
节能节材的星形套“热—冷”联合成形
2014-10-10 09:18:42徐祥龙江苏森威精锻有限公司
锻造与冲压 2014年23期
文/徐祥龙·江苏森威精锻有限公司
节能节材的星形套“热—冷”联合成形
文/徐祥龙·江苏森威精锻有限公司
星形套也称“内星轮”(图1)是汽车等速万向节关键零件之一。星形套是具有复杂外形特征的精密零件,外球面和6个沟道都必须淬硬并完成精密加工,内孔是精密的渐开线花键孔。星形套各装配表面为数控磨削或精密硬车/硬铣加工出的三维复杂表面。星形套一般采用低碳合金钢渗碳淬火硬化,常用的材料有SCM420H、SAE8620H或16MnCr5等。
星形套精密成形
星形套的热精锻成形
由于等速万向节星形套是大批量生产的汽车关键零部件,因此,精密锻造是星形套毛坯成形优先考虑的成形工艺。

图1 星形套产品
⑴星形套传统锻造工艺。
星形套最早的成形工艺是热锻→机加工成形工艺。热锻→铣槽成形工艺由于材料利用率低、后续铣槽加工生产效率低、制造成本高,不能适应等速万向节的大批量经济化生产,因此很快就被星形套精密成形工艺所替代。
⑵星形套热精锻成形工艺。
早期的星形套精锻毛坯采用热精锻工艺生产,依次经下料、热锻成形、切飞边、冲孔完成。星形套热精锻提高了材料利用率,减少了沟道铣加工工作量。由于星形套热精锻毛坯的形状和尺寸精度有限,加工余量较大,如热处理后直接磨削,很容易烧伤砂轮。另外,切边残留的剪切毛刺对磨削也有严重影响。因此,热精锻星形套毛坯在成形后还需精车和精铣加工。以上缺点使得星形套的热精锻工艺较少应用于大批量的配套生产中。但普通热精锻设备投资小,模具结构简单,适合于售后市场的多品种小批量生产。
⑶星形套高速热镦锻成形。
随着制造技术的进步,高速热镦锻机被用于星形套的精密成形,使热精锻毛坯的精度有所提高;星形套的热处理后硬车和硬铣工艺,使得切边毛刺和加工余量大的问题得以解决,因此,在等速万向节大批量配套生产场合,也有成功使用高速热镦锻毛坯的案例。图2所示的是用于星形套高速精密热镦锻成形的瑞士哈特贝尔AMP30S高速热镦锻机,锻造温度1180℃,生产效率高达120件/min。它是当前星形套最高效率的成形设备,不足之处是锻件有切边毛刺,而且锻造精度稍低。

图2 哈特贝尔高速热镦锻机
星形套的闭塞冷锻成形
星形套闭塞冷锻成形是当代应用最广泛的精密成形工艺。这是一种无飞边的精密成形工艺,广泛应用于中小型复杂零件的批量生产中。闭塞成形的星形套冷锻毛坯,如图3所示。星形套闭塞冷锻成形流程如下:棒料剥皮→锯切下料→球化退火→抛丸→磷、皂化处理→毛坯冷整形→闭塞冷锻成形→冲孔。

图3 闭塞成形的星形套冷锻毛坯
⑴闭塞冷锻成形的突出优点:1)无飞边;2)材料利用率高;3)成形精度高、表面质量好,成形表面达到少、无切削水平,热处理后沟道可直接磨削;4)模具寿命高;5)单位能源消耗比传统热锻工艺有较大幅度降低;6)生产效率达到20件/min左右,适合于大批量生产。
