~11.2%范围时,释放度均符合质量标准的要求(≥80%)。
结论:当肠溶衣层增重>8.24%,耐酸力试验符合要求。当肠溶衣层增重在5.8%~12%的范围内时,衣膜厚度对释放度无明显影响。为了充分保证在实际生产中样品有合格耐酸力,肠溶衣层增重范围为10%~12%较佳。
2.2.7 乙醇残留量研究
在生产工艺中,采用乙醇作为黏合剂和包衣的溶剂,按照药典规定对乙醇的残留量进行了研究。分别考察了连续3批样品的隔离层和肠溶层包衣完毕后干燥时间对乙醇残留影响。
2.2.7.1 隔离层干燥时间对乙醇残留量的影响
批号:070707、070708、070709;生产规模:8万片/批;烘箱温度:35~40℃。其结果如表12所示。

表12 隔离层包衣后干燥时间与乙醇残留量
结论:隔离层包衣完毕后,干燥3 h,乙醇残留基本达到平衡,最大残留量为0.1%。隔离层干燥的时间为3 h。
2.2.7.2 肠溶包衣后干燥时间对乙醇残留量的影响
批号:070707、070708、070709;生产规模:8万片/批;烘箱温度:35~40℃。其结果如表13所示。
结论:由此可知,肠溶层包衣干燥时间3 h后,乙醇残留量变化不大。肠溶层包衣干燥时间为3 h。
3 结论
3.1 中试规模
雷贝拉唑钠肠溶片的中试规模工艺参数汇总如表14所示。

