某数控车床公式曲线类零件编制加工程序的设计与实现
2014-09-22 05:35:40赵钰
长沙航空职业技术学院学报 2014年3期
赵 钰
(重庆大学机械工程学院,重庆 400044)
要想加工出公式曲线类零件,比较简单的方法有两种:一种方法是利用CAD/CAM软件辅助编程;另一种方法是手工编制宏程序进行加工。下面以抛物线零件的程序编制步骤对两种方法分别进行介绍。
1 利用CAD/CAM软件辅助编程
此种方法是利用软件强大的功能去计算轮廓节点,以近似的线条去逼近轮廓线条,编程人员只需根据软件的提示进行相关的设置,即可将加工程序编写出来。市面上主流的CAD/CAM软件有UG NX、PRO/ENGINEER、CATIA、MASTERCAM 等,都具有强大的设计制造功能,其中MASTERCAM软件拥有强大的CAM功能,在国内外企业有众多的支持者,使用率非常高,下面就以MASTERCAM软件为例进行介绍。加工的零件和尺寸如图1所示。

图1 加工的零件和尺寸
1.1 利用软件的CAD功能画出工件轮廓。
进入Master cam软件的“Lathe”模块,即车削模块,然后利用界面左侧工具栏的“绘图”功能绘制要想加工的零件轮廓,如图2。根据该软件的特点,所有车削零件只需绘制轴线上半部分的轮廓即可,非常方便,轮廓可以封闭也可以不封闭,如图3为封闭的轮廓。绘图的关键点是绘制抛物线,画图时应找到抛物线的起点,然后再找到抛物线上的3到5个点,最后用绘制曲线的方式绘制出来,这样做会略有误差。
