
吉利自主车型的综合性能开发与CAE协同优化技术
2014-09-25 03:43门永新朱贞英严永贵
中国工程科学 2014年1期
门永新 ,唐 辉,彭 鸿,朱贞英,严永贵
(1.浙江吉利汽车研究院有限公司,杭州 311228;2.浙江省汽车安全技术重点实验室,杭州 311228)
吉利自主车型的综合性能开发与CAE协同优化技术
门永新1,2,唐 辉1,2,彭 鸿1,2,朱贞英1,2,严永贵1,2
(1.浙江吉利汽车研究院有限公司,杭州 311228;2.浙江省汽车安全技术重点实验室,杭州 311228)
为了完成集碰撞安全性、乘坐舒适性、结构可靠性和成本控制等诸多性能于一体的车型开发,需要在汽车新产品开发的整个过程中,充分运用计算机辅助工程(CAE)分析技术,通过多学科交叉和多目标优化手段,兼顾综合性能目标和整车开发效率。本文依托吉利车型研发流程,引入参数化柔性技术和多系统优化方法,实施整车碰撞、噪声振动舒适性(NVH)和结构强度等性能的预测和优化,保证整车综合性能和设计效能,最终实现吉利自主品牌车型的高效开发。
自主品牌;综合性能;CAE;仿真优化;高效开发
1 前言
近年来,随着汽车设计和制造水平的不断提高,汽车各项性能指标要求越来越高,而激烈的市场竞争迫使新车型的开发周期越来越短。如何在产品设计阶段降低成本、高效率地保证整车多项性能设计目标成为各汽车企业新车型研发的热点与难点。解决综合性能有效开发和整体工作时间缩短的矛盾,其核心和根本解决方案是充分运用计算机辅助工程(CAE)技术权衡各项性能和利用仿真优化方法实现车型的高效开发。
计算机技术及应用的迅速发展,使CAE成为现代企业最具潜力的生产工具。CAE技术的运用不仅可以带来产品竞争力的提升,而且为企业的自主创新带来契机。
本文充分结合吉利车型研发特点,通过多学科CAE优化分析,考虑整车碰撞安全性、乘坐舒适性、结构可靠性和轻量化等综合要求,在产品设计阶段进行汽车结构及性能预先评估,提高和权衡各项性能,保障整车开发质量和品质,提升自主品牌新车型的核心竞争力和市场占有率。
2 整车性能
为满足市场多样化需求和国家相关法规要求,在汽车研发的整个过程中,需考虑整车碰撞安全性、乘坐舒适性、结构可靠性和轻量化等综合要求。
碰撞安全性通过整车碰撞分析、子系统碰撞分析和乘员约束系统匹配等,确保汽车结构设计满足汽车安全标准,涉及汽车碰撞时的乘员保护法规以及对汽车结构所提出的安全设计要求;乘坐舒适性考察结构的振动和噪声,通过对振动源、噪声源的控制和进行结构振动和噪声的传递特性分析改善乘车环境;结构可靠性主要研究汽车结构强度、刚度和动态特性等;在降低成本上,运用轻质材料、特种加工制造技术和结构优化实现车身的轻量化[1~4]。
3 仿真优化技术
结合自主品牌车型研发流程和项目开发,将实际工作中运用的仿真优化技术归纳为三类,即参数化优化、多目标优化和改进优化。通过多种优化途径,快速寻求满足目标性能的要求,实现自主品牌车型综合性能的高效开发。
3.1 参数化优化
运用隐式参数化技术,利用结构参数优化工具建立参数化模型,在优化平台上建立优化流程工作流,通过试验设计方法和自适应进化等算法,寻求最优方案。现在以某车型行人小腿碰撞优化为例进行介绍。
3.1.1 分析对象
为实现某乘用车行人小腿碰撞防护,采用“金属吸能板+金属下支撑”结构形式。以吸能板的开孔大小和下支撑的位置为设计变量,以某两个碰撞点(L1、L2)的胫骨加速度为优化目标,以膝盖弯曲角度、剪切位移的欧洲新车评价规程European New Car Assessment Programme(Euro NCAP)[5]要求为约束条件,进行小腿碰撞性能优化。
涉及行人保护关键件主要为前横梁、吸能板、下支撑总成,将其建成隐式参数化几何模型(见图1a),通过结构参数优化工具生成具有参数化功能的有限元模型(见图1b),并与行人保护模型其他部件有限元模型连接,构成行人保护有限元模型(见图1c),按照Euro NCAP行人保护协议定义碰撞工况。
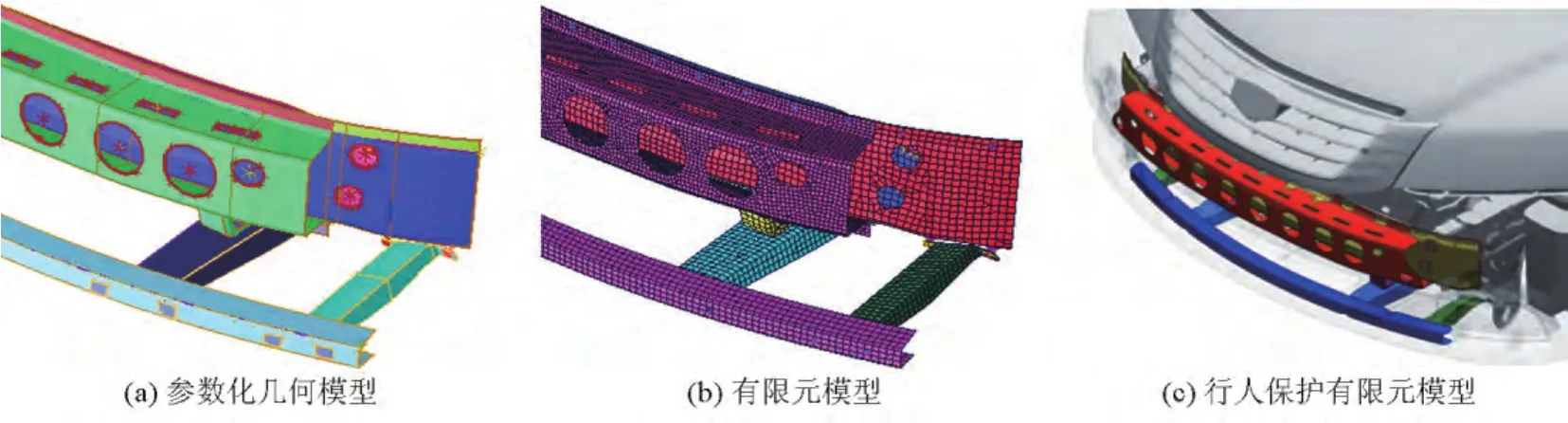
图1 参数化模型生成Fig.1 The generation of parametric model
3.1.2 优化与结论
基于某优化平台,建立行人保护小腿碰撞多工况优化流程,如图2所示。其包含3个设计变量,分别为吸能板上方和下方的长条孔的长度(x1);长条孔的宽度(x2);Y=0 mm截面上,下支撑到前横梁前端的X方向的距离(x3)。小腿碰撞多工况优化的数学模型可以表示为:

式(1)中,k=1,2为碰撞点位置;Acck为胫骨加速度;Angk为膝盖弯曲角度;Disk为膝盖剪切位移。
优化结果:当 x1=46.1 mm、x2=16.2 mm、x3=52.3 mm时,Acc1达到最小值;当x1=59 mm、x2=11 mm、x3=28.3 mm时,Acc2达到最小值。根据上述优化结果,变更设计变量,将吸能板两边外侧的开孔(共计8个孔)更改为59 mm×11 mm,其余开孔更改为46.1 mm×16.2 mm,吸能板的优化结构见图3a;将下支撑板中间部分水平往后移动2.8 mm,两侧部分后移26.3 mm,小腿下支撑的优化结构见图3b。
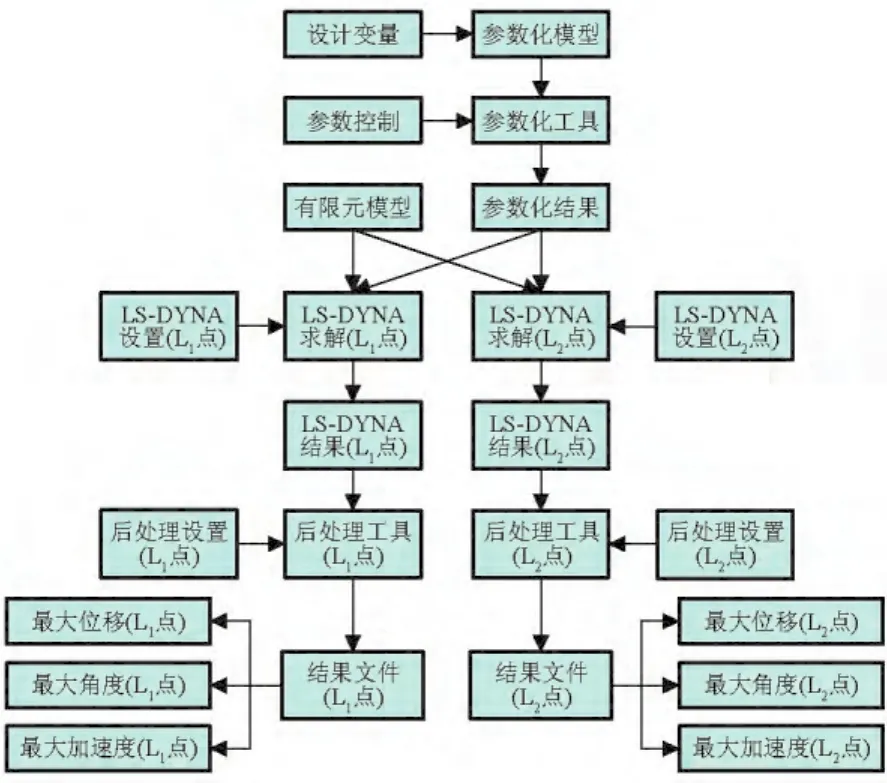
图2 小腿碰撞多工况优化流程Fig.2 Multi-subcase optimization process of crus crash注:LS-DYNA为仿真软件
由优化方案获取L1、L2的胫骨加速度与初始方案对比(如图4所示)。由图4可知,经优化过后,L1碰撞点的胫骨加速度下降12.1g(其中g为重力加速度),L2碰撞点的胫骨加速度下降50.2g,优化效果较为显著。
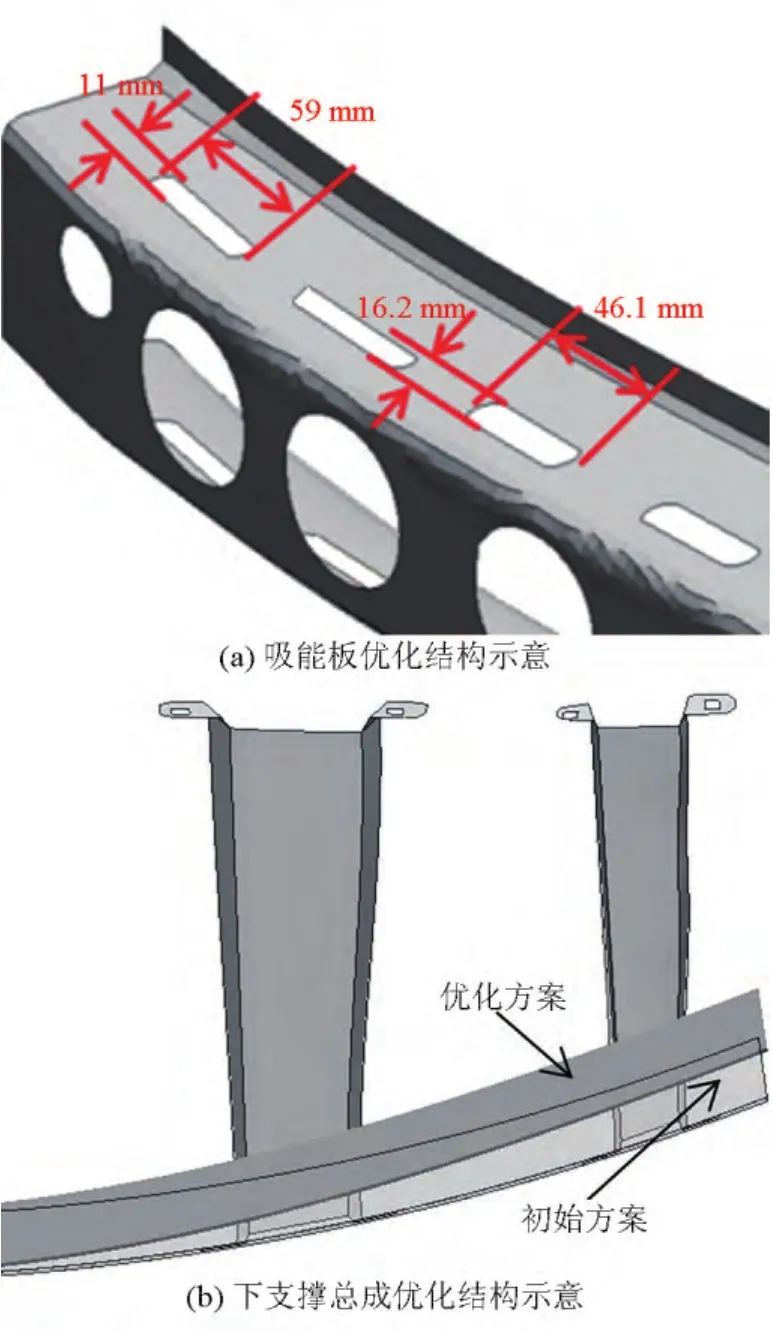
图3 行人保护关键件优化结构示意图Fig.3 Optimized structure diagram of the pedestrian protection key-parts
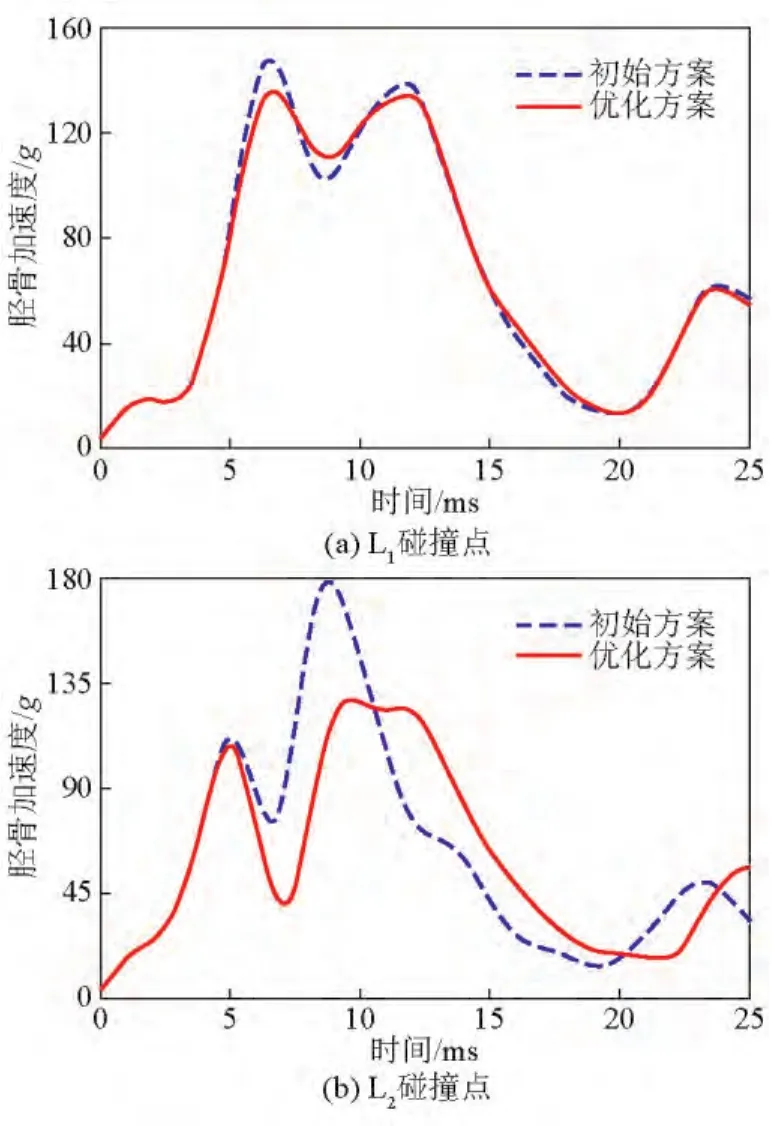
图4 优化方案与初始方案优化结果对比Fig.4 Optimization result comparison between the optimized scheme and the prime scheme
3.2 多目标优化
由于汽车设计和制造水平的不断提升,汽车各项性能指标越发严格。然而,依照不同性能指标提出的结构设计准则并不完全相同,甚至是矛盾和对立的。因此,在整车性能开发中,应结合多性能设计需求,综合考虑碰撞、噪声振动舒适性(NVH)、多体动力学分析等,使优化和设计更趋于合理。现以具体案例进行介绍。
3.2.1 模态刚度、碰撞与轻量化
在发动机罩开发过程中,对行人头部碰撞保护设计的同时,需要考虑刚度、模态要求和轻量化目标,而几者往往很难兼顾。基于该背景,通过Enkibonnet平台探索机罩多目标的优化与设计思路。
在该平台中建立碰撞仿真模型,以试验设计(DOE)样本点建立回归优化模型,以头部伤害指数和头部Z向侵入量为约束条件,以内板质量最低为优化目标,基于正交回归优化原理确定内板的最优参数。
3.2.1.1 模型构建与分析工况
内板设计是基于点线面的机罩内板正向开发过程。以每条线交点作为基本点,空间坐标可在设计初期定义(或设计中途修改),线的位置布局直接决定内板的整体形状,内板加强筋的宽度决定内板二维平面,筋的拉延高度范围决定内板三维设计空间,如图5所示。
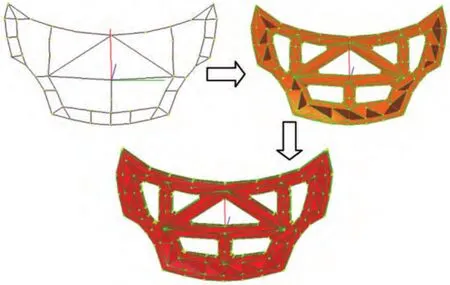
图5 内板设计流程Fig.5 Inner panel design process
按照Euro NCAP法规Grid取点方式确定碰撞点坐标,如图6所示。行人保护工况约束铰链所有自由度及锁扣位置Z向自由度,选择软件自带头模进行碰撞分析,要求头部伤害指数小于1 000,头部Z向侵入量小于80 mm;机罩刚度分析工况包括扭转1工况、扭转2工况、Y向工况三种;机罩模态分析为自由模态、无约束和无铰链。各分析工况设置如表1所示。