表13 肠溶层包衣后干燥时间与乙醇残留量
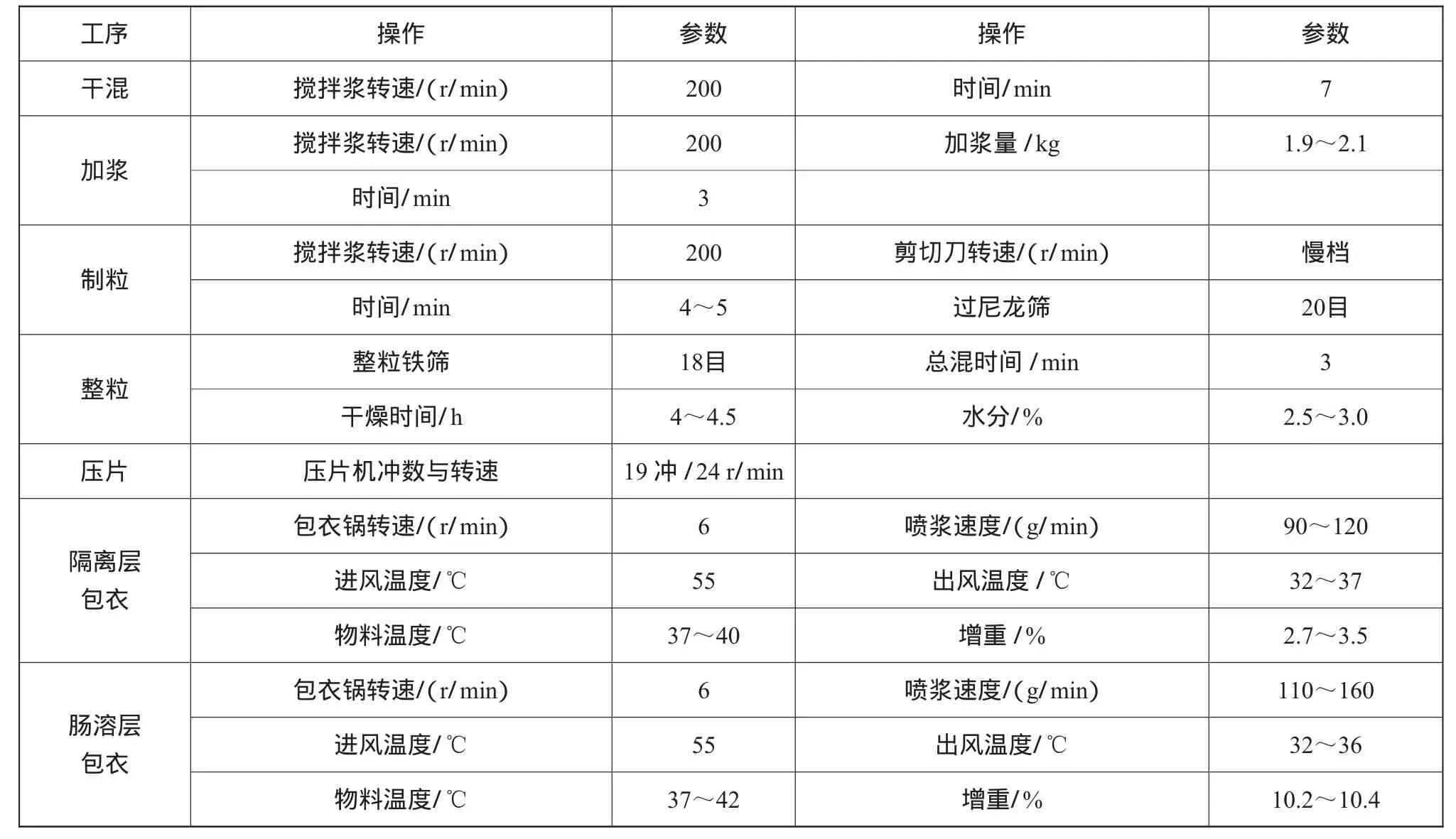
表14 中试规模工艺参数汇总
3.2 放大规模
雷贝拉唑钠肠溶片在车间生产规模下的工艺参数如表15所示。程的工艺进行研究,逐步由从实验室过渡到工业生产,对工艺参数进行了进一步的筛选与优化,最终取得了稳定可行的数据。
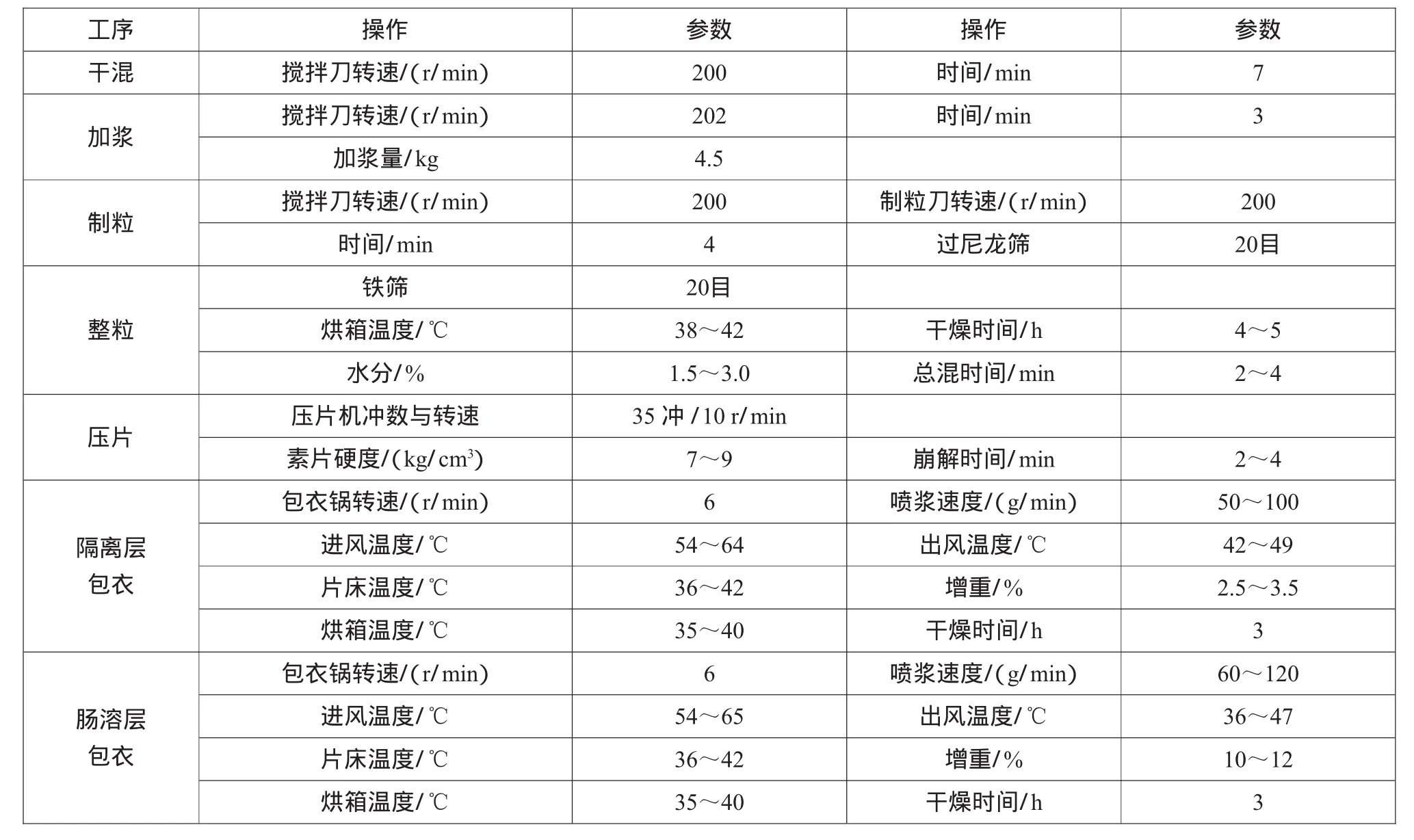
表15 车间生产规模下的工艺参数
4 结语
工艺参数是在试验基础上得到的经验证的科学的可控的参数。通过对雷贝拉唑钠肠溶片的中试、放大过
猜你喜欢
中南大学学报(自然科学版)(2022年8期)2022-09-21
中华养生保健(2020年8期)2021-01-14
中国蜂业(2019年3期)2019-04-03
中国饲料(2018年22期)2018-12-13
中成药(2018年4期)2018-04-26
中华胃食管反流病电子杂志(2017年2期)2017-10-27
家庭用药(2017年5期)2017-05-26
西南国防医药(2016年6期)2016-12-01
当代化工研究(2016年7期)2016-03-20
中国卫生标准管理(2015年25期)2016-01-14