⑵闭塞冷锻成形的不足之处:1)工艺流程长;2)工艺流程中球化退火工序周期达48h,而且是主要能耗工序;3)冷锻变形抗力大,要使用大吨位压力机,设备投资大;4)锻件组织为球化退火组织,切削性能很差;5)退火和磷、皂化工序的间歇生产特征,难以改造为流程化生产模式,不利于生产管理模式的进步;6)工艺流程中的磷、皂化处理有严重的环保问题。
星形套闭塞冷锻成形虽然有以上缺点,但成形精度好、模具寿命长及生产效率高的突出优点,使闭塞冷锻在星形套的精密成形生产中占据了主导地位,特别是在日本,绝大部分星形套都是用闭塞冷锻工艺成形。
星形套的闭塞温锻
对环境污染越来越严格的管制,促使企业尽一切可能来寻求避免使用磷化处理的精密成形工艺。特别是在欧洲,各国政府的环保部门一直在酝酿要彻底取消磷化处理工序。因此,欧洲的企业在取消磷化生产工序方面更加迫切。20世纪90年代以来,钢铁温锻成形技术日渐成熟,并很快被应用于等速万向节星形套的精密成形生产中。
⑴星形套闭塞温锻工艺流程。
星形套温锻成形工艺流程与冷锻相似:棒料剥皮→锯切下料→抛丸→预热(150℃)→石墨涂层处理→感应加热(850℃)→温锻整形→闭塞温锻成形→冲孔→控制冷却→抛丸。
⑵星形套闭塞温锻优点:1)生产周期短。星形套温锻工艺与冷锻相似,但冷锻长达2昼夜的球化退火被温锻短短几分钟的感应加热所取代,所以生产周期得以大幅度缩短;2)能耗低。温锻加热能耗小于球化退火;温锻成形力小,锻造能耗也小;3)生产效率高;4)材料利用率高;5)通过控制冷却,可将锻件组织和硬度调整到切削性能较好状态;6)投资少。成形设备的吨位小于冷锻,因此,设备投资也小于冷锻;7)易实现流程化生产;8)没有严重的环保问题。温锻不用磷皂化处理,没有含磷废水排放污染环境问题。
⑶星形套闭塞温锻的缺点:1)温锻的模具冷却—润滑远比热锻和冷锻要求苛刻;2)温锻件形状、尺寸精度和表面质量不及冷锻件。
由于温锻星形套毛坯精度稍低于冷锻毛坯,因此,星形套的沟道和外球面需精密加工的表面上留有比冷锻毛坯稍大的加工余量。偏大的磨削余量容易引起磨削烧伤,并使砂轮消耗过大。但当星形套的热处理后加工采用对加工余量不太敏感的硬车和硬铣加工时,温锻星形套加工余量偏大的不足能被容忍。因此,星形套闭塞温锻在等速万向节的配套生产中得到较多的应用。
星形套“热—冷”联合成形
课题的提出
星形套闭塞冷锻工艺具有节能节材和毛坯精密化、生产效率高的特殊优点,但冷锻工艺生产流程复杂,生产周期较长,对当代制造业追求个性化生产的趋势,强调小批量多品种生产很不适应;闭塞冷锻工艺流程中的退火和磷、皂化处理为间歇生产模式,对提倡“一个流”的精益生产管理,显露出越来越不协调的趋势;闭塞冷锻工艺难以解决含磷排放的环保管制;星形套温锻工艺具有与冷锻相似的优点,而且生产流程简单、生产周期很短。但温锻毛坯精度方面的不足妨碍了温锻工艺的进一步推广。在这种形势下,我们希望开发的星形套成形工艺,来解决高精度和低成本、高效率和短流程之间的矛盾。