表1 各分析工况设置Table 1 Set of each analysis subcase
3.2.1.2 优化与结论
方案一:仿真测试为尽量接近实际机罩内板结构,内板参数设置参考真实内板,内板厚度设置为0.7 mm,内板加强筋高度有两个参数,如图7所示。

图7 内板加强筋高度参数示意图Fig.7 Parameter diagram for inner panel reinforcing rib height
方案二:优化分析以方案一中的危险点为碰撞点,以厚度T和内板加强筋上部高度h1作为变量,内板加强筋下部高度h2固定不变,以内板质量最小为目标,以头部伤害指数和头部Z向侵入量为约束条件,通过样本点仿真结果建立回归优化模型,求解内板最优参数。
优化结果:当T=0.607 mm、h1=10 mm和h2=15.02 mm时为最优方案。结合生产工艺,选用T=0.6 mm、h1=10 mm和h2=15 mm为最终参数。通过对原机罩、方案一和方案二的机罩整体头部伤害指数、头部Z向侵入量和刚度、模态频率对比分析(见图8~图11)可得出,新设计机罩满足行人保护性能:头部伤害指数小于1000,头部Z向侵入量小于80mm;刚度与模态满足目标,内板质量与原机罩相比降低了0.26kg。

图8 机罩整体头部伤害指数对比Fig.8 Head injury criterion comparison of entire head of the hood
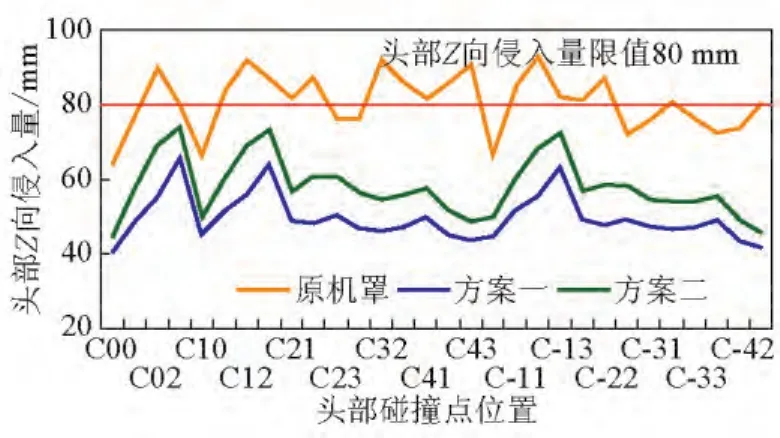
图9 机罩整体头部Z向侵入量对比Fig.9 Z direction intrusion comparison of entire head of the hood

