
高硅含量丙烯酸乳液制备研究
2014-09-14 05:50侯旭涛张爱黎张玲芝卢招弟
沈阳理工大学学报 2014年1期
侯旭涛,张爱黎,张玲芝,卢招弟
(沈阳理工大学 环境与化学工程学院,辽宁 沈阳 110159)
高硅含量丙烯酸乳液制备研究
侯旭涛,张爱黎,张玲芝,卢招弟
(沈阳理工大学 环境与化学工程学院,辽宁 沈阳 110159)
采用单体滴加合成了高硅含量,固含量较高的丙烯酸乳液。研究了油水比,引发剂,乳化剂配比、用量,电解质及有机硅含量对乳液及其膜性能的影响。结果表明:当油水比为0.7,引发剂为油性单体总量的0.5%,乳化剂辛基酚聚氧乙烯醚(OP-10):十二烷基磺酸钠(SLS)为2∶1用量为3.0%,电解质为0.75%时乳液固含量为40.35%,有机硅含量占油性单体总量22%的硅丙乳液时,IR分析显示乳液无单体,有机硅与丙烯酸完成了有效交联且没有发生水解。对乳液做了Ca2+稳定性等测试,性能符合国家标准GB/T20623-2006。
高硅含量;硅丙乳液;乳液聚合
有机硅改性丙烯酸乳液因其克服了现有丙烯酸乳液在高温下易返黏、低温下容易脆裂,耐热性、耐侯性、耐腐蚀和保色性差等缺点,已经得到广泛应用[1]。特别是在建筑行业中,由于硅丙涂料的使用寿命可以延长到15~20年[2],硅丙乳液已经跃身高档涂料之列。有机硅含量高有助于降低膜的吸水性,提高膜的耐酸性[3],固含量高可以减少对水资源的消耗。
目前报道的硅丙乳液中,分别报道制备了高硅或高固含量的硅丙乳液[2-4]。但同时具有高硅和固含量较高的硅丙乳液制备未见报道。本文采用单体滴加-种子乳液聚合法,制备了固含量较高和高硅含量的硅丙乳液。
1 实验部分
1.1 主要原料
甲基丙烯酸甲酯(MMA),丙烯酸正丁酯(BA),丙烯酸(AA),八甲基四硅氧烷(D4),乙烯基三乙氧基硅氧烷(DB-151),十二烷基磺酸钠(SLS),烷基酚聚氧乙烯醚(OP-10)均为化学纯,过硫酸钠(ABS),碳酸氢钠(NaHCO3),氨水,去离子水(自制)。
1.2 高硅含量硅丙乳液的合成
将一定量的乳化剂OP-10,SLS溶于去离子水中,待完全溶解将一定量NaHCO3加入,混合均匀待用;MMA,BA,AA,D4,DB-151混合均匀备用;ABS溶于去离子水中配成引发液。加入1/2的复合乳化液,1/10的混合单体于250mL的四口瓶中室温搅拌10min;加入1/2引发液升温至75℃,待蓝相明显后保温30min。在1~2h内将剩余的混合单体与复合乳化液同步滴加完,并每隔10min补加一次引发液。待全部加完,80℃下保温1.5h。降温到30℃后调节pH到7~8,用100目筛子过滤,出锅。
1.3 乳液检测
目测乳液外观,按国家标准GB/T20623-2006,《建筑涂料用乳液》的规定。凝胶率,固含量与转化率,Ca2+稳定性,稀释稳定性等测定检测参考文献中乳液检测方法[5],乳液的耐酸碱性、涂膜的吸水率、附着力、涂膜硬度等性能分别按GB/T20623-2006、HG2-1612-1985、GB/T9286-1998、GB6739-2006进行检测。
2 结果与讨论
2.1 油水比对乳液聚合的影响
