
固定尺寸板坯连铸结晶器自动加渣机的设计
2014-09-19 02:19史亚军张文增毕新承
中国重型装备 2014年2期
史亚军 张文增 毕新承
(1.陕西黄河集团有限公司,陕西710043;
2.清华大学机械工程系摩擦学国家重点实验室,北京 100084)
固定尺寸板坯连铸结晶器自动加渣机的设计
史亚军1张文增2毕新承2
(1.陕西黄河集团有限公司,陕西710043;
2.清华大学机械工程系摩擦学国家重点实验室,北京 100084)
针对传统二维行走型自动加渣机运动路径复杂、成本昂贵的不足,设计了一种新型自动加渣机。该加渣机主要包括机架、螺旋给料机、第一电机和行走传动机构。其中螺旋给料机包括第二电机、料斗、双输出轴传动机构、两根螺旋丝和两根给料管。该装置中,第二电机通过双输出轴传动机构驱动两个螺旋丝转动,逐渐将料斗里的保护渣推送到给料管口外,洒落于结晶器的钢水表面,同时第一电机通过单自由度的带轮行走机构带动螺旋给料机整体作回旋运动,从而两个给料管分别在结晶器两侧走相同的路径。该装置结构紧凑,控制容易,成本低,特别适用于固定尺寸结晶器的板坯连铸使用。
连铸;自动加渣机;螺旋给料机;结晶器;板坯
向结晶器中均匀铺撒保护渣是连铸技术的重要环节。在钢水表面上铺撒保护渣起到了隔绝空气、防止氧化的作用,同时降低钢水与结晶器壁的吸附,提高连铸件的质量[1]。
长期以来的传统加渣方式是人工加渣,加渣量与加渣时间全凭操作工人根据经验决定,难以保证加渣的均匀程度,造成连铸件质量不高[2]。人工加渣劳动强度大,效率也低。与此同时加保护渣时所产生的渣尘对人的健康有危害[3]。日本和欧美一些发达国家从20世纪70年代开始研制结晶器自动加渣机。目前已有多种类型的保护渣自动加入装置被研制出来,技术已比较成熟[4]。近十年来我国不仅在新建的连铸机上采用了进口的自动加渣机,还开始自主研制结晶器自动加渣机,有些产品已经被成功开发出来。
采用结晶器自动加渣有以下优势[5]:加料均匀,确保连铸件质量;封闭加料,减少扬尘对人体危害,防止保护渣受潮;减轻工人劳动强度。
中冶赛迪集团和清华大学曾合作开发出一种固定安装在中间罐车侧下方的自动加渣机[6],采用螺旋给料机供料,并且用两个电机驱动直角坐标式的二维运动机构,实现复杂二维运动。采用PLC作为控制器[7]。该装置的不足为:直线单元较长,采用编程控制运动轨迹设计复杂,运动轨迹有两个自由度导致需要两个行走电机,成本高。本文将针对现有自动加渣机的问题,设计出一种新型的低成本、易操作、加渣均匀的自动加渣机。
1 自动加渣机的技术要求
(1)撒渣均匀
撒渣的厚度和均匀性等对于连铸件的质量有着极大的影响[8]。在撒渣过程中要尽可能保持渣层厚度均匀一致。在运动方向或速度发生变化时同样如此。这将加大自动加渣机设计的难度。
(2)便于操作
在自动加渣机加渣的同时,工人能够方便地进行其他操作。加渣时同样要保持结晶器前方工作区的通畅。
(3)粉尘污染小
当保护渣从高处落下到铸件表面时,不可避免的要扬起粉尘,加渣机在设计过程中要考虑到将粉尘的污染控制到最小,以保护工人的健康,同时减少保护渣的浪费,降低成本。
(4)成本低
在设计过程中,要将加渣机设计的尽可能的简单,以降低成本,使之能够投入到实际生产中。
2 新型自动加渣机设计
针对已有产品的不足,本文设计出如下的新型加渣机,如图1~图3所示。