图10 刚度分析结果对比Fig.10 Comparison of stiffness analysis results

图11 模态分析结果对比Fig.11 Comparison of mode analysis results
3.2.2 稳健性与轻量化
由于制造工艺和碰撞工况等存在不确定性,可能引起设计最优目标超出约束界限或目标函数对设计变量的波动极为敏感,从而导致设计失效。
因此,结合某正向开发车型的侧面碰撞优化设计,运用响应面模型技术、蒙特卡罗采样技术和6σ稳健优化技术[6],实现降低车身结构重量和保证侧面碰撞性能质量水平。
3.2.2.1 模型介绍
本优化模型为某自主品牌的multi-purpose vehicle(MPV)车型,经仿真与试验相关性对比,该模型有效性满足仿真分析要求。依照中国新车评价规程 China New Car Assessment Programme(C-NCAP)要求,移动壁障以初始速度为50 km/h撞击车身结构侧面,如图12所示。侧面碰撞分析工况侵入量和侵入速度的测量点位置,如图13所示。原方案仿真分析结果如表2所示,其白车身重量为378.19 kg。
3.2.2.2 优化与结论
1)优化流程。根据侧面碰撞实际情况,通过设计变量的筛选、响应面模型的构建以及稳健性和可靠性分析,确定优化流程,如图14所示。
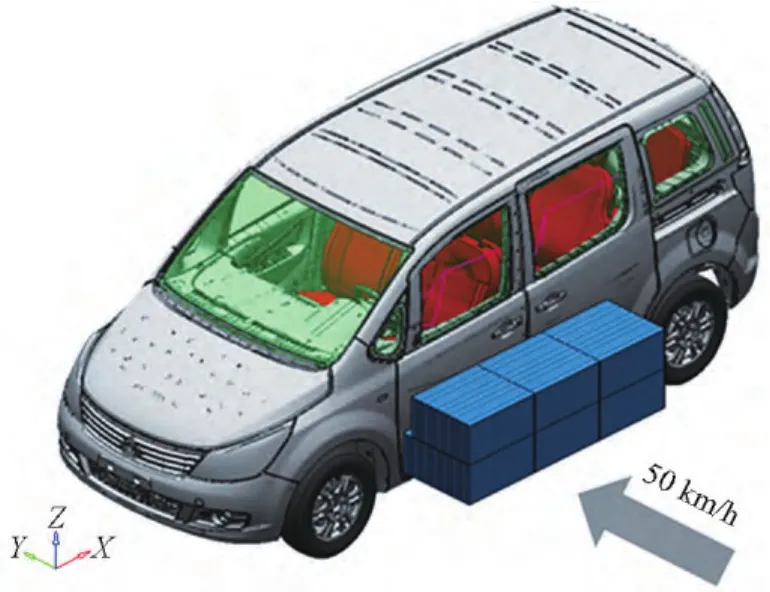
图12 整车侧面碰撞分析模型Fig.12 Side crash model
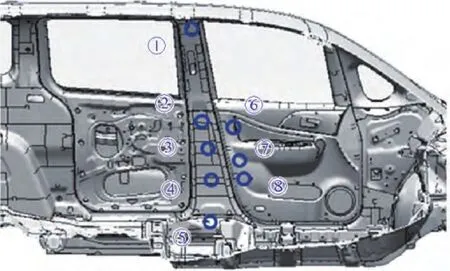
图13 测量点位置Fig.13 Position of test point
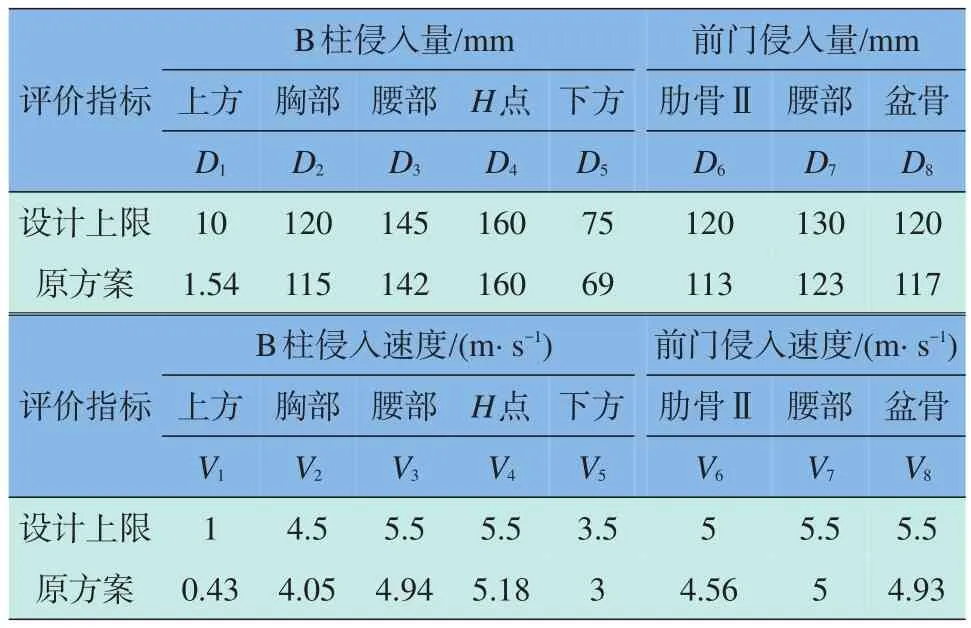
表2 原方案仿真分析结果Table 2 Results of base model analysis
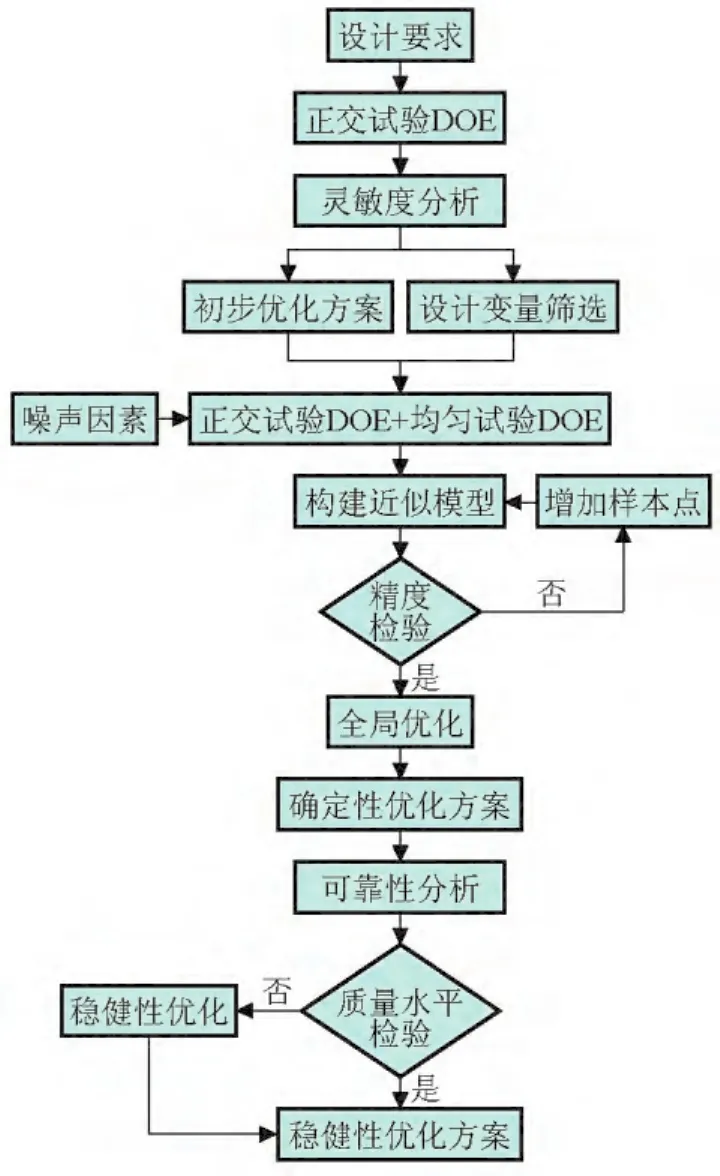
图14 优化流程图Fig.14 Optimization process diagram
2)轻量化优化。首先,设计变量的初选(方案一)。以B柱总成、门槛总成、A柱总成和前后门总成零件的厚度和材料类型(见图15)为设计变量,其中厚度变化有20个、材料变量18个,共38个设计变量,根据正交试验安排侧面碰撞仿真分析计算。
通过主效应分析获得各设计变量对各项性能贡献量的排序,并以贡献量大小获得初步优化方案。方差分析表明,B柱内板厚度变化对B柱和前车门各碰撞点的侵入量及侵入速度的负贡献量较大,而对白车身重量的正贡献量排序为第7,因此通过增加B柱内板的厚度能有效提升侧面碰撞性能。最终,方案一的白车身重量较原方案减少了3.61 kg。

图15 初选设计变量示意图Fig.15 Variables in the first design round
其次,初选变量的优化(方案二)。以方案一优化结果作为本轮基础方案,选取待优化的9个零件,如图16所示。设计参数主要为厚度变量,根据工程经验和工艺要求定义取值范围;另壁障位置(X轴方向)和壁障高度为噪声因素,也作为单独的设计变量。

图16 方案二设计变量示意图Fig.16 Variables in the second design round
为提高响应面模型的精度,试验设计采用基于离散设计变量和噪声因素的组合试验设计方法,构建径向基神经网络响应面模型和采用多岛遗传算法,求解优化目标质量全局最优解。方案二结果:B柱和门槛梁的重量较方案一减少了4.23 kg,较原方案减少了7.84 kg。
3)稳健性优化。通过采用蒙特卡罗抽样方法考察方案二得知,该方案不满足3σ质量水平(可靠度大于99.97%),其优化结果稳定性较低,需进行6σ优化设计。
本轮优化(方案三)采用描述抽样方法采集样本点和多岛遗传算法实现。结果表明:经过稳健性优化后,方案三的稳健性要好于方案二(见图17)。方案二的前门盆骨侵入量的σ(D8)质量水平为1.086σ,经过稳健性优化后,其质量水平提升至3.291σ,如图18所示。在本轮优化中,B柱和门槛梁的重量虽然比方案二增加了3.24 kg,但较方案一下降了0.99 kg,较原方案下降了4.60 kg,达到减重效果。