检测中看到Ca2+稳定性在油水比为1.0时48h分层,稀释稳定性48h皆通过。从表1可以看出,随着油水比的增大转化率在0.7处出现了峰值,凝胶率逐渐变大。当油水比增大时,乳胶粒的平均直径会增大;单体从单体珠滴中出来通过水相扩散到胶束中在乳胶粒中发生的聚合反应需要的时间会长,转化率会随之降低。当单体量加入增大时,胶束中的树脂的相对分子质量也大,凝胶量相应增大。低油水比时转化率低的主要原因是:单体浓度不够,从单体珠滴通过水相扩散的慢,降低了聚合速度,固定时间里转化率降低[6]。综合考虑油水比为0.7时总体效果最好,油水比0.7为最佳值。

表1 油水比对乳液聚合稳定性的影响 %
2.2 引发剂用量对乳液聚合的影响
以过硫酸钠为引发剂,研究其用量影响,所得实验数据见表2。

表2 引发剂对乳液聚合的影响 %
聚合反应过程中可以看到引发剂用量越大出现蓝相用时越短。从表2可以看出,在本实验引发剂使用范围内,引发剂对固含量,转化率影响并不大,对凝胶率及引发速率有影响。当引发剂用量为单体总量的0.3%时,制得的乳液凝胶量大,且引发缓慢,从升温开始到蓝相明显用时较长。这是因为引发剂用量少时,产生的自由基数目也少,引发速度缓慢,出现蓝相时间长。同时较低浓度的引发剂导致聚合度的增大,在乳化剂一定的条件下形成的大分子易凝胶。当引发剂用量为0.7%时,引发迅速,蓝相出现快,但转化率低。引发剂用量为0.5%时为优化条件。
2.3 乳化剂对乳液聚合及乳液性能的影响
2.3.1 乳化剂的配比对乳液聚合及乳液性能的影响
实验研究了OP-10与SLS不同配比对聚合反应及其乳液的影响,见表3。

表3 乳化剂配比对乳液聚合的影响 %
在2∶1处出现凝胶率最低。当两者比例为1∶2时因为阴离子比例大,负电荷量增大,乳化剂的负电易被Ca2+所中和[7],Ca2+稳定性降低。阴离子乳化剂是依靠胶束形成的双电子层产生的静电斥力和范德华力引力,两力之间平衡来使乳液稳定,电解质稳定性差,具有较强的机械稳定性。非离子乳化效果弱于阴离子乳化剂,主要是依靠空间位阻的保护作用稳定乳液,稳定性刚好与阴离子互补。由表3可以看出,随着阴离子乳化剂比例的增加,乳液的凝胶率先减小后增大,乳化剂配比为3∶1时产生大量凝胶是因为SLS的相对分子质量比OP-10的小得多,在乳化剂的总量不变的情况下,乳化效果不好,反应中易破乳,形成的乳液Ca2+稳定性不通过。故乳化剂配比为2∶1时效果最佳。
2.3.2 乳化剂的用量对乳液聚合及乳液性能的影响
本组实验在非离子与阴离子乳化剂配比为2∶1的固定比例下研究乳化剂用量对乳液聚合和膜性能的影响。
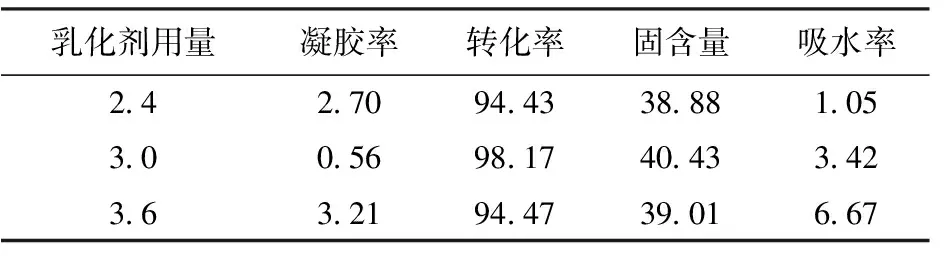
表4 乳化剂用量对乳液聚合及膜性能的影响 %
由表4可以看出,随着乳化剂用量的不断增大,转化率、固含量均在3.0%处出现的峰值,而吸水率逐渐变大。这是因为乳化剂的用量对胶束的数目起决定作用,当乳化剂用量较少时,胶粒易出现秃顶,易产生破乳凝胶。当乳化剂用量过多时会导致生成较多的乳胶粒,胶粒的直径变小,表面能增大,离子间相互碰撞的几率增大,凝胶量也会增大[2]。吸水量增大是因为乳化剂中有亲水基团,乳化剂增多亲水基团也增多,而且乳化剂会一直存留在固化膜中,综合考虑选乳化剂用量3.0为最优值。
2.4 电解质对乳液聚合及其乳液性能的影响
实验研究了电解质的不同用量对乳液聚合及其乳液性能的影响,见表5。

表5 电解质用量的影响 %