该加渣机主要包括机架、螺旋给料机、第一电机和行走传动机构。其中螺旋给料机包括第二电机、料斗、双输出轴传动机构、两根螺旋丝和两根给料管。该装置中,第二电机通过双输出轴传动机构驱动两个螺旋丝转动,逐渐将料斗里的保护渣推送到给料管口外,洒落于结晶器的钢水表面,同时第一电机通过单自由度的带轮行走机构带动螺旋给料机整体作回旋运动,从而两个给料管分别在结晶器两侧走相同的路径。该装置结构紧凑,控制容易,成本低,特别适用于固定尺寸结晶器的板坯连铸使用。
料斗分为上料斗和下料斗。第二电机通过第二减速机与下料斗固接,电机的动力由减速机输入,通过双输出轴传动机构带动螺旋丝旋转。给料管中的螺旋丝穿过下料斗,将保护渣带出并输送至给料管出料口。第一电机和第一减速机固定在机架上,将动力输入给带轮行走机构。带轮行走机构包括主动轮、主动轴、从动轮、从动轴、传动件和连接件等组成,连接件固定在传动件上,并与螺旋给料管固连。通过控制带轮行走机构上一点的运动,进而控制螺旋给料管的运动。
该装置的具体实现方式为:
将保护渣加入上料斗中,依靠重力落入下料斗。第二电机提供动力,经第二减速机传递给双输出轴传动机构,使穿过小料斗下部的两个螺旋丝转动并推送保护渣。同时,第一电机通过行走减速机控制两根螺旋输料管的运动,完成布渣。
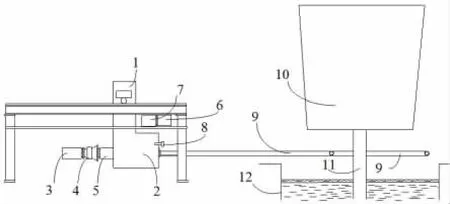
图1 自动加渣机的主视图Figure 1 Front view of automatic flux feeder
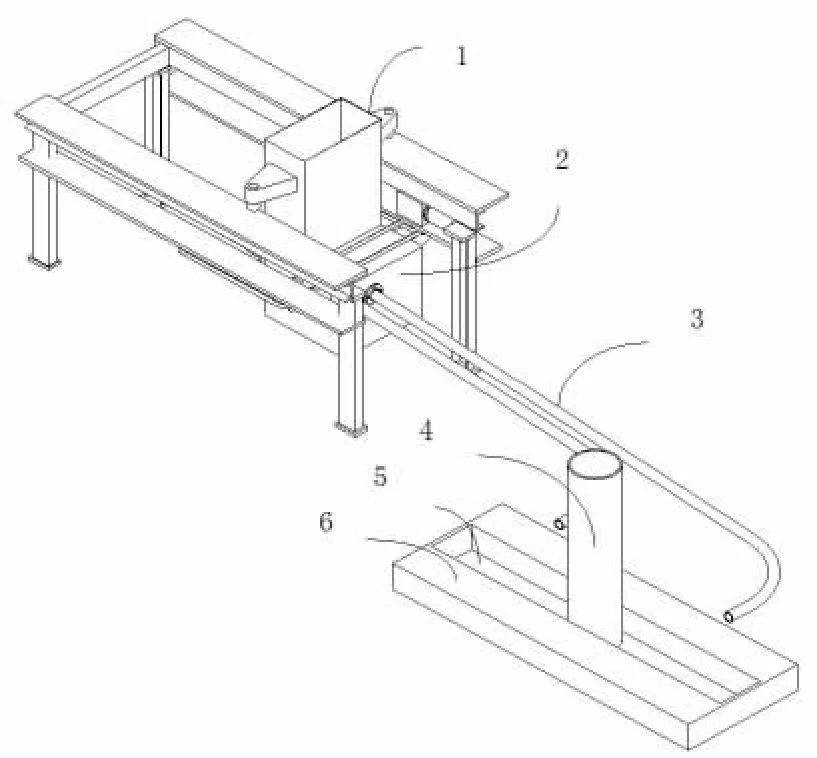
图2 自动加渣机的立体图Figure 2 Three dimensional plan of automatic flux feeder
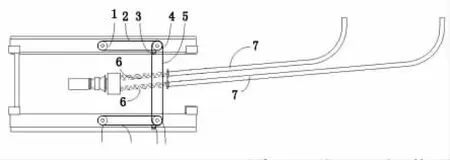
图3 自动加渣机的仰视图Figure 3 Bottom view of automatic flux feeder
该加渣机特点为采用双螺旋丝输送机构,从而避开了绕过水口的繁琐操作,实现了单自由度控制的简化处理。由于是单自由度控制,在运动的动力上只需要一个电机。同时,将直线运动单元的长度缩减为单螺旋输送管时的一半,有效的降低了成本。此外,双螺旋输送管为两处同时布渣,使布渣更为均匀。通过双电机分别控制行走机构和螺旋给料机,能精确控制给料速度,实现闭合曲线路径的自动撒渣。
3 自动加渣机的功能
3.1 加渣速度调节
不同温度不同钢种对于保护渣的消耗速度不同。通过给料减速机调节加渣速度,以控制在结晶器槽口中保护渣的总量充足。
3.2 移动速度调节
在一处的保护渣消耗完之前,螺旋给料管必须已行走一周并对该处继续加渣,才能保证对于该处连铸件的有效保护。通过行走减速机调节主动轮的转速,从而控制螺旋给料管运动的速度,以达到全面保护的效果。
3.3 料位检测
通过料位开关,对下料斗里保护渣的量进行检测,当低于下限值的时候自动打开开关,使上料斗中的保护渣凭借重力下落到下料斗中。当达到上限值的时候,自动关闭开关,避免保护渣在上料斗与下料斗之间的连接软管中堵塞。同时减少了工人人工监视下料斗中保护渣量的负担。
4 自动加渣机的参数设计
4.1 主动轮与从动轮直径Dwh
螺旋给料管做平动。其上每一点的运动轨迹相同。由于螺旋给料管通过连接件固连在传动件上,所以,传动件的形状与铺撒保护渣的闭合曲线路径相同。如图4、图5所示。
板坯结晶器槽口长度为Lm,宽度为Wm,水口直径为Dw(含壁厚)。铺撒保护渣的闭合曲线路径长度为 Lcl,宽度为 Wcl。螺旋给料管直径为Dst。
因为传动件形状的宽度等于主动轮和从动轮的直径,所以