图17 各方案优化迭代结果对比Fig.17 Result comparison of each optimization scheme

图18 前门盆骨侵入量质量水平对比Fig.18 Quality standard comparison of the front door pelvis intrusion
在整车碰撞安全性能开发过程中,需要兼顾轻量化要求,通过稳健性优化技术可以有效提高整车安全性能的开发水平,降低由于产品制造和用户使用等不确定因素造成安全性能失效的概率。
3.2.3 机舱散热与碰撞安全
某车型由于前横梁的布置阻挡了机舱格栅的进风,使机舱热管理存在较大风险。确保在前横梁宽度下降的同时,保持前横梁原有抗弯特性成为优化的关键。
3.2.3.1 分析模型验证
基于某车型进行40%偏置碰撞试验的前提下,为使后期的优化更有效,需进行试验对标。通过对比分析碰撞变形差异,不断调整模型,在前横梁弯曲位置和幅度、机盖折弯变形模式、左前车轮与门槛间隙、左前纵梁折弯变形、中央通道变形位置及幅度和A、B柱加速度等方面基本实现仿真与试验一致,其仿真模型可作为后期优化的参考(如图19~图24所示)。
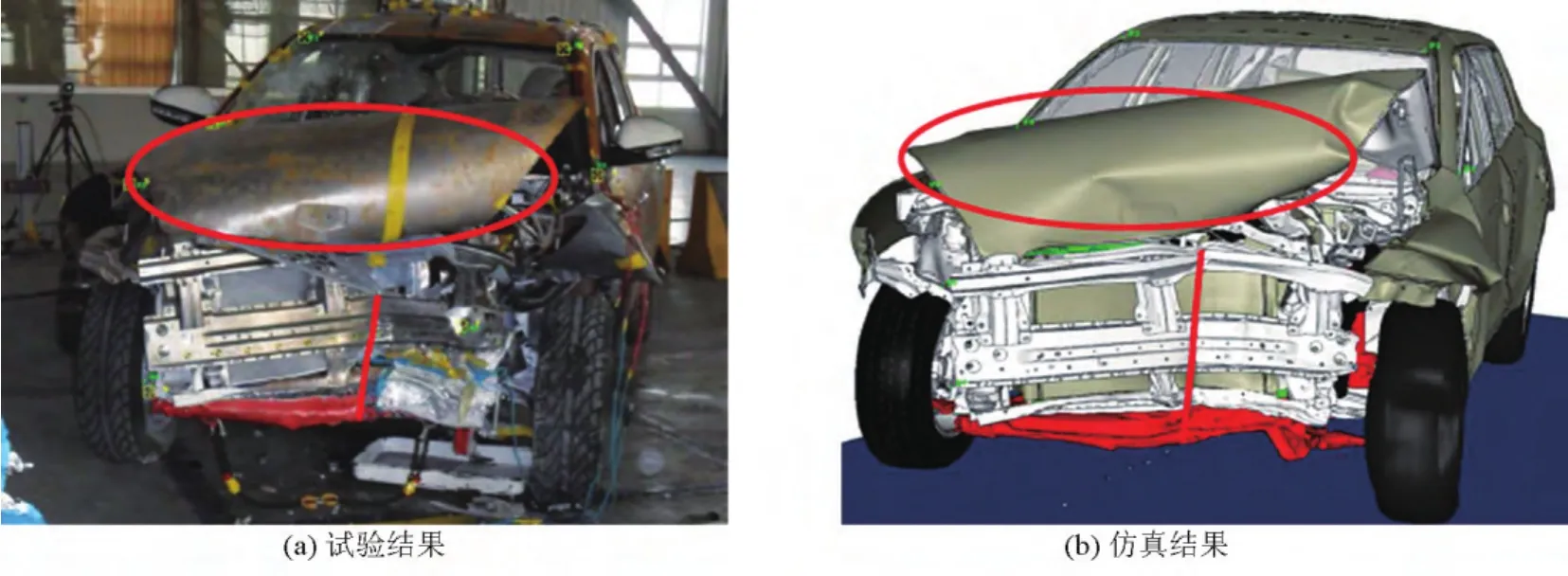
图19 试验整车变形对比图Fig.19 Comparison of car body deformations

图20 车轮变形对比图Fig.20 Comparison of wheel deformation
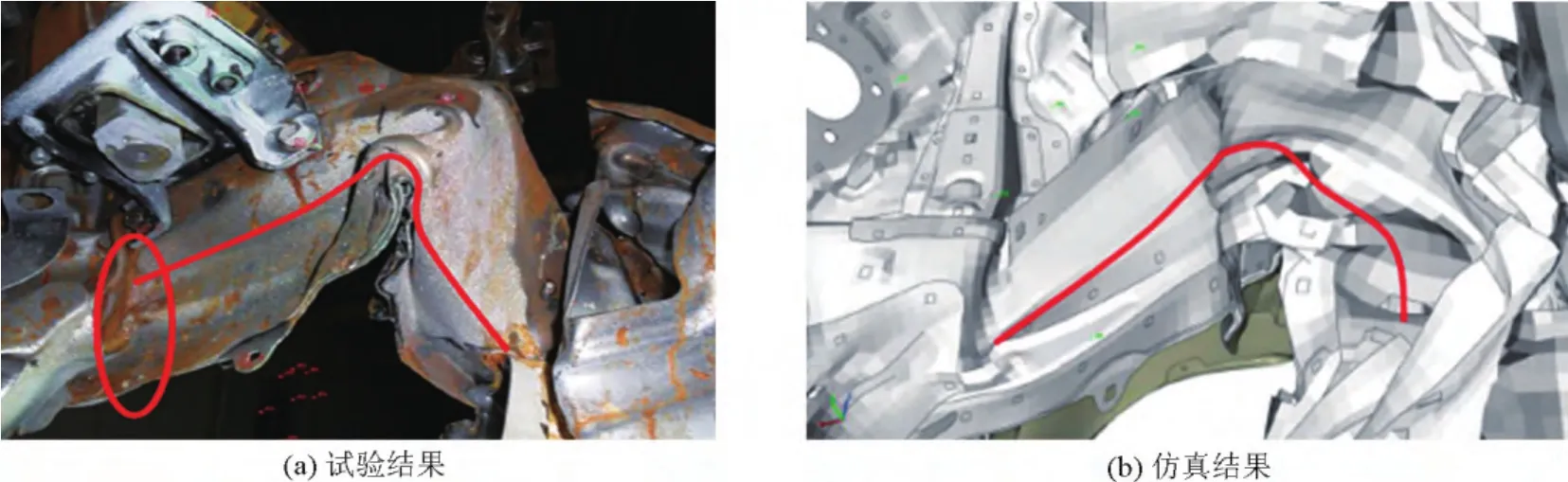
图21 左前纵梁变形对比图Fig.21 Comparison of left front longeron deformation
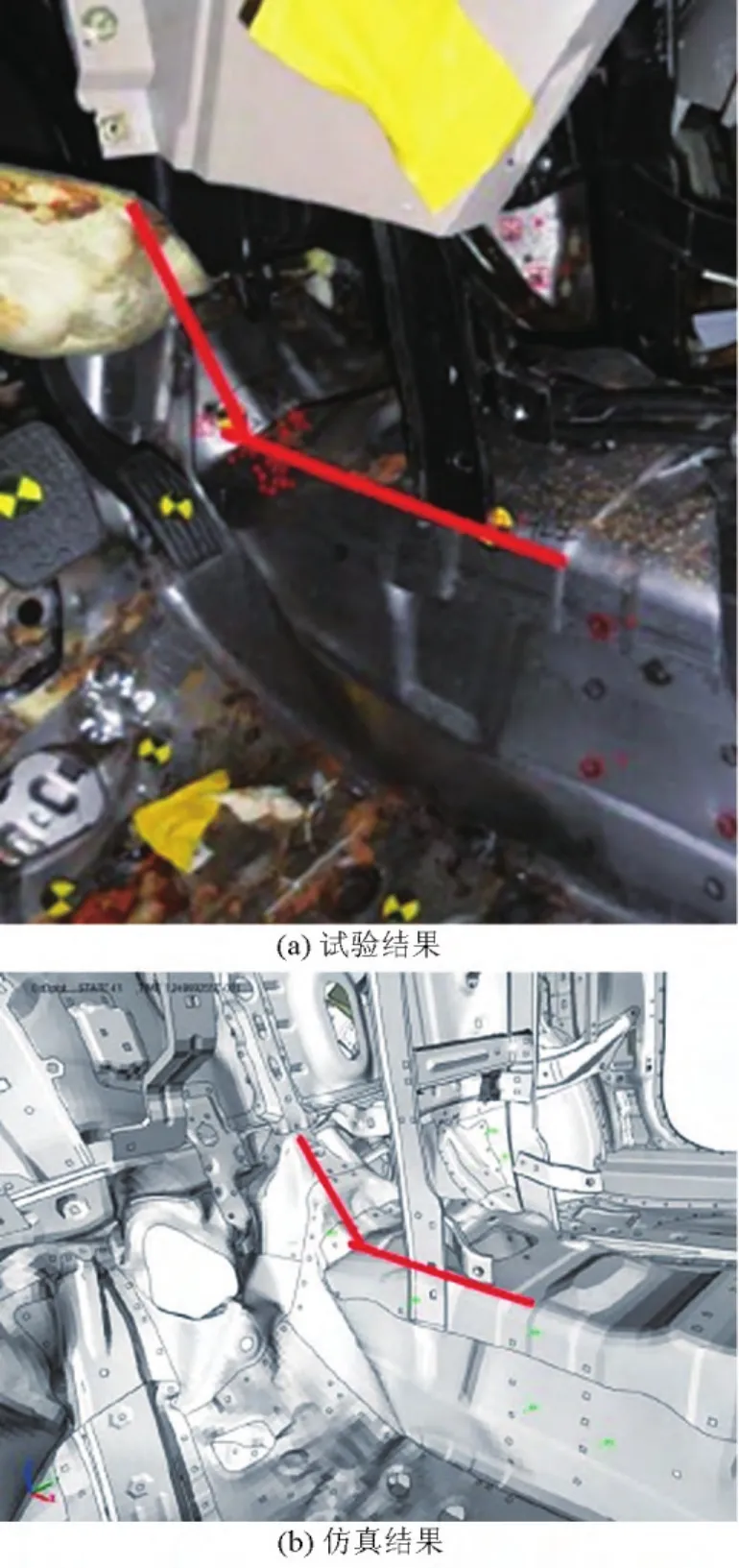
图22 中央通道变形对比图Fig.22 Comparison of central tunnel deformation

