联碱碳化塔的升级改造
2014-09-15 04:32朱爱民
纯碱工业 2014年1期
朱爱民
(中盐德邦(江苏)化工股份有限公司,江苏 连云港 222002)
1 项目建设的背景
德邦公司目前在安徽淮南联碱装置能力为30万t/a,系统采用加压变换气制碱,同时结合常压炉气制碱。变换气加压制碱采用变换气进入制碱塔直接碳化,制碱塔尾气进入清洗塔进行清洗,作业周期与清洗周期可以根据生产情况自由调整的工艺。此种变换气制碱工艺是我国独创的联碱流程,其节能和节省投资的效果是十分显著的,我公司一直以来坚持采用加压变换气制碱技术,积累了大量的经验及基础数据。我公司变换气制碱设备采用内冷式索尔维碳化塔,原变换气制碱塔型号为φ2.2/φ2.4×24.6m,单塔日生产能力为80t/d·塔;常压炉气碳化塔采用的是外冷式碳化塔,塔的型号为φ2.2×28.9m,单塔日生产能力为,75t/d·塔。随着生产能力的增加,不管是变换气制碱塔,还是外冷碳化塔,都不能满足生产的要求,因此对变换气制碱及常压炉气系统进行技术升级改造。
2 设备选型及核心设备改造方案
碳化系统技术改造涉及的主要设备包括变换气碳化塔、常压炉气碳化塔、中和泵、AⅡ液泵、稠厚设备及尾气净化系统设备。核心设备变换气碳化塔及常压炉气碳化塔主要由我公司自行设计。
2.1 加压碳化塔
将φ2.2/φ2.4×24.6m 改造为φ2.2/φ2.7×26.4m,额定工作压力为1.1MPa,设计压力1.3 MPa,换热面积537m2,全容积123m3,单塔产能120t/d·塔,上部笠帽24个,下部笠帽9个。对碳化塔重新进行了设计计算,针对碳化塔不同高度,设计了笠帽的不同开孔率,同时考虑合适的气相及固相流道,计算流通通道的具体尺寸。同时考虑单塔负荷的增加,调整了冷却水箱布管型式及冷却水箱数量。
2.2 常压炉气碳化塔
原来采用的是φ2.2×28.9m外冷式碳化塔,碳化结晶质量较差。在这次改造中淘汰了3台外冷式碳化塔,采用公司自主设计φ3.0/φ3.5×30.7m异径内冷式常压碳化塔。设计额定工作压力为0.5 MPa,设计压力0.6MPa,换热面积1 564m2,全容积244m3,设计单塔产能200t/d·塔,上部笠帽24个,下部笠帽8个。由于采用炉气制碱,同时使用空气进行清洗,故我公司对常压炉气碳化塔进行了相关设计计算,计算了碳化塔总高度,同时设计了合适的反应净化段及结晶冷却段,通过计算不同笠帽采用的不同的开孔率,以达到最佳的清洗效果。同时考虑合适的气相及固相流道,计算出流通通道的具体尺寸。根据单塔负荷的具体情况,采用h=1 250mm高水箱,调整冷却水箱布管型式,以适应大负荷的要求。同时根据碳化塔具体结构,设计了底部气体分布器,解决底部堆碱的问题。
2.3 中和泵及氨Ⅱ泵
均选用既耐腐蚀又耐冲刷的碱液泵。中和泵型号IJ125-80-250A技术参数流量Q=135m3/h,扬程H=66m;氨Ⅱ泵型号IJ125-100-315技术参数流量Q=200m3/h,扬程H=125m。
2.4 旋液分离器
变换气加压碳化塔取出的固液比为25%左右,直接进入转鼓过滤机势必增加滤碱机运行负荷,所以本改造采用φ380×1 904旋液分离器进行稠厚,可以有效提高稠厚后的固液比至32%左右。
2.5 尾气净化塔
选用φ2.8×24.7m泡罩式吸收塔,采用三级净氨,一级采用冷AⅠ,二级采用淡液(回收蒸氨残液),三级采用软水,逐级进行洗涤吸收,将回合成高压机三段入口的氨含量降低到0.2%以下。
