基于DSP的数字化软开关弧焊电源
2014-09-17 02:41白宏伟姚秋凤
电焊机 2014年1期
白宏伟,姚秋凤
(河南机电高等专科学校,河南 新乡 453002)
0 前言
DSP控制技术是目前弧焊电源数字化的核心技术,本设计的数字化软开关弧焊电源包括主电路数字化和控制电路数字化[1]。主电路采用移相全桥ZVZCS软开关,功率开关器件IGBT工作在0/1开关状态,变压器对送电回路和焊接回路起到电气隔离的作用且满足电流、电压的匹配要求;控制电路以DSP为控制核心,DSP具有很强的实时信号处理能力,运算速度快,提高了弧焊电源的数字控制精度和实时性,且采用PI控制方案,使控制系统具有较高的稳态精度。
1 结构总体设计
基于DSP的数字化软开关弧焊电源总体结构如图1所示,主要包括电源的数字主电路系统和数字控制系统。

图1 基于DSP的数字化软开关弧焊电源结构框图
数字化主电路是一个功率变换器,选择IBGT作为主控器件,将从电网吸取的电能整流滤波、逆变、降压隔离等处理后,转换成可供焊机使用的焊接电源。
数字控制系统以DSP为控制核心,DSP主要用于数据处理、控制算法的实现以及PWM控制信号的产生,从而控制驱动电路驱动IGBT主控器件并通过监控逆变电源输出电压、电流实现电源的双闭环控制。
2 数字化主电路设计
系统主电路如图2所示,包括整流滤波电路、IGBT全桥逆变电路、中频变压器、二次整流滤波电路。IGBT逆变电路采用移相式双零软开关PWM全桥逆变拓扑[2-3],将PWM技术和软开关技术的优点结合在一起。软开关提高了弧焊电源的可靠性和电源效率,为进一步提高逆变频率和焊机控制性能提供了可能。
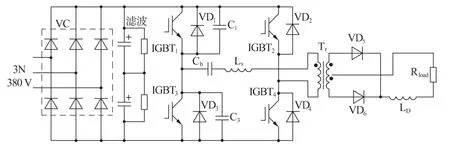
图2 ZCZVS变换器主电路
