
钢箱梁节段桥位焊接环口匹配与焊接顺序
2014-09-20 08:02
建筑施工 2014年8期
上海市基础工程集团有限公司 上海 200002
1 工程概述
杭州市沿江公路运河二通道桥桥梁工程主桥采用下承式钢箱拱桥,跨径布置为252 m+106 m=358 m。箱梁采用扁平钢箱梁,梁高3.5 m,标准节段(图1)宽度34 m,主跨双片拱空间索面双吊杆区域为适应梁上吊点的分布进行了局部加宽,由34 m渐变至43 m。全桥钢箱梁设计时共划分为35 个梁段,标准梁段长10.5 m,顶板设有双面2%横坡,底板水平。所有梁段连接均采用焊接形式。

图1 标准梁段横断面
2 现场施工情况
2.1 节段的再划分
杭州市沿江公路运河二通道桥主桥施工区域位于未开挖河道,现场地势平坦、开阔,整个施工过程全部在陆地上进行,同时由于受陆路运输构件尺寸不能过大的制约,全桥钢箱梁节段进了了重新划分,原则上将设计节段一分为四,钢箱梁吊装节段增加至145 小节段,标准段尺寸为17 m×5.25 m×3.5 m。(安装时,将145 片划分成14 个轮次进行吊装,每个轮次由9~15 个吊装节段组成。)
2.2 吊装方式的选择
主桥安装采用支架法施工:先在地面上搭设支架系统,再按轮次连续吊装节段。每轮次施工时所有吊装定位的节段先采用马板定位,然后再进行整体焊接。
节段数量的大量增加,现场焊接会出现大量的横向环缝、纵向拼缝,这势必增大了现场焊接施工的难度。为了保证现场的焊接质量、成桥线形满足设计要求,施工现场针对焊接环口匹配、焊接顺序进行了重点的控制。
3 焊接环口匹配[1-4]
梁段吊装定位后,焊接环口的匹配直接影响到焊缝间隙、板间错台等焊接关键因素。所以一个好的环口匹配,将会是整个桥位焊接质量的良好保证。
3.1 焊接环口初匹配
通过吊机以及千斤顶等设备调整箱梁姿态,使其轴线、标高、里程等线形参数满足监控指令,同时相邻梁段间环口焊缝间隙、板间错台也应满足施焊条件。
其具体调整程序为:
(a)调整梁段姿态,使顶板中心线区域与已安装完成梁段基本平齐,并测量定位桥轴线;
(b)调整梁段高度,使顶板、底板平齐,同时测量吊装梁段的前后控制点标高、里程数据,使其满足监控指令要求;
(c)检查梁段环缝隙是否接近预拼状况,焊缝间隙应控制在不大于15 mm。此时如若出现线形数据与环口焊缝间隙矛盾的现象,需要综合考虑,同时兼顾线两者,进行适当的勾借。仍无法同时满足时,则需要适当地对吊装梁段进行配切,以保证线形及焊接质量;
(d)定位、匹配完成后,复测梁段线形,合格后进行定位马板施工。
环口初匹配的线形应控制在±5 mm内,要求板的错台不大于15 mm,焊缝间隙应控制在8~15 mm。
3.2 焊接环口精确匹配
由于梁段在存放、运输过程中可能会造成局部变形,从而造成在梁段初步匹配后环口仍无法完全齐平的情况。所以在环口焊接之前仍需进行精确匹配,此部分的工作内容主要是调整环口两侧板间错台,使错台量不大于3 mm。
精确匹配可采用千斤顶压平环口并配合使用马板固定的方法进行。精确匹配应遵循先硬约束后软约束的顺序进行调整,首先保证腹板与顶、底板交界处的错台要求,再调整底板、顶板的环口,最后调整封嘴位置的环口满足错台量的要求。
3.3 固结
匹配完成后,进行梁段固结。固结时必须配备足量的马板,马板的厚度14 mm,置放马板的间距在500~800 mm之间,具体设置根据接口实际情况而定,但最大不超过800 mm,以确保环口双边构件板的刚度(图2)。
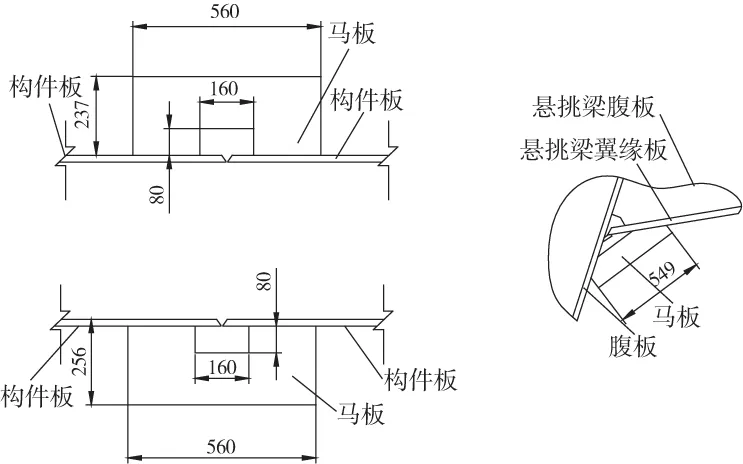
图2 固结示意
4 桥位焊接顺序
由于本桥采用了每轮次整体焊接的施工方式,所以同一时间存在有多种位置、多种形式的焊缝具备进行焊接的条件。那么如何选择箱梁焊缝焊接顺序就显得尤为重要。不合理的焊接顺序可能会造成焊接时产生的焊接应力难以释放,从而对焊缝质量乃至整个桥梁的使用寿命都产生影响,同时不对称的焊接也会使吊装定位的桥轴线产生偏移。
4.1 总体焊接顺序
本工程采用的焊接顺序为:焊接以每个轮次为单位进行(焊接施工落后吊装工作一个轮次),每个节段焊接次序为中间向两端对称焊接。焊接时遵循“先内后外”“先底后顶”“先纵后环”的原则进行。
分解为具体的部位先后顺序为(图3):横隔板与腹板焊缝焊接;腹板对接缝焊接;底板纵向对接缝焊接;顶板纵向对接缝焊接;底板环向对接缝焊接;顶板环向对接缝焊接;U形肋嵌补件的焊接。

图3 1/2断面
4.2 特殊轮次焊接顺序
第一、二轮次为拱、梁结合部位,为了保证拱脚的完成性,此轮次的梁段划分作了相应的调整(图4)。设置了顺桥向达长20 m的拱脚合段,同时该节段也为整个箱梁吊装线形控制的基准段。

图4 第一轮次焊接顺序
特殊轮次的焊接顺序仍遵循总的焊接顺序原则。
5 结语
在钢箱梁桥位焊接施工中,合理的焊接工艺固然是保证焊接质量的根本措施,但是同时做好焊接环口的匹配工作、制定出合理的现场焊接顺序同样也是保证现场焊接质量、控制成桥线形的重要手段。目前沿江公路运河二通道桥桥位焊接焊缝以及桥梁线形都处于受控状态。
猜你喜欢
价值工程(2022年25期)2022-09-01
工程建设与设计(2021年11期)2021-07-28
铁道建筑技术(2021年3期)2021-07-21
西部交通科技(2021年9期)2021-01-11
建材与装饰(2020年27期)2020-09-26
广西大学学报(自然科学版)(2020年1期)2020-05-29
工程与建设(2019年4期)2019-10-10
城市道桥与防洪(2019年5期)2019-06-26
安徽建筑(2019年5期)2019-06-17
北方交通(2016年12期)2017-01-15