改造前后设备变化见表1。

表1 改造前后主要设备一览表
3 项目投资情况
碳化系统改造总投资为:1 950万元,其中
设备费用:480万元
安装材料费用:1210万元
土建:25万元
防腐保温:85万元
电器及仪表:140万元
其它费用:10万元
4 项目运行情况
碳化系统生产运行平稳,各项指标均达到设计能力,部分关键指标超过了原设计参数。碳化塔三点温度远高于设计温度,尤其中部反应温度高达66.4℃。无论从碳化塔的产能、制碱运行周期、碳化转化率,还是碳化取出结晶质量、洗水当量、吨碱氨耗各方面均优于传统的内冷式索尔维碳化塔,也优于国内其他类型碳化塔各项参数。具体运行数据见表2。

表2 大型加压碳化塔、常压炉气碳化塔运行数据一览表
4.1 碳化塔生产能力
1)加压变换气碳化塔:根据系统进塔AⅡ母液及取出母液成分核算,德邦公司吨碱母液当量在9.2~9.5m3/t碱,进塔 AⅡ流量在51~56m3/h,单塔生产能力135t/d·台。原加压碳化塔生产能力为80t/d·台,大型塔能力是原来加压碳化塔的1.69倍,产能提升69%左右。
2)常压炉气碳化塔:根据目前进塔AⅡ母液及取出母液成分核算,淮南公司吨碱母液当量在9.2~9.5m3/t碱,进塔AⅡ流量在95~100m3/h,单塔生产能力253t/d·台。因此从以上查定数据及计算数据,自主设计的内冷式常压碳化塔,单塔生产能力超过原设计能力(200t/d·台)25%~28%,是原有的外冷式碳化塔(75t/d·台)产能的3.4倍,实现了常压炉气塔的大型化。
4.2 碳化塔制碱、清洗周期及清洗效果
根据碳化塔投入使用来看,单塔制碱运行周期采用的是48h(结晶质量、碳化转化率均较好情况下),清洗周期在24h情况下,均能彻底清洗好碳化塔。目前投入使用后6个月,在未发生事故状态下未进行煮塔作业。由表2可以看出,进塔清洗的AⅡ液CO2浓度为17.2tt,大大提高了碳化塔的溶疤能力,溶疤速度也得到提高。改造前AⅡ液CO2浓度为22tt,碳化塔结疤溶解度为25g/L;改造后结疤,溶解度为43g/L,相当于改造前的2倍,溶解速度常数达到0.85cm/h,是改造前1.3倍。
4.3 碳化转化率
根据以上查定数据可以看出,无论是加压变换气碳化塔还是内冷式常压炉气碳化塔,碳酸化后出碱液CNH3基本均在86.4tt以上,最高能达到87.6tt,平均86.6tt,进塔AⅡ液固定铵38.2~40 tt,取出液固定铵增量能达到46~47.6tt,与原加压碳化塔固定铵增量40~42tt相比较,增量提高了15%~20%,优于国内同行业固定铵增量40~43 tt,系统母液吨碱当量下降了15%~20%,大大降低了系统的电耗。
4.4 碳化重碱结晶情况
1)加压变换气碳化塔:依据表2可以看出,在变换气碳化塔作业初期,取出液沉降时间基本在50s以下,取出固液比25%~30%,旋液后在50%以上;碳化塔作业到24h,取出液沉降时间也在62s,取出固液比旋液后在超过50%;当碳化塔作业到48h以上时,取出液沉降时间也在60~70s,取出固液比旋液后超过50%;从以上数据可以看出,碳化塔重碱的结晶质量非常好,取出液的固液比超过25%,经过稠厚装置进一步稠厚,可以提高滤碱机的生产能力。