移相FB-ZVZCS-PWM变换器中,超前臂上的两个开关管(IGBT1和IGBT3)和滞后臂上的两个开关管(IGBT2和IGBT4)轮流导通半个周期,两个桥臂之间引入移相从而决定变换器的占空比。在超前臂一只IGBT关断后,主电路进入换相过程,此时饱和电抗Ls仍处于饱和状态,变压器一次电流ip在隔直电容Cb和变压器一次侧漏抗的谐振作用下迅速下降。当ip下降到零时,由于饱和电抗Ls已退出了饱和,阻止了阻断电容峰值电压Ucbp引起的电流反向流动,从而使滞后臂的关断在零电压零电流状态下完成。随后,滞后臂上的另一只IGBT管开通,逆变全桥的电源电压与Ucbp之和加在饱和电抗上,由于饱和电抗进入饱和需要一个短暂的过程,电流不能立即上升,这样滞后臂的开通也是在零电流下完成[4]。
3 数字控制系统设计
3.1 硬件设计
数字控制系统是以DSP为控制核心的闭环控制系统,对弧焊电源进行整体管理和控制。数字控制电路主要包括DSP系统、键盘输入及显示电路、光电隔离与驱动电路、焊接参数采集及反馈电路等。由于DSP具有较高的运算精度和较高的信号实时处理能力,可以保证电弧输出控制准确,电源的动态特性快且具有很高的稳定性、可靠性和可操作性。
3.2 软件设计
软件设计是数字化弧焊电源的灵魂,本次软件设计采用汇编语言进行编程控制硬件操作,主要完成PI双闭环控制、PWM控制信号的生成、重复控制、A/D转换等。图3为恒流外特性控制程序流程,采用电流负反馈控制。焊接过程中,传感器对焊接电流、电压进行检测,检测信号经A/D转换由模拟量转化为数字量,DSP以10 kHz采样频率采样反馈的数字信号,用户设定的电流、电压值以数字量的形式由控制面板输入到DSP,DSP根据电流、电压设定值与反馈值,采用PI控制算法进行数字信号处理,得到PWM波形控制中的脉冲占空比值,将占空比值送入DSP寄存器中,从而实现逆变器输出的控制,得到所需要的弧焊电源外特性。
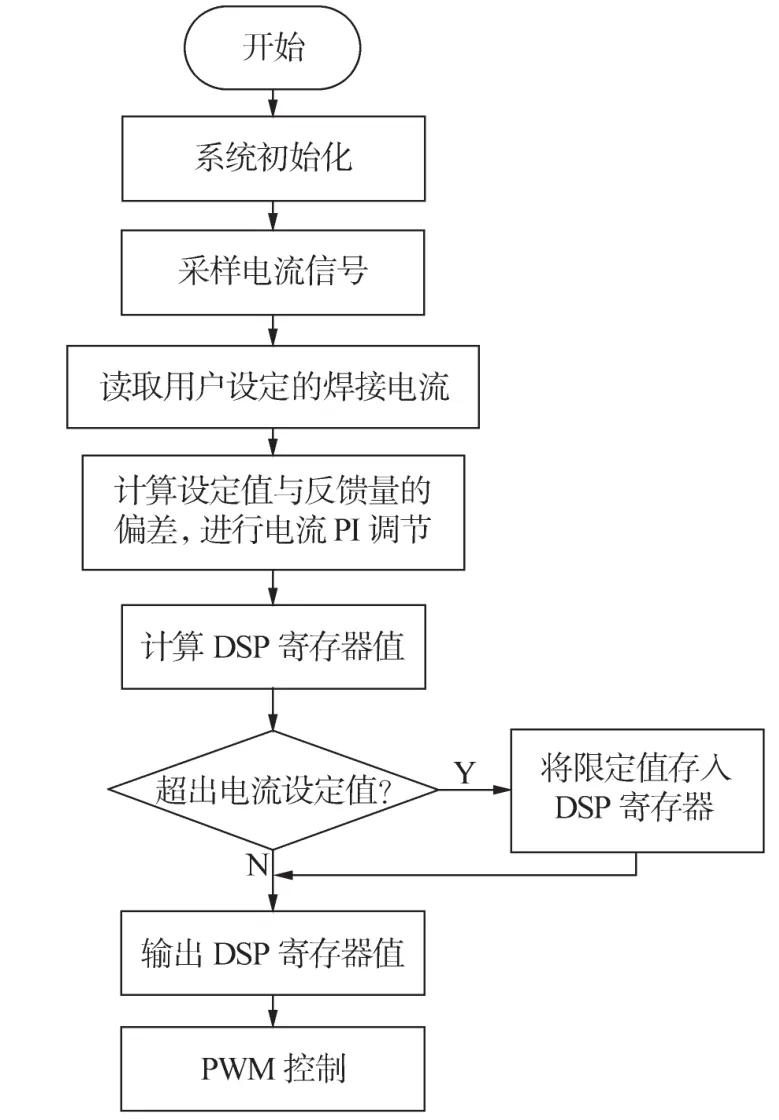
图3 恒流外特性控制程序流程框图
PI控制是根据经验进行的在线调节,使控制系统具有较高的稳态精度。本系统中PI控制模块完成电压、电流的双闭环控制功能,使输出电压、电流稳定在设定值上。
4 试验和结论