新工艺的工艺目标
与闭塞冷锻相当的表面质量及精度;与冷锻、温锻相当的材料利用率;高于闭塞温锻和闭塞冷锻的生产效率;低于冷锻、温锻、热精锻等传统工艺的生产成本;流程短,最好能实现流程化生产;取消磷酸盐皮膜处理。
星形套“热—冷”联合成形新工艺
几年前,针对上述目标,江苏森威精锻有限公司与瑞士哈特贝尔公司合作开发了以高速热镦锻与闭塞冷锻联合成形的新工艺。
⑴工艺过程简介。
棒材剥皮→感应加热(1180℃)→高速热镦锻成形→控制冷却→抛丸→润滑处理→闭塞冷精整→冲孔(或钻孔)。
⑵关键工序。
1)高速热镦锻成形(预成形)是星形套“热—冷”联合成形的关键工序。新工艺充分发挥高速热镦锻技术的低成本、高效率的生产特点,将星形套由棒料到锻件的大部分变形量安排在高速热镦锻工序中完成。从热镦机下来的毛坯已按最终锻件形状基本完成体积的分配,而星形套毛坯的最终精度由后续闭塞冷锻来完成。但高速热镦锻机传统的锻造产品主要是轴承套圈和六角螺帽等形状相对简单的锻件。这一类锻件的成形和脱模都比较容易,生产过程稳定,生产效率高达120~140个/ min,模具寿命在1.5万件左右。而星形套预成形锻件形状复杂,锻件的外轮廓面积要比圆筒类锻件大得多。因此,星形套毛坯的高速热镦锻成形遇到了成形充填不足和脱模困难的难题。通过数字模拟分析和采用特种润滑剂,解决了成形问题和脱模问题,使星形套“热—冷”联合成形工艺终于投产。
2)控制冷却工序。在闭塞冷锻中,球化退火是使毛坯获得足够的塑性和较低的变形抗力的关键工序。但球化退火是高能耗工艺,其能源消耗占了总能耗的一半以上。新工艺的最终成形工序虽然也是闭塞冷锻,但由于在前工序预成形中已将毛坯材料按最终锻件形状做好了体积分配,因此在闭塞冷锻成形时,毛坯材料流动路径短,变形小,所以不需采用以球化退火来获得塑性和硬度的最佳状态,而以充分利用锻造余热的控制冷却来调整工件的组织和硬度,即可顺利完成后续的闭塞冷锻成形,并且有较高的模具寿命。
3)润滑工序。因为高速热镦锻(预成形)已基本完成材料的体积分配,到最终成形工序时,材料的流动和变形都被控制在相当于冷镦―整形的变形范围内,因此,可以用简单的高分子润滑剂浸渍处理来替代有严重环保问题的磷、皂化处理。实践证明,浸渍高分子润滑剂的毛坯与经过磷、皂化处理的毛坯在成形性能和脱模效果方面没有明显差异,模具寿命也没有明显影响,但高分子润滑处理成本略高于磷、皂化处理。
4)闭塞冷精整成形。新工艺的闭塞冷精整成形与传统的闭塞冷锻成形没有什么大的差异,是很成熟的成形技术,只是变形量更小一点。因此,称之为“闭塞冷精整”更确切一些。另外,如上所述,对毛坯的润滑处理也可简单化。
⑶关键设备。