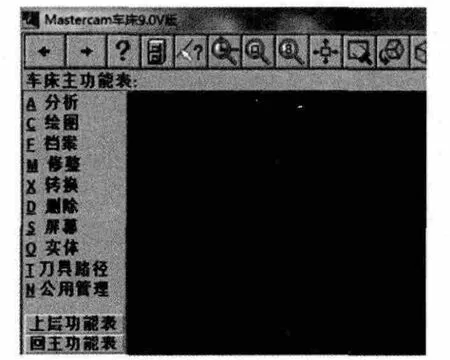
图2 软件界面
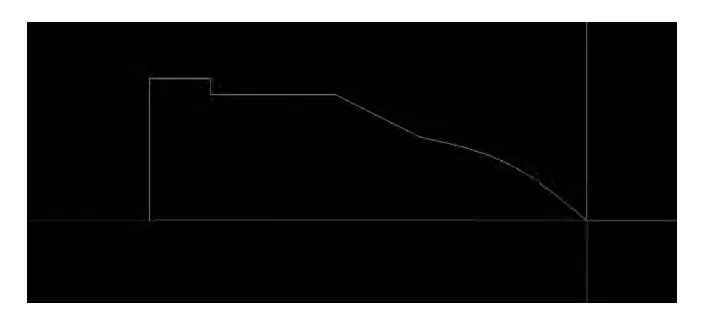
图3 绘制零件轮廓
1.2 利用软件的CAM功能辅助编程
1)初始设置,如图4。依次选择“T刀具路径”——“J工作设定”选项,弹出工作设定对话框。工作设定对话框包含两个选项,如图5,一个选项是“普通选项”,主要的功能是设置刀具的路径规则、刀具补偿的数据、零件材料、机床参数等,一般情况下以默认的选项进行设置即可。另一个选项是“边界定义”,主要功能是设置编程时机床的夹头方向、是否需要顶尖和中心架等辅助工具等,按图5进行设置即可。
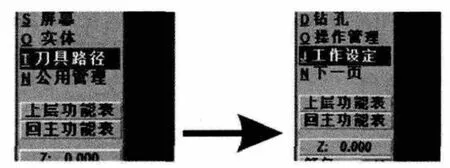
图4 初始设置按钮
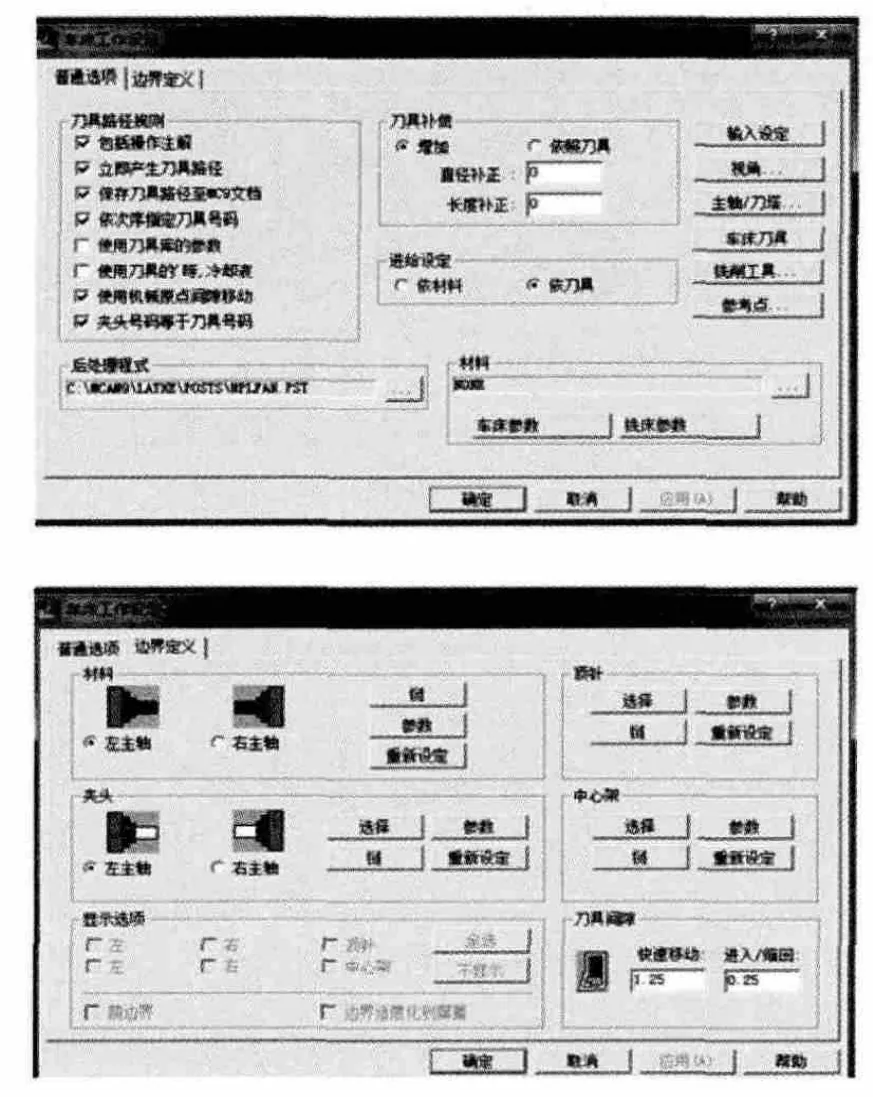
图5 初始设置界面
2)选择加工方式,加工方式为先粗加工后精加工
(1)粗加工。依次选择“粗加工”——“串连”选项,如图6所示。然后再按照从右向左的顺序(或者加工顺序),选中加工的起始轮廓和最后一段轮廓,软件即可自动把包含的轮廓串连。如图7所示蓝色部分线条。但要注意到,选择初始轮廓时的串连方向应与加工方向一致。再点击图6的“执行”选项,进入刀具及参数设定的界面。此界面有两个选项,一个是“刀具参数”选项,另一个是“粗加工参数”选项。先在“刀具参数”选项中,按图8进行设置,再到“粗加工参数”选项中,按图9进行设置,设置完后单击“确定”,出现如图10刀路轨迹。点击“操作管理”——“实体验证”。验证结果如图 11、12。