由表5可以看出,随着电解质用量占单体量的增大、固含量、转化率均出现了峰值,pH值不断升高。这是因为电解质NaHCO3是强碱弱酸盐,在溶液中显碱性,用量大pH值会增大。当电解质用量为0.15%时,在弱酸条件下会使有机硅单体发生水解,有机硅自聚,乳液显示不稳定态,凝胶量大。当电解质含量为0.35%~0.75%电解质提供离子,使乳胶粒子之间存在ζ电位,使胶粒之间相互排斥而不凝聚沉降析出。当电解质用量进一步增大,电解质就会从水合双电子层夺取水分子,水化层变薄,ζ降低,稳定性下降[8]。综合考虑选取电解质用量为0.75为最优值。
2.5 有机硅单体用量对乳液聚合及乳液性能的影响
实验研究了有机硅单体DB-151和D4含量对乳液及其膜性能的影响,实验结果见表6。
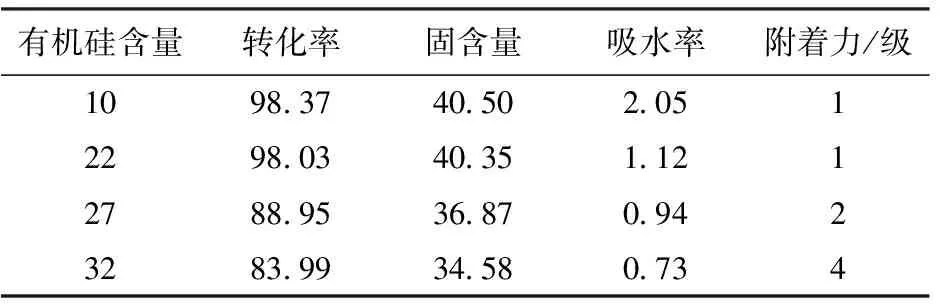
表6 有机硅含量对乳液聚合及其膜性能的影响 %
经检测乳液的固化膜韧性逐渐降低,有裂纹。从表6可以看出,随着有机硅含量的升高,固含量和转化率都相应降低。这是因为当有机硅含量过高时,部分有机硅发生水解并自聚形成的大分子不易被乳化剂乳化进入到胶束中,而易形成凝聚物,故有机硅含量升高固含量和转化率都相应降低;膜的吸水性能提高同时某些力学性能也明显改变,综合考虑有机硅含量为22%时性能最优。
2.6 优化条件下乳液性能检测与红外光谱分析
在油水比为0.7,引发剂为油性单体总量的0.5%,乳化剂OP-10∶SDS为2∶1用量为3.0%,电解质为0.75%,制备出的固含量为40.35%,硅含量为油性单体总量22%的硅丙乳液,红外分析所得图谱如图1所示。
从图1可以看出,2957cm-1,2876cm-1分别是甲基的伸缩振动峰和亚甲基的伸缩振动峰,1731cm-1处为-C=C-CO-O-的特征振动吸收峰,1450cm-1,1386cm-1是甲基的剪切振动峰。1163cm-1是Si-O-C的非反称伸缩峰,证明DB-151的存在,在844cm-1的吸收峰是-Si(CH3)2O-吸收峰,说明D4已经接枝上去。在1130~1000cm-1没有出现强峰,说明即没有有机硅分子间或分子内的缩合反应。同时在1645cm-1,1800~1750cm-1没有吸收峰说明没有末端乙烯基和末端亚甲基。综上说明没有双键单体存在,有机硅与丙烯酸产生交联且不存在有机硅的水解。

图1 硅丙乳液固化膜液红外光谱图
表7是优化条件下硅丙乳液性能和成膜技术性能检测结果,各项性能均满足GB/T20623-2006的要求。
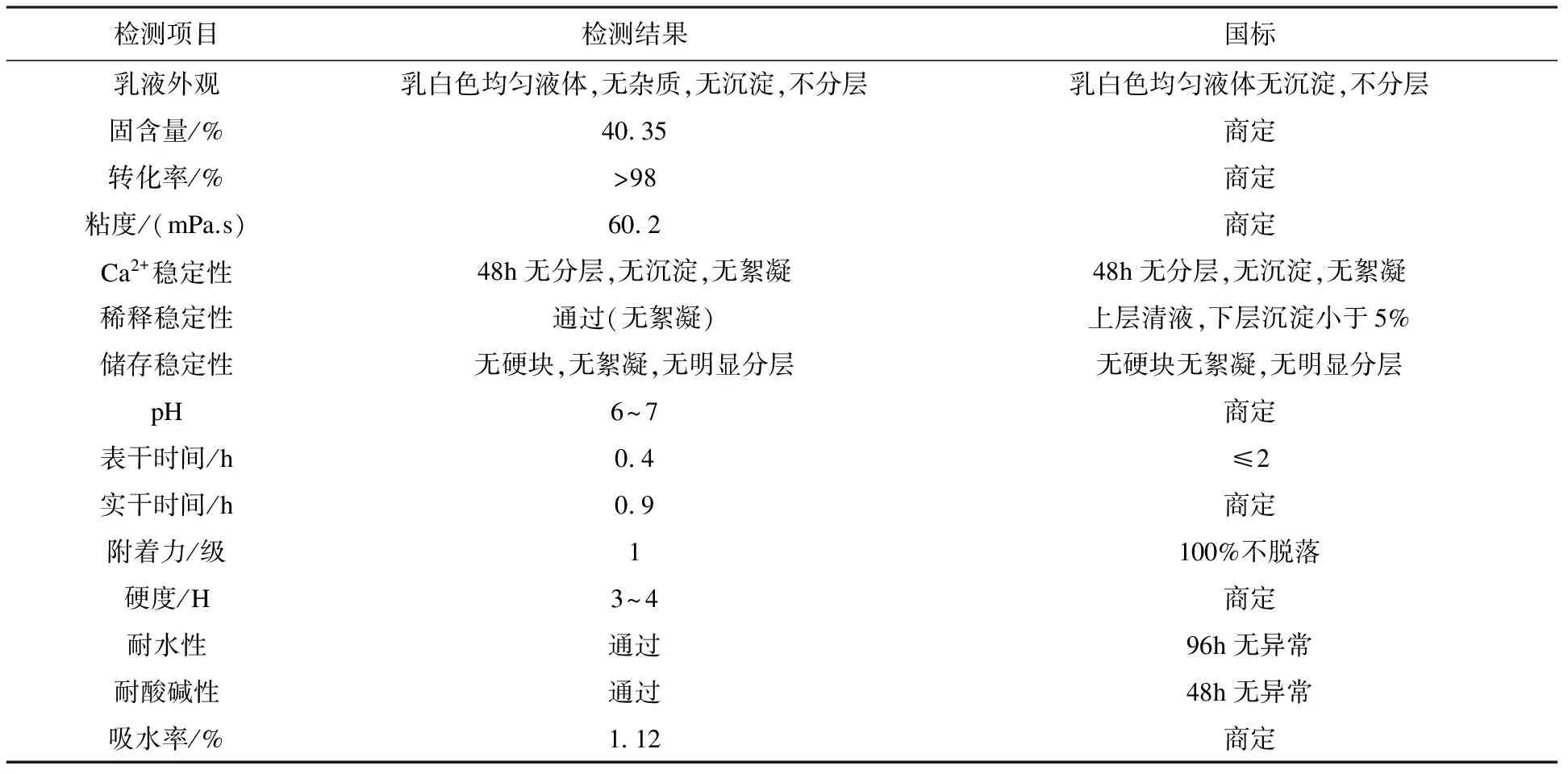
表7 硅丙乳液性能及成膜技术性能的检测
3 结论
实验结果表明:当油水比为0.7,引发剂用量为油性单体总量0.5%,乳化剂OP-10:SLS为2/1,用量3.0%,NaHCO3用量为0.75%时,合成了固含量为40.35%硅含量为单体总量22%(占丙烯酸酯的28.19%)的硅丙乳液,其性能优异,达到国家标准GB/T20623-2006的要求。
[1]温振华,张三平,周婵,等.有机硅氧烷改性丙烯酸乳液合成及性能研究[J].涂料工业,2011,41(8):61-63.
[2]辛转红,张爱黎.高硅含量硅丙乳液的性能研究[J].沈阳理工大学学报,2010,29(4):63-67.