图23 A柱加速度对比图Fig.23 A pillar acceleration comparison
3.2.3.2 优化与结论
某车型前横梁宽度为168 mm,板厚为2 mm,材料为B340/590DP。利用参数化技术快速修改前横梁结构和材料,确定5种待优化方案(如表3所示),根据碰撞分析结果,寻求最优方案。
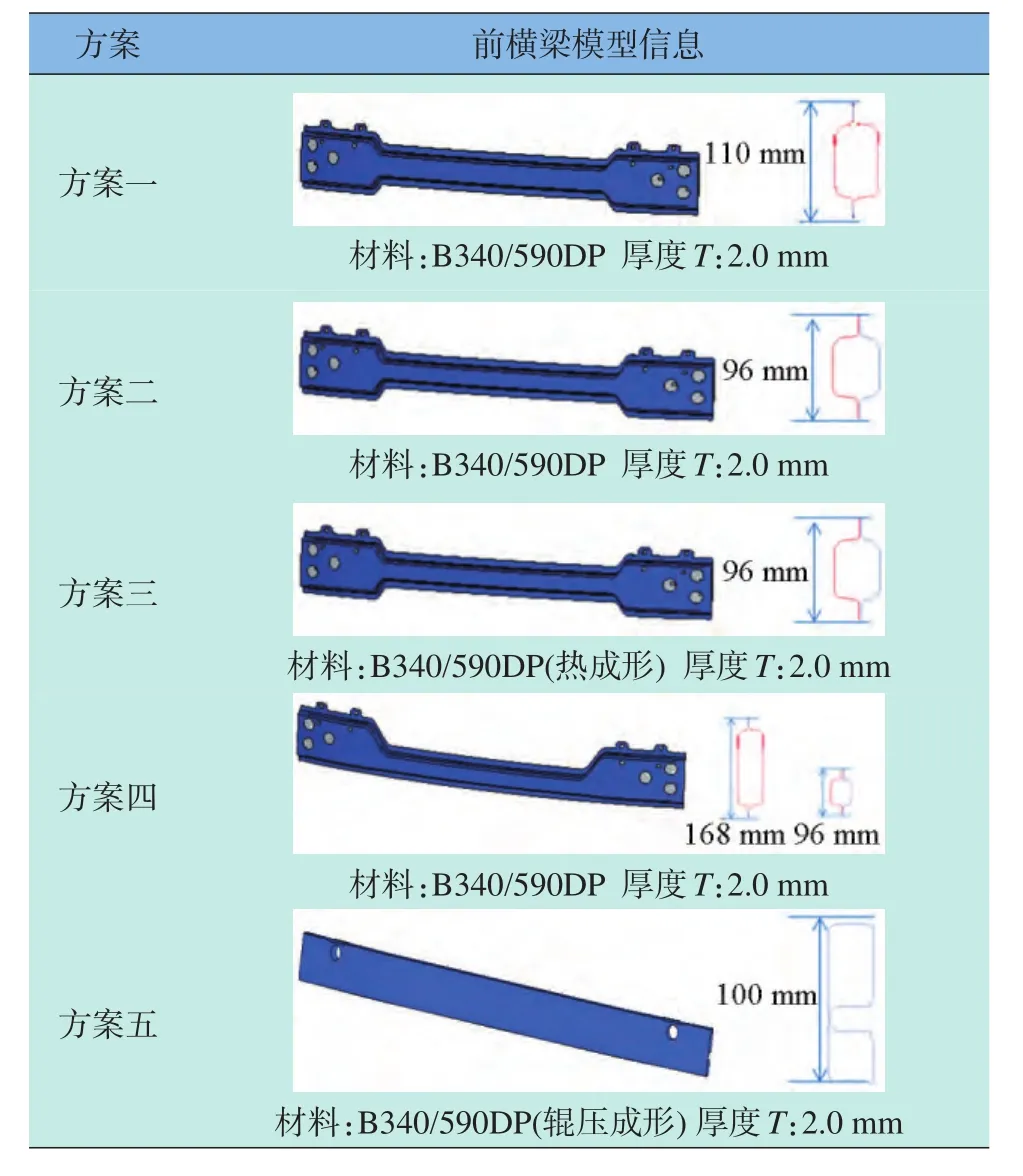
表3 优化方案列表Table 3 The list of the optimization cases
综合前横梁弯曲变形、前横梁截面力、加速度曲线等表现(见表4、图25、图26),辊压成形的前横梁较优。
根据试验及分析可知,100 mm的辊压前横梁在机舱散热性能较好,无论是怠速、高速工况,还是一档、二档爬坡的水温和机油温度均满足目标,如表5、图27所示。保持碰撞安全性能不降低和行人保护达标。
3.3 改进优化
解决汽车开发中后期的零部件失效问题,可通过CAE协同分析寻求原因和改进方案,达到性能开发符合设计意图。以行李箱冲击试验为例介绍。

表4 前横梁弯曲变形对比Table 4 Front beam bend deformation comparison
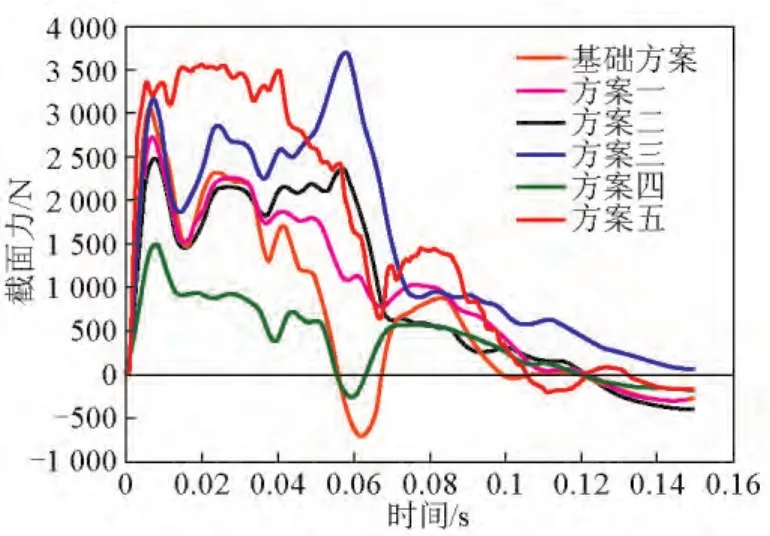
图25 前横梁左侧中部处截面力对比图Fig.25 Centre section force comparison of the frontbeam’s left side