2)常压炉气碳化塔:依据表2,在常压碳化塔作业初期,取出液沉降时间基本在40s以下,取出固液比也在30%以上;碳化塔作业到24h时,取出液沉降时间也在60s,取出固液比超过30%;当碳化塔作业到48h以上时,取出液沉降时间也在65~75 s,取出固液比超过30%;从以上数据可以看出,碳化塔重碱的结晶质量非常好,取出液固液比超过30%,可以不经过稠厚装置,直接进入取出槽及滤碱机分离。
4.5 滤过洗水当量、重碱水分及消耗情况
在碳化系统进行技术改造前,系统的洗水当量在700kg/t碱,母液系统呈现膨胀现象,在改造后,系统的洗水当量降低到650~670kg/t碱,系统母液连续收缩,每天大约收缩60~90m3,目前淮南公司各类含氨废水全部进入系统,同时间断停掉蒸氨系统,冷凝液基本作为配制母液使用,这也降低了系统蒸汽消耗。重碱水分在本碳化系统改造后有所下降,从原来的18.5%下降到17%~17.5%,水分下降约1%~1.5%。同时公司主要消耗指标均得到优化,吨碱氨耗328kg/t碱,较改造前332kg/t碱下降 4kg/t碱。吨碱盐耗由1 200kg/t碱下降到1 150kg/t碱,下降了50kg/t碱。具体经济消耗指标见表3。
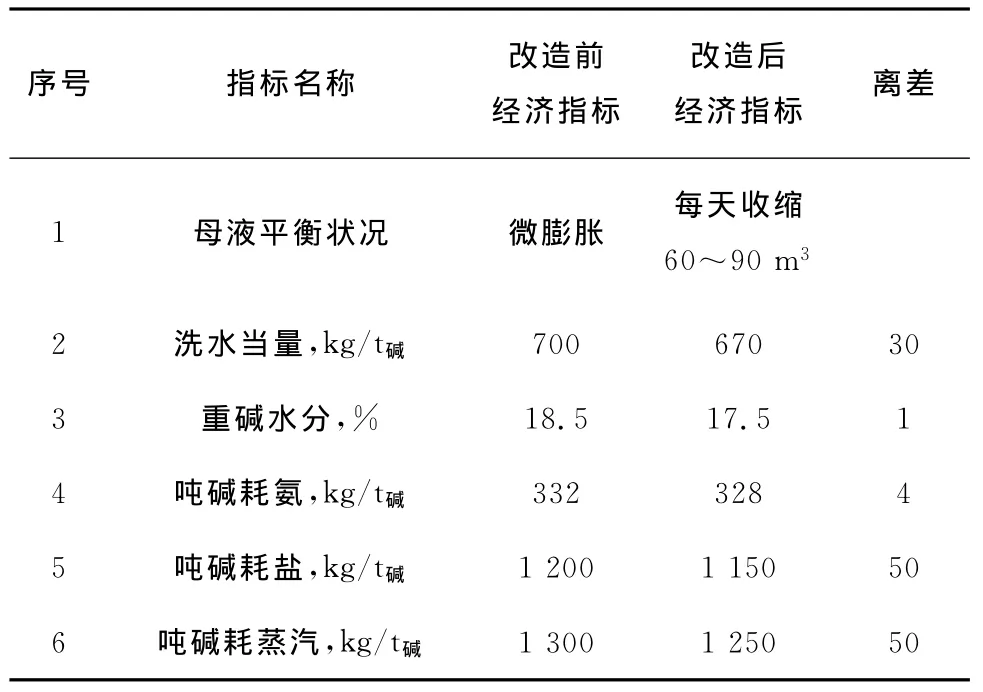
表3 大型碳化塔运行数据一览表
5 项目存在问题及拟采取的措施
5.1 炉气压力较低,影响碳化反应平衡分压
本次技术改造未对炉气系统进行调整,仍然配套原有的往复式炉气压缩机,压缩机排气压力在0.38MPa,炉气常压塔进气压力只有0.33MPa,这样在炉气浓度得不到提高的情况下,碳化反应的平衡分压不足,一定程度上影响碳化的转化率。针对以上问题可以将压缩机更新为0.6MPa压力等级的螺杆式或离心式压缩机,或者在原有往复式压缩机进口增加提压设备。
5.2 中段气未投入使用
无论是变换气加压塔还是常压炉气塔,中段气未投入使用,这多少会影响碳化塔的产能。建议增加中段气进气管线,积累中段气运行数据。
6 经济效益分析
本技术改造项目投入生产使用后,碳化系统洗水当量降低到650~670kg/t碱,母液系统连续收缩,含氨废水全部进入系统。吨碱氨耗降低4kg/t碱,吨碱盐耗下降了50kg/t碱,由于碳化结晶质量提高,重碱水分在本碳化系统改造后下降约1%,同时由于系统每天收缩母液约80m3,系统采用间断停掉蒸氨系统,冷凝液母液配制使用,这也降低蒸氨系统蒸汽消耗,碳化系统改造后新产生的年经济效益合计约1 756万元。如果扣除系统固定资产折旧、系统运行的费用及其他各项费用,1.2年即可回收全部投资,经济效益显著。
[1] 陈学勤.氨碱法纯碱工艺[M].沈阳:辽宁科学技术出版社,1989
[2] 韩行治.联合制碱法[M].沈阳:辽宁科学技术出版社,1989
[3] 王楚.纯碱生产工艺与设备计算[M].北京:化学工业出版社,1995
猜你喜欢
化工管理(2022年14期)2022-12-02
电力设备管理(2022年17期)2022-10-31
电力设备管理(2022年8期)2022-05-28
磷肥与复肥(2022年1期)2022-02-23
材料与冶金学报(2022年1期)2022-01-26
现代畜牧科技(2021年9期)2021-10-13
科技资讯(2017年17期)2017-07-19
纯碱工业(2017年2期)2017-04-20
合成纤维工业(2016年4期)2016-10-10
太阳能(2015年12期)2015-04-12