1)高速热镦锻机。目前,全世界能生产高速热镦锻机的工厂也没几个。我们曾经在日本阪村的高速热镦锻机上完成过热成形试验。目前我们使用的是瑞士哈特贝尔(HATEBUR)AMP-30S高速热镦锻机(图2),为完成星形套的预成形作了一些改装,该成形机生产星形套时生产速度高达100件/min以上。
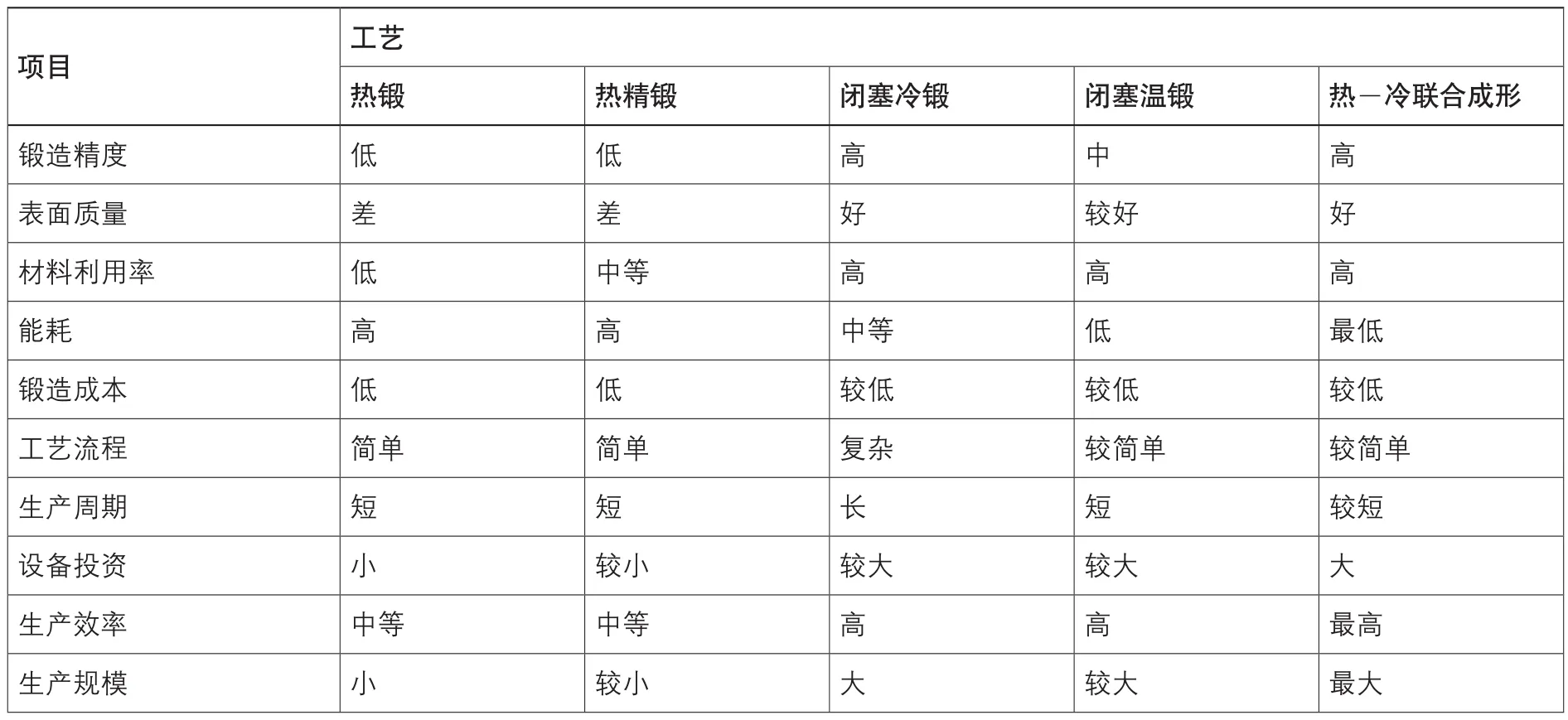
■ 表1 星形套成形工艺指标比较
2)控制冷却生产线。这是根据高速热镦锻锻件下线温度专门订做的专用设备。控冷后的组织为细片状珠光体+少量球化组织,如图4所示,晶粒度6级~8级;硬度80HRB左右,完全符合冷锻精整和后续机加工的要求。

图4 控制冷却后的锻件组织
3)闭塞冷锻压力机。“热—冷”联合成形的闭塞冷锻用压力机与传统的闭塞冷锻成形压力机没有什么不同。由于冷精整工序变形量较小,因此短行程的肘杆式冷锻压力机也能胜任闭塞精整工序。
星形套“热—冷”联合成形与传统成形方法比较
⑴星形套“热—冷”联合成形全面达到课题提出的目标(表1)。
⑵星形套“热—冷”联合成形的不足。投资额巨大,主要是高速热镦锻机必须进口,而且价格不菲,因此需要年产量高达千万以上的产量来支持,否则将背上巨额的投资包袱;快的生产节拍和很高的产量,适合于星形套大批量生产,对小批量多品种生产并不适合。
因此,星形套“热—冷”联合成形工艺适合于客户固定,产品单调、有极大生产批量的汽车精密锻造专业供应商或配套市场的等速万向节制造厂商。
结束语
当前,在国内外汽车零部件制造行业,等速万向节星形套精密成形的主流生产工艺还是闭塞冷锻生产工艺。星形套“热—冷”联合成形工艺的出现,仿佛是精锻阵营里的一支生力军,有着蓬勃的生命力。“热—冷”联合成形工艺以全面优胜的技术和经济指标,超越传统工艺,取得越来越广泛的应用。世界上以高速热镦锻成形+冷锻精整为特征的“热—冷”联合成形工艺,除等速万向节星形套以外,最高水平的应用当属欧洲某企业开发的汽车差速器锥齿轮的“热—冷”联合精密成形。
猜你喜欢
汽车电器(2021年11期)2021-11-26 05:16:44
铝加工(2020年3期)2020-12-13 18:38:03
汽车电器(2019年9期)2019-10-31 07:51:04
制造技术与机床(2019年9期)2019-09-10 07:36:20
制造技术与机床(2018年12期)2018-12-23 02:41:00
汽车电器(2018年1期)2018-06-05 01:23:07
精密制造与自动化(2018年1期)2018-04-12 07:42:48
制造技术与机床(2017年7期)2018-01-19 02:29:47
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01 04:06:45
汽车实用技术(2015年8期)2015-12-26 09:01:02