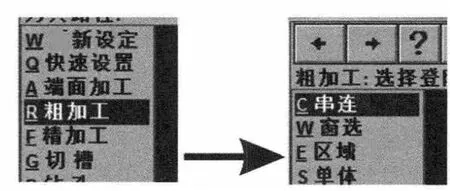
图6 粗加工
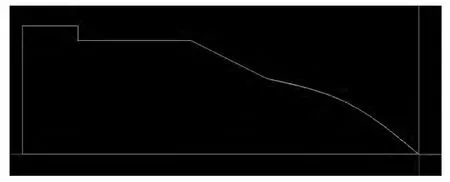
图7 串连要加工的轮廓
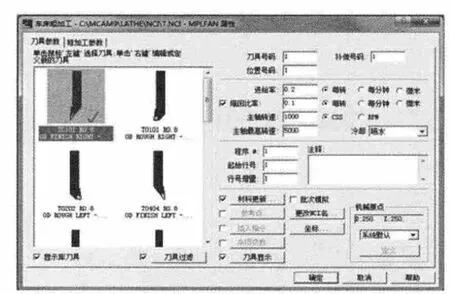
图8 选择刀具
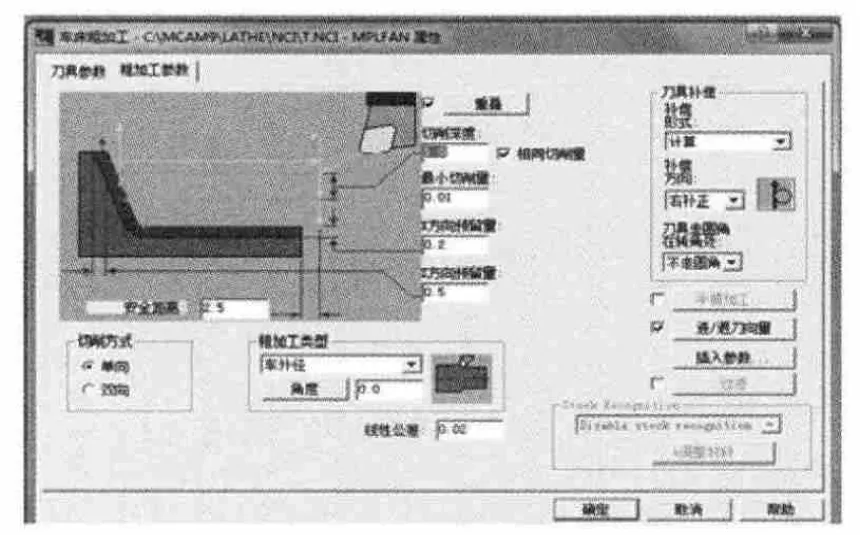
图9 粗加工参数设置
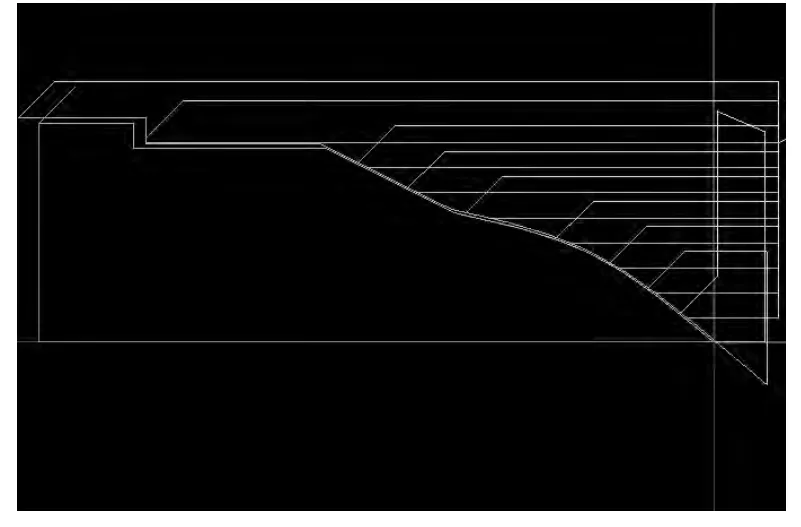
图10 生成刀路轨迹
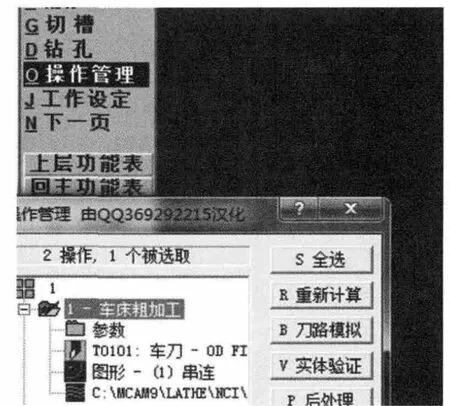
图11 实体验证
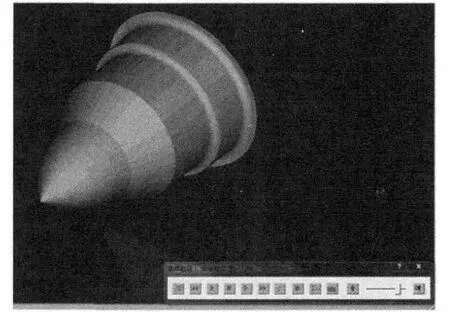
图12 粗加工验证结果
(2)精加工。回到“刀具路径”选项框,依次选择“精加工”——“串连”,依次串联粗加工时串联的轮廓,串连方法与粗加工一致。单击“执行”,出现刀具和参数设置界面,设置方法如图14。单击“确定”,计算出如图15精加工刀路。单击“全选”——“实体验证”,如图16。

图13 精加工选择
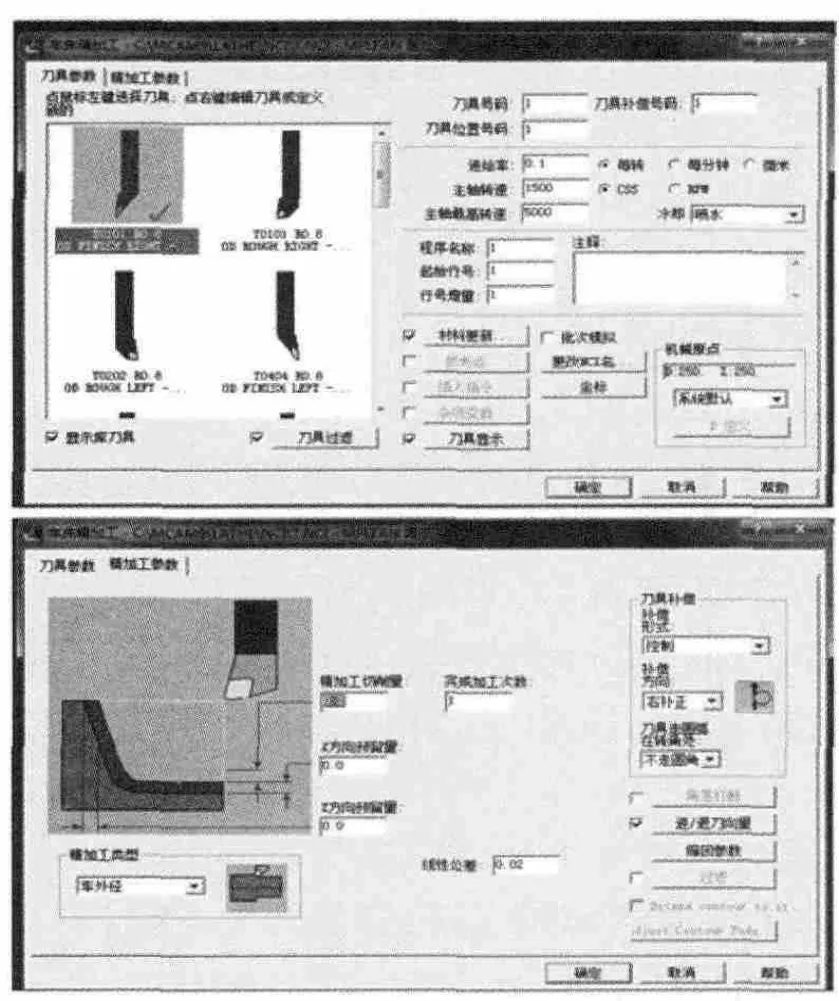
图14 精加工参数设置
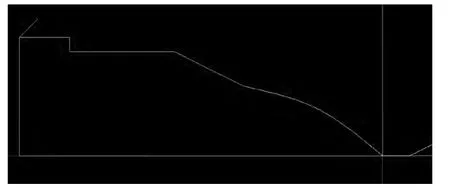
图15 精加工刀路轨迹