4.2 主动轴与从动轴之间距离Sa1

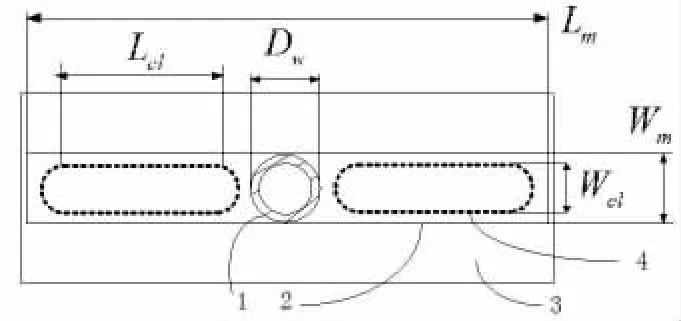
图4 结晶器加渣路径Figure 4 Flux feeding route ofmould
因为传动件形状的长度等于主动轴和从动轴之间的距离与主动轮直径的和,所以

4.3 双输出轴传动机构传动比i12
螺旋件转一圈送出保护渣的量为hsmm,结晶器槽口内消耗保护渣的速度为Vcomm/min,所以螺旋件的转速:

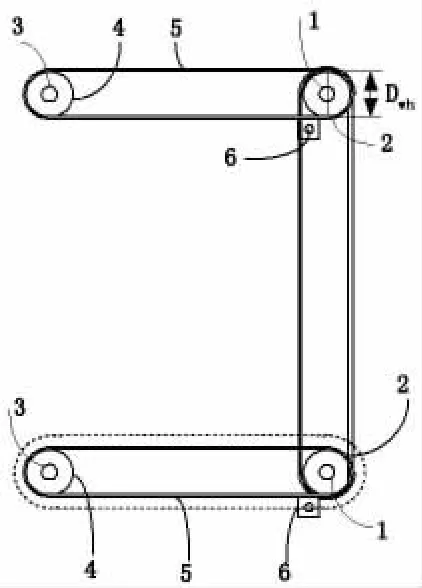
图5 行走传动机构Figure 5 Running transmission mechanism
给料减速机输出的转速为ωfrrad/min,则双输出轴传动机构传动比(如图6所示):

4.4 螺旋给料管倾角φ1
螺旋给料管弯曲段长度为Ssa,能提供要求推力的最小半径为ρsmin,故弯曲部分转过的角度最大为

图6 双输出轴传动机构Figure 6 Dual output shaft transmission mechanism
4.5 布渣速度v
设结晶器槽口内消耗保护渣的速度为Vcomm/min,则布渣速度为vwa=LWVcomm/min。
4.6 行走速度vm
设保护渣的最大高度差为h,出现最大高度差的地方是布渣处与其前方即将布渣处。螺旋给料管行走一圈的路成为S1,时间为t。每平方米单位时间消耗保护渣的高度为hv,则
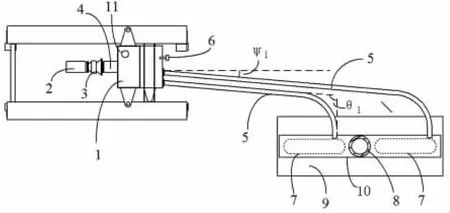
图7 自动加渣机的俯视图Figure 7 Planform of automatic flux feeder
即螺旋给料管的最小行走速度为hvS1/h。
4.7 输送能力Im
主轴直径为D,物料的综合特性参数为A,则主轴最大允许转速[7]

螺旋主轴转速n,螺距S,物料的堆积密度ρ,螺旋输送机的倾角系数C,物料在输送管中的填充系数 ψ,输送能力[7]

4.8 螺旋输送电机功率
物料与机壳间的摩擦系数μ1,物料与螺旋件间的摩擦系数μ2,物料与机壳间的摩擦系数及物料与螺旋件间的摩擦系数的平均值
输送机长度为L,物料内部的颗粒磨擦及搅拌所引起阻力的系数为k0,与填充系数有关的系数为k1,止推或径向阻力系数为轴功率[9]:

功率备用系数为kd,可弯曲螺旋输送机驱动装置的总效率为η2,电机功率
5 自动加渣机的技术特点
5.1 单电机控制驱动
采用双螺旋给料管,省去了在行走过程中绕过水口的繁琐运动,使运动曲线成为两个相同且规整的运动曲线。其路径特别,等于带轮传动的运动。将螺旋给料管通过连接件固定在传动件上,非常简单的实现螺旋给料管的运动轨迹,同时降低了成本。
5.2 两处同时布渣
采用双螺旋给料管,在结晶器槽口上方的两个地方同时布渣,比起单螺旋给料管,更为高效。在行走减速机输出相同转速,即单螺旋给料管和双螺旋给料管同以vm的速度运动。单螺旋给料管行走一周的路程为s1,双螺旋给料管每根管行走一周的路程为s2,则s1=2s2+L1。假设单螺旋给料管在绕过水口时候速度不变,单螺旋给料管完成一圈布渣所需要的时间

双螺旋给料管完成一圈布渣所需要的时间为

所以t2<t1/2。
即双螺旋给料管完成一圈布渣的时间比单螺旋给料管完成一圈布渣时间的一半还少。
5.3 螺旋给料管有倾角
螺旋给料管直线部分在水平面上与下料斗的法线有大小为φ1的倾角,减小了螺旋给料管弯曲部分转过的角度,因而缩短了弯曲部分的长度,节约了空间。
6 结论
本文设计的新型侧装式单自由度结晶器自动加渣机,利用螺旋输送完成保护渣的铺撒,能够实现撒渣均匀、尺寸可调、利于操作、减少扬尘的功能,并通过减少电机数量、缩短直线单元长度、用带轮传动运动规律控制螺旋管运动轨迹成功地降低了成本,改善了工人的劳动强度。
[1]饶添荣.连铸保护渣的特性及其选用[J].上海金属,2004,26(2):50-53.
[2]茅洪祥,胡汉涛.连铸结晶器保护渣自动加渣器[J].冶金设备,1998(03):39-41.
[3]王莹叶,李保才,王伟.板坯连铸结晶器保护渣自动加渣技术的探讨[J].山东冶金,2007,S2:44 -46.
[4]李小娟,江征宇,杨少卓.板坯连铸新型自动加渣机的研发[J].重型机械,2011(01):13 -15.
[5]百木牛.保护渣自动加料前景广阔[N].中国冶金报,2003-12-09.
[6]薛伟峰,张文增,罗利华,等.板坯连铸结晶器侧装式自动加渣机研制[J].中国重型装备,2013(1):17-21.
[7]范锡尧,吴夜明,赵志康.连铸保护渣自动加入装置.中国专利 CN88204416.公开日:1989-07-15.
[8]谢兵.连铸结晶器保护渣相关基础理论的研究及其应用实践[D].重庆:重庆大学,2004.
[9]胡勇克,戴莉莉,皮亚南.螺旋输送器的原理及设计[J].南昌大学学报,2000,22(4):29 -33.
编辑 傅冬梅
Design of Automatic Flux Feeder for Continuous Casting Mould of Fixed Size Plate Blank
Shi Yajun,Zhang W enzeng,Bi Xincheng
Regarding to disadvantage of complexmovement route and high cost of conventionally two dimensional and walking automatic flux feeder,a new type automatic flux feeder has been designed.The automatic flux feeder consisted of framework,spiral feeder,the firstmotor and running transmissionmechanism,further the spiral feeder included the second motor,hopper,dual output shaft transmission mechanism,two spiralwires and two tubes.In the automatic flux feeder,the secondmotor operated two spiralwires to rotate through dualoutput shaft transmissionmechanism and gradually conveyed flux in hopper through feeder tube and spreaded overmolten steel surface inmould,meanwhile the firstmotormade entire spiral feeder turn around through single DOF pulley belt runningmechanism so that the two tubes would run along the same route at two sides ofmould.The new typemechanism is possessed of compact structure,simple control,low cost and especially suitable for continuous castingmould of fixed plate blank.
continuous casting;automatic flux feeder;spiral feeder;mould;plate blank
TP777.1;TH11;TP242.1
A
2013—09—12
猜你喜欢
山东冶金(2022年4期)2022-09-14
山东冶金(2022年2期)2022-08-08
安徽工业大学学报(自然科学版)(2022年3期)2022-07-14
中国金属通报(2020年21期)2021-01-04
矿山机械(2020年2期)2020-03-24
重型机械(2019年3期)2019-08-27
魅力中国(2019年35期)2019-01-13
科技风(2018年15期)2018-05-14
科学中国人(2016年24期)2016-09-21
燕山大学学报(2015年4期)2015-12-25
