连铸机弧形段支撑框架装配精度检测
2014-09-19 02:16赵广滨
中国重型装备 2014年1期
赵广滨
(中国第一重型机械股份公司,辽宁 116113)
连铸机弧形段支撑框架装配精度检测
赵广滨
(中国第一重型机械股份公司,辽宁 116113)
利用公司现有的三坐标测量系统(LDMS),根据三坐标经纬仪的测量原理,提出了一种新的测量方案。在缩短检测周期的同时又能保证实际测量的精度,将包括加工积累的误差控制在±0.1 mm以内,远远高于图纸要求的位置公差精度±0.3 mm,并具有一定的通用性,具有良好的应用前景。
三坐标测量系统(LDMS);测量辅具;全站仪;弧形段支撑框架;装配精度
连铸机支撑框架的坐标点的测量与调整是一项非常重要的工作,它将直接影响到连铸导向段的精度。要想将各坐标点的精度调整合格首先要将各点的坐标值测量准确。对于连铸支撑框架的测量,尤其是弧形段支撑框架的测量一直是我公司没有解决的难题。在以前生产的连铸产品的检验过程中也曾用几种方法对弧形段支撑框架进行过测量,但是测量结果都不令人满意。例如:在出口比利时的连铸项目中,VAI专家是利用加工时做的基准,用千分尺、平尺、水平仪、钢线等间接进行测量,对测出的数据需进行计算后才能与图纸进行比较,再判断是否需要进行调整。一个弧形段支撑框架反复测量一个多星期,最后结果仍不是很准确;又如在与日本JSP公司合作的宝钢2 300 mm连铸项目中,最后精度是上机床打表进行的装配精度测量。随着检测手段的进步,奥钢联现如今是采用全站仪进行框架精度的测量,它的测量性能大大优于我们现在使用的三坐标测量系统(LDMS),但该设备的成本非常昂贵。如何在现有的设备条件下既经济又高标准地完成对弧形段支撑框架的测量,以满足外方对尺寸检验精度的要求是摆在我们技术人员面前的一个全新的课题。
1 试验原理
非接触式大尺寸三坐标测量系统LDMS,是用相距b的二台经纬仪T1与T2同时瞄准空间某点P,获得一组测量数据:水平角α1、α2及竖直角β1、β2。若距离b为已知,则根据三角学准则可求出点P相对于由T1、T2所建立的系统空间坐标系的三维坐标值X、Y、Z。利用已知长度的基准标尺,对LDMS进行定标,从而求出距离b,并建立系统空间坐标系;其原点为T1的中心点A,X轴为一过原点的水平线,该轴还与过T2中心点B的铅垂线相交,Z轴为过原点的铅垂线,Y轴则通过原点,并与X、Z轴垂直。X轴、Y轴及Z轴之间符合右手法则,图1为工作原理示意图。
LDMS的空间坐标系一经建立,则在此后所进行的测量中,任何被测点均可表示为该坐标系中的一几何点。在几何测量中,任何复杂的被测物都可以看作是由一些几何元素构成;这些元素包括点、直线、平面、圆、圆锥、圆球等。LDMS是通过测量最基本的几何元素——点来测量各种几何元素,并可计算各几何元素之间的相互关系。
2 试验方案
2.1 测量方案
根据三坐标经纬仪的测量原理,确定了测量方案:建立LDMS空间坐标系时,测量系统需在已组装好的弧形段上测量若干点,以建立一个与弧形段框架板相平行的基准面,用于将框架上各基准点的坐标投影于该面,来进行数据分析。由于该弧形段支撑框架表面为非加工面,给基准面的确立增加了难度,而基准面确立的准确程度,直接影响框架各基准点的测量精度。

图1 LDMS工作原理示意图Figure 1 Illustration of LDMSworking principle
为了减小测量误差,在弧形板圆弧处焊接三块工艺基准块,框架板在铣床加工时,要求加工面1~5及三个工艺基准块共面,误差不大于0.05 mm。如图2所示。
2.2 辅具设计
支撑框架上的被测点大部分都是空间的坐标点,是不能直接放靶标进行测量的。因此需针对所需测量点设计专用的测量辅具,利用测量辅具来保证将测量靶标能精确的放在被测点上,具体设计如下:
(1)测量辅具一:以支座圆弧中心B为基准,保证被测量点A的1 580 mm尺寸精度,其结构如图3所示。