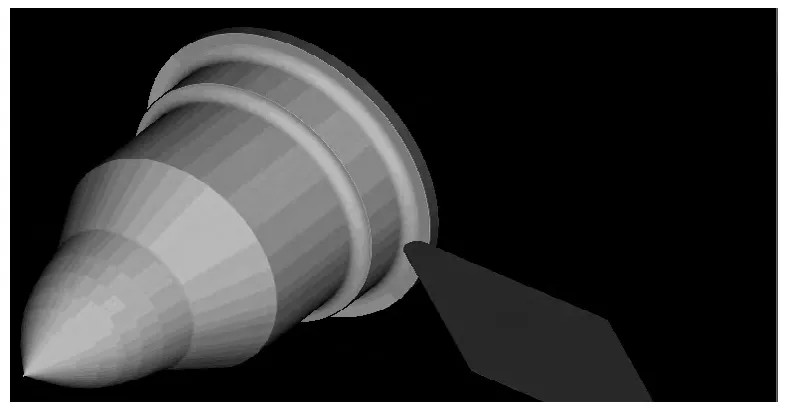
图16 粗、精加工验证结果
(3)后处理。依次“操作管理”——“全选”——“后处理”,如图17所示,进行后处理参数设置。单击“确定”按钮后,生成加工程序文件,并保存在设置的路径里。打开此文件,显示如图18。将程序的格式改为使用的数控系统的格式后,可将程序存入U盘,把U盘插到机床上可直接读取程序加工,但为了避免机床中病毒,或者有些机床没有USB接口,那就最好是抄录下来,在机床的操作面板上把程序写进系统,最后运行程序即可完成加工。
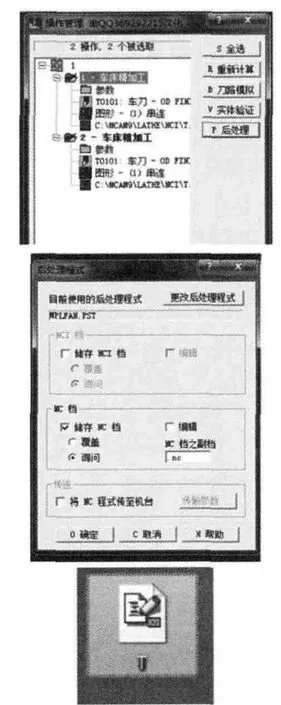
图17 后处理步骤
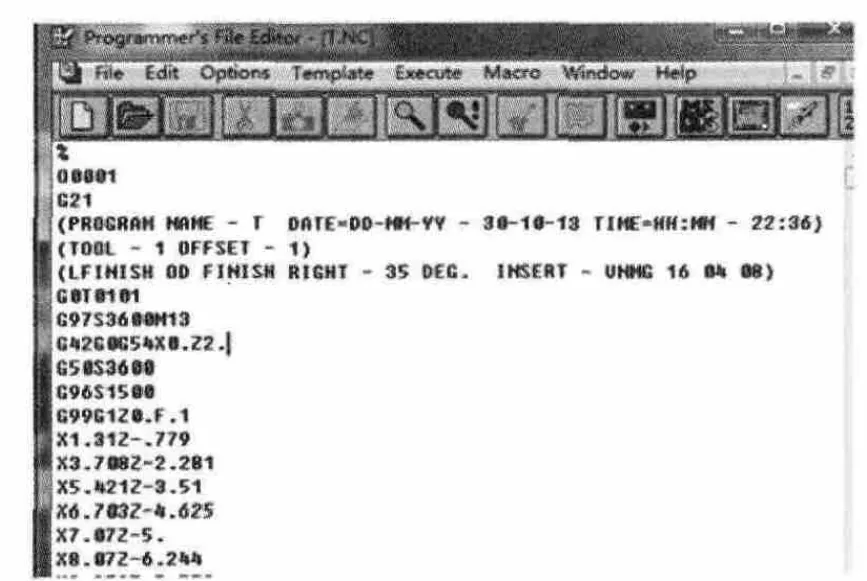
图18 生成的加工程序
2 手工编制宏程序
宏就是用公式来加工零件的,比如抛物线、双曲线等,如果没有宏的话,要逐点算出曲线上的点,然后慢慢用直线去逼近,如果工件的粗糙度要求很高,需要计算的点就会很多,编程的计算量相当大。可是应用了宏后,把抛物线或者双曲线的公式输入到系统中,然后给出Z坐标或者X坐标,并且设置每次变化的数值,宏就会自动算出X坐标或者Z坐标,并且进行切削,实现人工计算不能达到的加工精度,并且极大的减轻了编程的计算量。本研究中数控车床配备的数控系统主要为华中数控世纪星和广州数控GSK980TDb两种系统,均有宏编辑功能,下面介绍宏程序结合复合循环指令 G71、G70进行编程的方法。
