
30万t横切生产线稀油润滑加热系统改造
2014-09-19 03:10:20首钢京唐钢铁联合有限责任公司河北唐山063200
重型机械 2014年5期
(首钢京唐钢铁联合有限责任公司,河北唐山 063200)
(首钢京唐钢铁联合有限责任公司,河北唐山 063200)
首钢京唐公司30万t横切生产线稀油集中润滑系统在运行过程中,原套管式电加热器存在加热功率偏小与加热效果不良等问题,通过将原套管式加热器改造为管道式电加热器,同时优化了压力、温度、流量联锁控制,解决了该润滑系统加热器存在的突出问题。
圆盘剪;碎边剪;稀油润滑站;管道电加热器
0 前言
首钢京唐公司30万t热轧带钢横切生产线是目前国内设备配置、自动化操作水平较高的剪切线,主要用于热轧钢卷的后部精加工处理,是将热轧钢卷开卷、切边、矫平、定尺剪切、包装,然后发往终端用户。全线设备运行日益稳定,但稀油润滑站加热系统在运行中存在一些问题。
1 存在的问题
1.1 稀油润滑站配置
30万t横切生产线稀油集中润滑系统的作用是向圆盘剪与碎边剪的齿轮箱提供喷油式润滑。该稀油润滑系统润滑油的粘度为220 mm2/s;油箱容积为5 m3;2台螺杆泵(1用1备),流量为206 L/min,额定压力为1 MPa;1台双筒式过滤器,过滤精度为80μ;1台板式冷却器,冷却面积为20.68 m2;6个嵌入油箱的套管式电加热器,单个加热器的功率为5 kW。
1.2 存在的问题
当厂房室温低于10℃时,30万t横切生产线稀油集中润滑系统在运行过程中,加热器会暴露出如下问题:
(1)安装在油箱底部的套管式电加热器之间布置较密集,布局间隔较小,油液在加热器处流动性差,影响加热效果;
(2)套管式电加热器的加热功率不足,造成加加热器长时间处于加热状态,严重缩短电加热器的使用寿命(使用寿命仅为1~2个月);
(3)系统油温不均匀,油箱温度达到40℃,而供油温度仅为30℃,与设计温度(40℃±2℃)相差较大,此外,在加热器套管周围局部温度甚至高达70~80℃,加剧油液老化变质。
加热器改造前稀油润滑原理如图1所示。
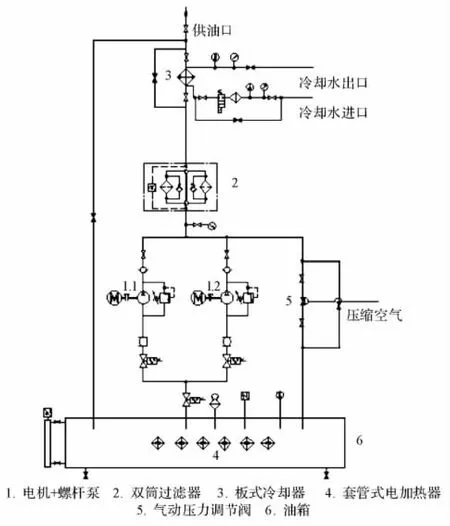
图1 加热器改造前稀油润滑原理Fig.1Oil lubrication principle before electric heaters modification
2 改造措施
2.1 改进加热方式
为解决30万t横切生产线稀油润滑站加热系统存在的问题,将原嵌入油箱中的套管式电加热器改造为管道电加热器,考虑到投资成本及场地空间限制,无法增加一套独立循环加热回路,决定将管道电加热器2安装在电机+螺杆泵1与双筒过滤器3之间(见图2),原套管式加热器全部取消。改造后的管道电加热器为立式就地安装型式。油液从加热器下部流入,流经若干有外加套管的加热棒,热油从加热器顶部排出[1]。在管道加热器进油口与出油口增加一个旁通,在加热器出现紧急状况或维修时投入使用。
2.2 提高加热功率
原套管式加热器总加热功率为30 kW,不能满足润滑系统的加热要求。为提高加热能力,需提高改造后的管道加热器的功率。管道加热器应具备的加热器功率计算方法[2]如下:

式中,C为油液的比热,一般取值范围为1 680~2 094 J/(kg·℃);ρ为油液的密度,kg/m3; V为油箱的容积,m3;Δt为油液加热前后的温差,℃;T为加热时间,η为热效率,一般取值范围为0.6~0.8。
因该润滑系统管路较短且设置在车间内,故忽略润滑系统在运行中的对外热交换,取C=1 850 J/kg℃,ρ=900 kg/m3,V=5 m3,Δt= 20℃,T=90 min,η=0.7,代入公式(1)中计算得到加热器功率P=44.05 kW,实际选用的管道式电加热器功率为45 kW。
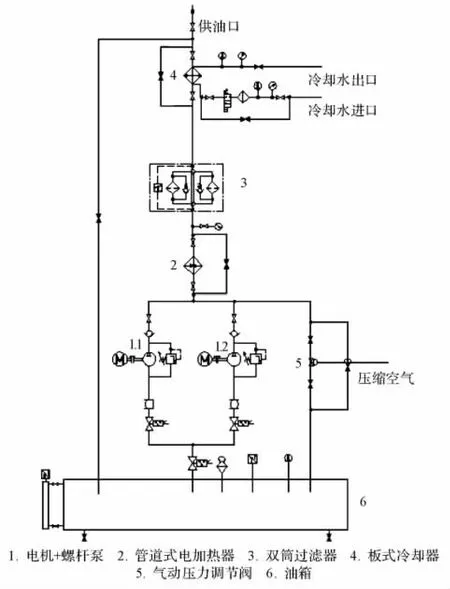
图2 加热器改造后稀油润滑原理Fig.2Oil lubrication principle after electric heaters modification
2.3 完善控制联锁
改造后的管道电加热器与原套管式电加热器均与螺杆泵的启停联锁,即只有螺杆泵处于工作状态时,加热器方可启动,当螺杆泵停止工作时,加热器不可启动。改造后的管道电加热器与原套管式电加热器的联锁条件相比,进行了如下改进:
(1)增加压力联锁。在管道加热器入口处安装一个压力传感器,用以实时检测进入管道加热器的流体压力,当流经管道电加热器的油液压力超过设定值(1 MPa)时,加热器将立即停止工作,同时发出报警号,以确保润滑系统安全、可靠的工作。
(2)改进温度联锁。改造后的立式管道电加热器,通过安装在加热器出口温度传感器的温度设定实现启动与停止。管道加热器出口实测温度记为T,该加热器设定下限温度T1为38℃,上限温度T2为42℃。当T<T1时,加热器会全功率(45 kW)加热;当T≥T1时,加热器低功率(15 kW)加热;当T≥T2时,加热器停止工作。管道加热器的上限温度与下限温度可以根据现场实际情况进行重新设定。