图2 弧形段支撑框架示意图Figure 2 Schematic sketch of arc segment support framework

图3 测量辅具一Figure 3 Measuring auxiliary device 1

图4 测量辅具二Figure 4 Measuring auxiliary device 2

图5 测量辅具三Figure 5 Measuring auxiliary device 3
(2)测量辅具二:确定和保证被测点A的155 mm尺寸的位置精度,安放测量靶标,其结构如图4所示。(3)测量辅具三:安放B点的测量靶标,其结构如图5所示。
2.3 转换坐标系
利用计算机AutoCAD软件画弧形段支撑框架的图,标出各个坐标点。并以Ⅰ(连接梁轴心点)为0点,以Ⅰ点与Ⅱ点(连接梁轴心点)的连线为X轴,以通过Ⅰ点垂直于X轴方向为Y轴。转换坐标系,将图纸给定的数据进行转换以减少测量时间,提高工作效率,否则每次在进行测量后,都要进行数据转换。
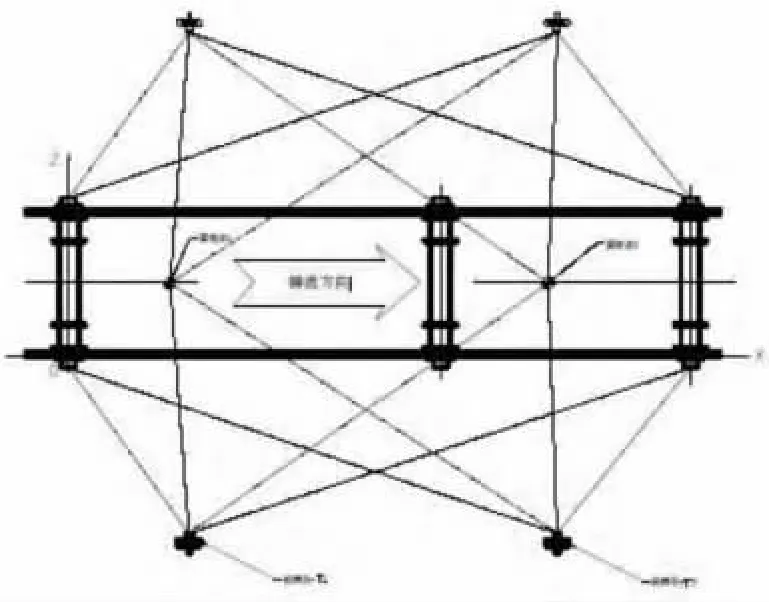
图6 测量示意图Figure 6 Schematic diagram ofmeasurement
3 试验过程及结果分析
测量示意图见图6,具体试验过程如下:
(1)将两台电子经纬仪安放到框架的一侧适当位置,两台经纬仪调平、互瞄、测标尺定标建立系统坐标系。以T1为原点(X=0,Y=0,Z=0)这个坐标系为原始坐标系。
(2)将靶标粘贴在框架1~5点和三个工艺块上,测量这些点建立一平面1,将来要将所有点测量的数据都要投影到这个面上。用靶标测量Ⅰ点的连接梁轴径外表面,测量四点,确定轴径中心点,同样测量Ⅱ点的连接梁的轴径中心点,建立一直线Ⅰ-Ⅱ。
(3)坐标系平移,将原始坐标系平移到平面1上,以Ⅰ为坐标原点,按直线Ⅰ-Ⅱ旋转坐标,以通过Ⅰ点垂直于X轴方向为Y轴,建立新坐标系,此坐标系为实物坐标系。
(4)检查对中管与支座的配合情况,结合面要求间隙不大于0.05 mm。检查框架的所有把合螺栓,必须按图纸要求的预紧力矩进行预紧。
(5)将测量辅具安放到相应的位置,检查各测量辅具与框架板的贴合情况,间隙不能大于0.05 mm。
(6)依次测量各点,并按标准值进行调整直至合格为止。检验结果做记录。
(7)在框架下部中间位置设立两侧都能测量到的两个固定点,用两台经纬仪测量两个固定点进行调平、找正、定原点,将坐标平移到两个固定点上,保存数据。将经纬仪移到另一侧,按设立的两个固定点定标安装经纬仪。
(8)按照第一面测量的步骤对另一侧进行测量、调整至合格,记录检测结果。
4 结论
(1)在比利时连铸的测量过程中,每一次测量之间的误差都超过±0.2 mm,实际测量精确度在±0.5 mm之间。一般图纸要求的位置公差精度为±0.3 mm,而我们采用此种检测方法的实际测量精度,包括加工积累误差能保证在±0.1 mm以内,远高于图纸要求的尺寸精度。
(2)在比利时连铸项目检测时,用了近一周的时间;在与日本JSP公司合作的宝钢2 300 mm连铸项目中,采用在机床打表检查方法再加调整最少也得两个班左右。现在,采用此种检测方法在正常情况(没有停工)下,一个班就能完成测量和调整,大大缩短了生产周期,提高了工作效率。
(3)设计的这套测量辅具现已在巴西ACOMINAS连铸(1套),巴西2 050 mm连铸(4套)等项目的检测过程中进行了实践验证,结果表明具有良好的通用性。在接下来的奥钢联LISCO等连铸项目中均可以继续使用,大大节约了生产成本。
[1]罗振才.炼钢机械(修订版).北京:冶金工业出版社,1989.
编辑 傅冬梅
Assembly Accuracy Detection of Continuous Caster Arc Segment Support Framework
Zhao Guangbin
By applying current three coordinatesmeasuring system(LDMS)in our company and measuring principle of three coordinates theodolite,a newmeasuringmethod has been broughtup.The newmethod could shorten detection period and meanwhile ensure actual survey precision to control error accumulated bymachining under ±0.1 mm,which was superior to position tolerance accuracy ±0.3 mm demanded in the drawing evidently and has universality and well application foreground.
three coordinatesmeasuring system(LDMS);measuring auxiliary device;total station instrument;arc segment support framework;assembly accuracy
TG233
A
2013—05—17
猜你喜欢
山东冶金(2022年4期)2022-09-14
宇航计测技术(2022年2期)2022-06-01
消费导刊(2020年25期)2021-01-27
中国金属通报(2020年21期)2021-01-04
北京广播电视报(2019年21期)2019-09-02
魅力中国(2019年35期)2019-01-13
安徽医科大学学报(2018年5期)2018-06-11
中国康复(2017年4期)2017-03-13
百科探秘·航空航天(2016年9期)2016-12-01
火炮发射与控制学报(2015年2期)2015-11-27