2.1 G71、G70 程序格式
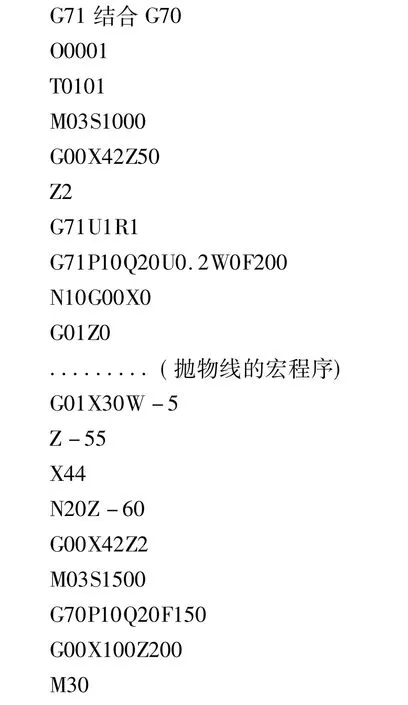
G71指令为复合循环加工指令,可以完成零件的粗加工;G70指令为精加工,两个指令相互结合,共同完成零件的粗精加工。根据图1的尺寸要求,现将G71和G70格式写出如下:
2.2 宏程序格式
任意曲线y=f(x)的加工,单调区间x由x1变到x2。
格式一:
#1=x1;初值
N11#2=f(x1)或者写成#2=f(#1)
G01 G01 X[#1]Z[#2];以直线方式加工
#1=#1+0.5;或者#1=#1 - 0.5;变化值
其中,Yit是被解释变量,表示第i个区域t时期的农业绿色发展程度,Xit是外生解释变量矩阵,μit是随机扰动项向量,WYit是响应变量的空间自回归项,ρ为空间自回归系数,度量相邻区域农业绿色发展的空间依赖性,其大小反映了相邻区域农业绿色发展溢出和扩散的平均强度。
IF[#1 LE X2]GOTO11;或者 IF[#1 GE X2]GOTO11;判断语句,执行从N11段循环到本段
M30(实际应用,用具体表达式代替f(x)即可)
格式二:
#1=;初值
#2=;初值
N11 G01 G01 X[#1]Z[#2];以直线方式加工
#1=#1+0.5;或者#1=#1 - 0.5;变化值
#2=f(x1)或者写成#2=f(#1)
IF[#1 LE X2]GOTO11;或者 IF[#1 GE X2]GOTO11;判断语句,执行从N11段循环到本段