(3)增加流量联锁。在管道加热器出口处安装一个涡轮式流量传感器,用以实时检测通过管道加热器的油液流动情况,该加热器的最低流量设定值为2 m3/h(正常工作时的流量是12 m3/ h),当通过加热器的实际流量小于或等于最低设定值时,加热器将停止工作。
4 结论
通过对30万t横切生产线稀油润滑站加热系统存在的问题分析,制定并实施了相应的改造措施,改造后效果显著产。
(1)改造后的管道式电加热器既不同于传统安装于油箱底部的套管式电加热器,也不同于现在使用较多的独立循环加热回路,改造后的加热器安装在供油泵出口处,相比套管式电加热器,改善了油液在加热器处的流动性,提高了加热器系统的加热能力;相比独立加热循环回路,在满足了系统加热能力要求前提下,降低设备投资成本与节省场地空间。
(2)改造后的管道式加热器实现对压力、温度、流量的自动检测、控制与报警联锁功能。
(3)改造后的管道式加热器实际应用效果较好,对其它类似工况的稀油润滑系统加热方式的选择与加热效果的改进具有一定的参考意义。
[1]韩清刚.浅析稀油润滑系统油温控制[J].液压与气动,2010(2):58-60.
[2]成大先.机械设计手册[M].北京:化学工业出版社,2002.
[3]汪德涛.润滑技术手册[M].北京:机械工业出版社,1998.
[4]胡帮喜.设备润滑基础[M].北京:冶金工业出版社,2002.
[5]辛晔.稀油润滑系统的温度控制[J].机械工程与自动化,2013(1):193-194.
[6]沈立忠.稀油润滑装置的智能控制[J].冶金设备,2013(2):209-211.
[7]乔东震.彩涂板生产线卷取机稀油润滑系统改造[J].冶金动力,2005(1):89-90.
[8]厉秉奎,稀油润滑系统的精确温控[J].一重技术,2010(4):13-14.
[9]何曦,集中稀油润滑系统的温度控制[J].润滑与密封,2002(4):84-86.
30万t横切生产线稀油润滑加热系统改造
李鹏来
Electric heater system modification of the oil lubrication station of 300,000 t crosscutting production line
LI Peng-lai
(Shougang Jingtang Iron and Steel Co.,Ltd.,Tangshan 063200,China)
Casing heaters exposed the problems that heating power was a little small and heating effect was bad when the oil lubrication system of Shougang Jingtang 300,000 t crosscutting production line ran.The problem of the oil lubrication system was thoroughly solved by replacing the casing heaters with the pipeline heater and optimizing the interlocking conditions of pressure,temperature and flow rate.
edge shear;rotary shear;oil lubrication station;pipeline electric heater
TH117
A
1001-196X(2014)05-0091-03
2014-03-21;
2014-05-13
李鹏来(1981-),男,硕士,工程师,主要从事液压技术方面的设备管理与维护工作。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:35:04
重型机械(2020年3期)2020-08-24 08:31:40
汽车维修与保养(2020年11期)2020-06-09 05:42:10
化工管理(2020年35期)2020-01-14 09:47:54
石油地质与工程(2019年3期)2019-09-10 08:28:00
贵州农机化(2019年1期)2019-01-08 10:25:03
石油钻探技术(2018年6期)2018-12-25 01:33:58
能源研究与信息(2017年4期)2018-02-26 16:41:19
中国军转民(2017年9期)2017-12-19 12:11:40
设备管理与维修(2015年11期)2015-03-16 05:57:21