通过以上方法,采用TM320LF2407为控制核心、采用FB-ZVZCS变换器设计了一台350 A恒流特性的弧焊电源,图4为超前臂和滞后臂的驱动、电流和管压降波形,超前臂零电压开关,滞后臂零电流开关,逆变器的占空比损失很小且在箝位续流期间,环路电流很快衰减到零并保持。
移相FB-ZVZCS-PWM变换器与FB-ZVS-PWM变换器相比,增加了隔直电容和饱和电感,隔直电容使负载范围变大,饱和电感有效减小了变换器的占空比损失,有效提高了逆变器的效率和变压器的能量传输性能。数字控制系统大大提高了系统的灵活性,控制测量通过软件的方式实现,设计人员在开发的过程中能灵活地对软件进行修改和升级,以适应不同的焊接情况,实现弧焊电源的柔性控制与多功能集成。
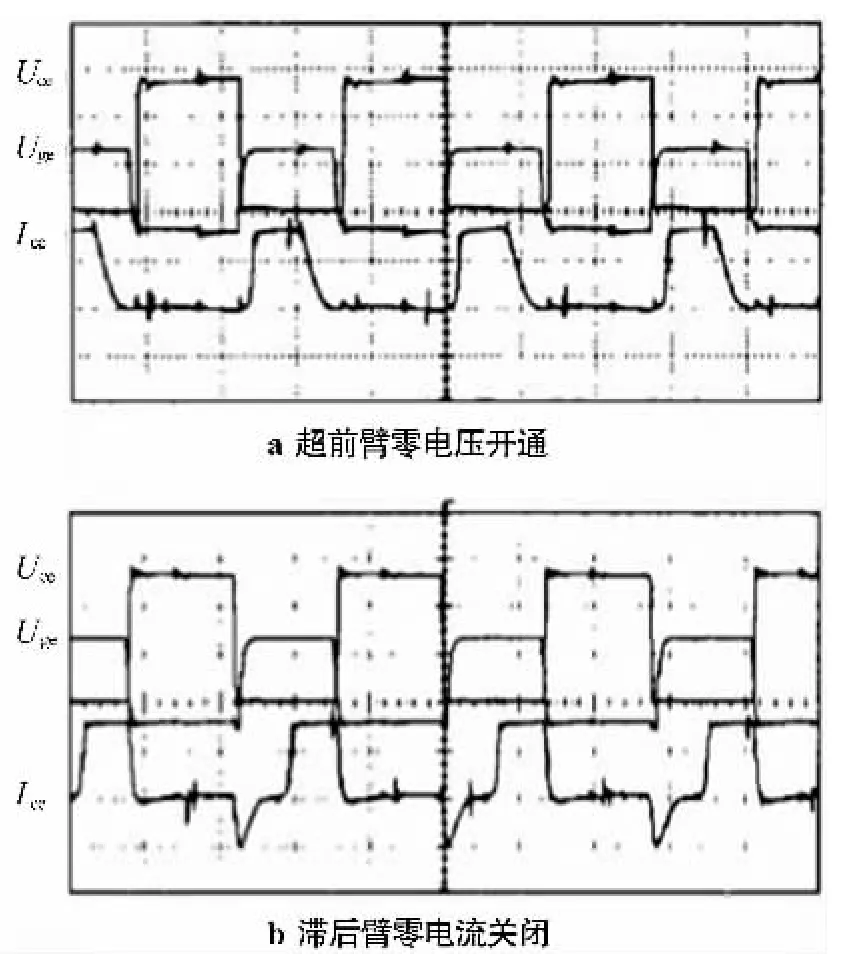
图4FB-ZVZCS-PWM变换器的波形
:
[1]熊振兴,黄石生.现代数字化弧焊电源的发展[J].电焊机,2010,40(4):7-8.
[2]杨 通,黄延龄,张光先.数字化的逆变弧焊电源[J].电焊机,2009,39(2):13-14.
[3]付炜亮,田松亚,吴冬春,等.零电压零电流PWM弧焊逆变电源工作过程分析及仿真[J].电焊机,2007,37(10):54-58.
[4]崔桂梅,刘丕亮.基于DSP的数字弧焊逆变电源系统的研究[J].自动化与仪器仪表,2009(5):120-122.
猜你喜欢
大电机技术(2022年3期)2022-08-06
防爆电机(2021年1期)2021-03-29
山东电力技术(2019年6期)2019-07-04
电力与能源(2017年6期)2017-05-14
电测与仪表(2016年7期)2016-04-12
电测与仪表(2016年4期)2016-04-11
通信电源技术(2016年5期)2016-03-22
焊接(2016年7期)2016-02-27
焊接(2016年1期)2016-02-27
铁道科学与工程学报(2015年4期)2015-12-24