图26 整车加速度曲线图Fig.26 Vehicle acceleration curve

表5 机舱散热优化前后试验对比Table 5 Heat transfer contrast between before and after test
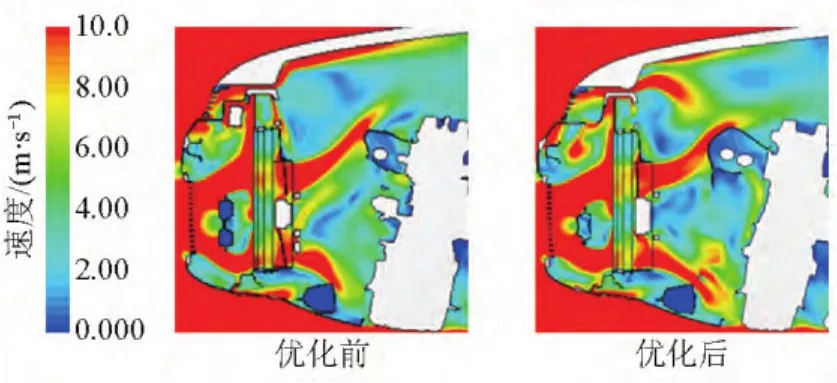
图27 机舱散热优化前后对比图Fig.27 Heat transfer contrast between before and after optimization
某车型在进行后排座椅行李箱冲击试验时,座椅结构存在问题,需对其加以优化改进。
3.3.1 模型验证
按照法规试验边界条件,建立行李箱冲击模型,如图28所示。通过对座椅强度试验和仿真结果进行对比,试验台车加速度和仿真都在法规规定范围内,如图29所示。碰撞过程中能量变化曲线走势合理,沙漏能与内能比重不超过5%,如图30所示。因此,模型的精度可用于座椅强度仿真分析。

图28 座椅行李箱冲击试验有限元模型Fig.28 Finite element model of the seat and trunk impact test

图29 试验和仿真台车加速度曲线对比Fig.29 Vehicle acceleration vurve vomparison between test and simulation
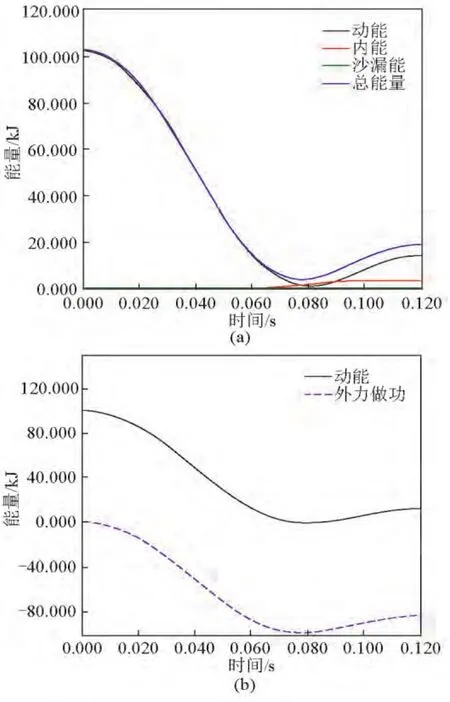
图30 模型稳定性曲线Fig.30 Model stability curve
3.3.2 原因分析
由试验碰撞结果图片(见图31、图32)可知,变形主要发生在座椅中间支架和铆钉处,铆钉发生剪断,最终导致试验的失败。
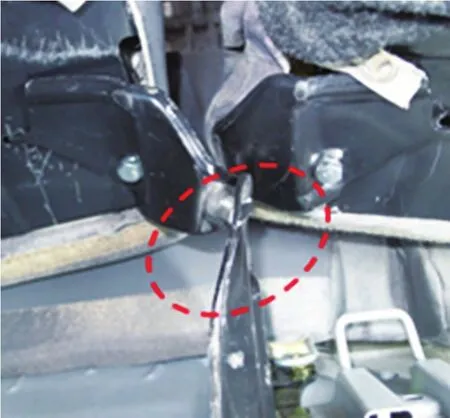
图31 改进前铆钉破坏Fig.31 Rivet failure before optimization

图32 改进前中央支架变形Fig.32 Central bracket deformation before optimization
根据CAE分析结果,铆钉材料应力已超过材料的抗拉强度,较为严重变形,并在中央铰链铆钉、主结构钢管及中央支架存在较大的风险,与试验结果相吻合,见图33、图34。

图33 试验和仿真铆钉破坏形式Fig.33 Rivet failure forms in the test and simulation

图34 改进前的后座椅冲击分析结果Fig.34 Rear seat impact analysis result before optimization
3.3.3 改进措施
1)由于座椅中央支架变形过大造成铆钉破坏,且铆钉为车削件,刀痕易产生破坏。因此,更换铆钉材质、加工方式和增大法兰边直径,如图35所示。
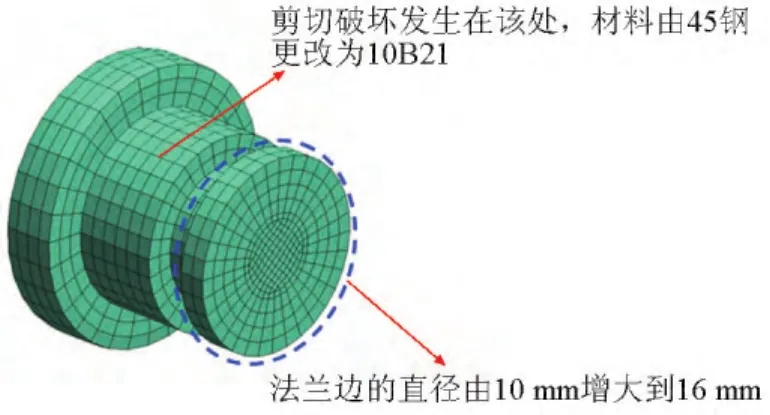
图35 铆钉改进Fig.35 Rivet optimization
2)由于中央支架在受到冲击时,抵抗侧向扭转能力不足,因此,在左、右中央支架各增加一个螺栓孔以提高侧向扭转力,如图36所示。