M30(实际应用,用具体表达式代替f(x)即可)
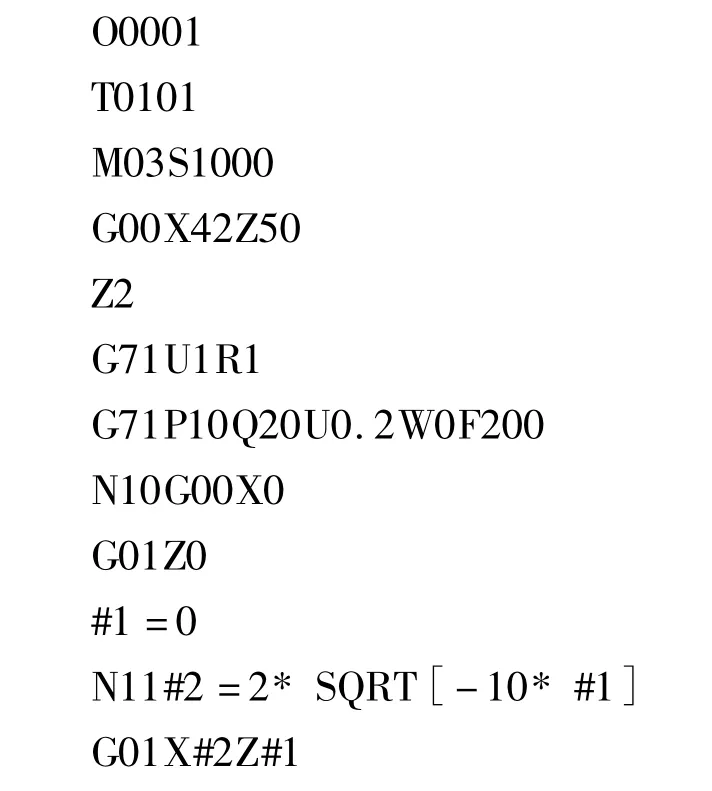
2.3 现编制如图1公式曲线
该曲线为抛物线,其公式为Z=-X2/10,该公式的宏表示格式为:#1=-#2*#2/10,#2=2*SQRT[-10*#1]。此处为直径编程,该公式是以半径形式表示出来的,因此应该把该公式转换为直径形式,即#1=-#2*#2/40。
(1)用格式一编程,编好后如下

宏程序的编制灵活性很高,方法也很多,但以上两种公式比较直观,最易理解和掌握,特别适合初学者入门学习。通过以上两种格式,在编程时只需将宏程序的格式装进G71循环程序中即可加工出想要的轮廓。而在宏程序中,我们则需要将曲线的公式以宏程序的格式写出来就行。
3 结论
本文介绍了自动编程和手工编程编写公式曲线的方法,两种方法各有利弊。自动编程这种方法的好处是不需要进行太多的数学计算,只需利用软件进行参数设置,然后自动生成加工程序。软件生成出来的程序段以G01直线插补指令为主,以极小的直线段去逼近抛物线轮廓,所以程序段较多。缺点是编程人员必须要会使用CAD/CAM软件,首先要用软件的CAD模块画出想要加工的轮廓,再利用软件的CAM模块进行编程,如果对软件不熟悉,则会花费较多时间。如果使用的软件只具备CAD功能,那便需要导入到CAM软件中进行编程,主流软件图素交换主要以IGES格式为主,比较方便。而手工编写宏程序指令的相对较难,对数学和计算机技能的要求较高,但也没想象中复杂,任何事物都有其自身规律,只要掌握其规律,问题就解决了。
[1]李玉炜,肖耕亚.Mastercam9.0实训教程[M].北京:清华大学出版社,2006.
[2]韩加好.数控编程与操作技术[M].北京:冶金工业出版社,2008.
[3]王睿.Mastercam9实用教程[M].北京:人民邮电出版社,2003.
[4]眭润舟.数控编程与加工技术[M].北京:机械工业出版社,2007.
[5]王卫兵.MasterCAM数控编程实用教程[M].北京:清华大学出版,2005.
猜你喜欢
智能制造(2021年4期)2021-11-04 08:54:44
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:04
制造技术与机床(2018年8期)2018-10-09 08:27:48
制造技术与机床(2017年7期)2018-01-19 02:30:00
制造技术与机床(2017年9期)2017-11-27 02:14:14
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:22
焊接(2015年9期)2015-07-18 11:03:53
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30
金属加工(冷加工)(2015年11期)2015-04-17 07:06:50
机械工程师(2015年10期)2015-02-02 01:14:01