图36 左、右中央支架改进Fig.36 Left and right central bracket optimization
3)由于靠背主结构钢管采用端部压扁及单边焊接模式结构强度不足,造成冲击后局部产生应力集中,导致焊道开裂,因此,焊接方式改为全缝焊,增加其强度,如图37所示。
3.3.4 结果验证
经上述改进后,进行《汽车座椅、座椅固定装置及头枕强度要求和试验方法》(GB 15083—2006)座椅强度试验校核。经试验验证,改进效果有了明显的改善,全面提高了座椅骨架的抗冲击性能,与CAE分析结果基本一致,图38~图40为座椅强度顺利通过法规认证。
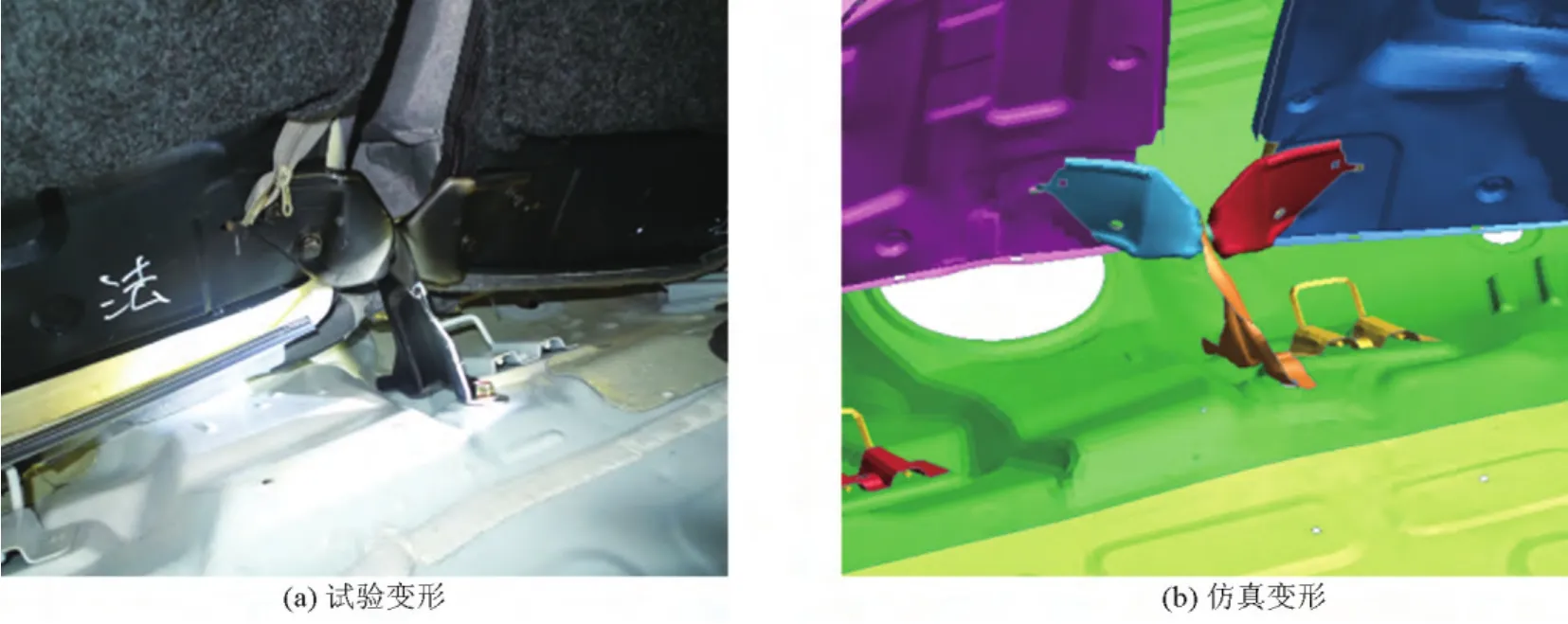
图38 改进后试验与仿真座椅靠背变形Fig.38 Optimized seat back deformation in the test and simulation
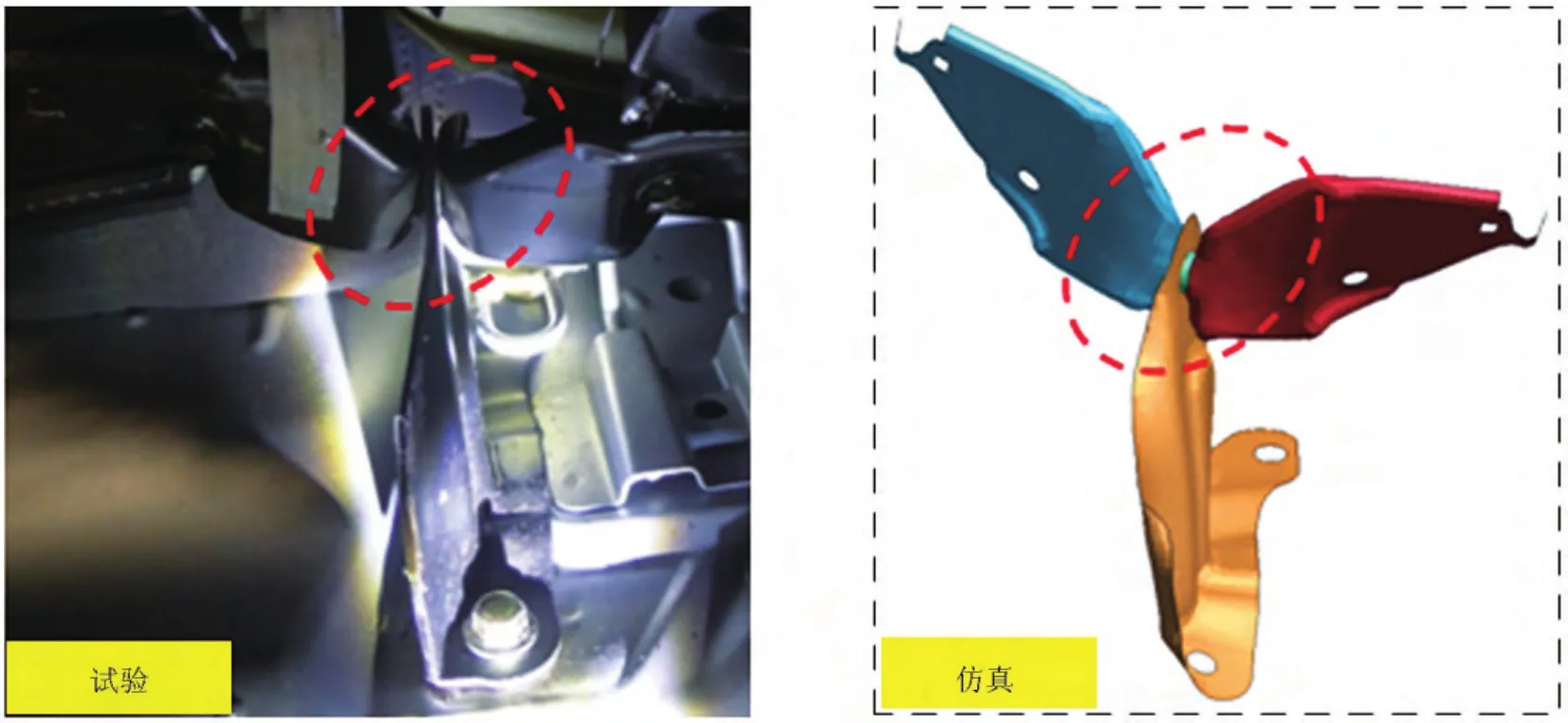
图39 试验与仿真中央支架变形对比Fig.39 Central bracket deformation comparison between the test and simulation

图40 试验与仿真铆钉变形对比Fig.40 Rivet deformation comparison between the test and simulation
4 结语
在整车设计开发过程中,需要兼顾碰撞安全性、乘坐舒适性、结构可靠性和轻量化等综合要求,应用参数化柔性技术和多系统优化方法,可提升设计产品质量和开发效率。在多学科CAE分析平台上,实现车型综合性能的协同化开发。
本文的综合性能多途径仿真协同优化方法,已成功应用于多款吉利车型的开发中,有效保证了整车综合性能和设计效能,对于创建具有吉利特色的自主车型研发体系、提升品牌形象具有重要价值。
[1]谭继锦,张代胜.汽车结构有限元分析[M].北京:清华大学出版社,2009:161-166.
[2]吴光强,张 曙.汽车数字化开发技术[M].北京:机械工业出版社,2009:83-87.
[3]马利克P K.汽车轻量化:材料、设计与制造[M].于京诺,宋进桂,梅文征,等,译.北京:机械工业出版社,2012.
[4]Men Yongxin,Ma Fangwu,Peng Hong,et al.Application of CAE technology for Geely car lightweight[J].Engineering Sciences,2012(6):23-31.
[5]European New Car Assessment Programme.Pedestrian testing protocol[S/OL].2011[2013-10-08].http://www.euroncap.com.
[6]赖宇阳,姜 欣,方立桥,等.Isight参数优化理论与实例详解[M].北京:北京航空航天大学出版社,2012.
Comprehensive performance development of Geely self-owned models and CAE synergy optimization technologies
Men Yongxin1,2,Tang Hui1,2,Peng Hong1,2,Zhu Zhenying1,2,Yan Yonggui1,2
(1.Zhejiang Geely Automobile Research Institute Co.Ltd.,Hangzhou 311228,China;2.Zhejiang Key Laboratory of Automotive Safety Technology,Hangzhou 311228,China)
To achieve satisfied automobile development that integrates various functionalities such as crashworthiness,passengers’comfort,structure reliability and cost control etc.,it is necessary to fully utilize computer aided engineering(CAE)analytical technologies with crossdisciplinary and multi-purpose approach,while taking account of comprehensive performance objectives and automobile development efficiency during the entire process of automobile new product development.Based on research and development process of Geely automobile,the parametric flex technology and multisystem optimization method are introduced to perform prediction and optimization in automobile crash,noise vibration harshness(NVH)and structure strength etc.so as to ensure automobile overall performance and design efficiency,and realize high-efficient development of Geely self-owned brand models eventually.
self-owned brand;comprehensive performance;CAE;simulation optimization;high-efficient development
U462
A
1009-1742(2014)01-0023-13
2013-10-08
门永新(1961—),女,华裔加拿大人,总工程师,研究方向为整车及子系统的耐久性试验与CAE仿真等;E-mail:menyongxin@rd.geely.com
猜你喜欢
结构工程师(2022年2期)2022-07-15
煤气与热力(2022年4期)2022-05-23
防爆电机(2021年5期)2021-11-04
模具制造(2021年5期)2021-08-12
舰船科学技术(2021年12期)2021-03-29
铁道通信信号(2020年1期)2020-09-21
制造技术与机床(2019年8期)2019-09-03
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