[3]张铁锋,杨春莉,庞明.有机硅含量对其改性丙烯酸乳液性能的影响[J].包装工程,2012,33(9):54-56.
[4]吴跃焕,赵建青.高固含量丙烯酸酯的微乳液聚合[J].应用化学,2008,25(2):218-223.
[5]王志奎.硅丙乳液超薄型钢结构防火涂料的制备[D].沈阳:沈阳理工大学,2009.
[6]孙鹏.有机硅改性环氧丙烯酸酯超薄钢结构防火涂料的研制[D].沈阳:沈阳理工大学,2012.
[7]马红霞,李耀仓,魏凡,等.丙烯酸乳液的合成及改性研究[J].中国胶黏剂,2012,21(6):1105-1108.
[8]顾强,张恺,胡春玲,等.核壳乳液在电解质作用下的破乳过程[J].应用化学,2006,23(2):122-125.
PerformanceResearchofHighOrganosiloxaneContentSilicone-AcrylateEmulsion
HOU Xutao,ZHANG Aili,ZHANG Lingzhi,LU Zhaodi
(Shenyang Ligong University,Shenyang 110159,China)
The Silicon-acrylate emulsion of high Solid Content and high organosiloxane content was synthesized by monomer drip method.The Grease-water proportion,initiator content,emulsifier content and rate,electrolytical dosage and silicone content effect on the properties of emulsion and film were studied.It was found that the Silicone-Acrylate Emulsion and Membrane performance accord with GB /T 20623-2006 when the The Grease-water proportion is 0.7,electrolytical dosage is 0.75%,0.5% initiator,the appropritate rate of OP-10 and SLS is 2:1,the right amount o f emulsifier is 3.0%.The Silicone-Acrylate Emulsion with solids content of 40.35% and silicon content of oily total monomers of 22% were prepared.And IR analysis of the cured film showed that the emulsion polymerization didn′t have monomer,the effective crosslinking the silicone and acrylic was finished without hydrolysis.Emulsion Ca2+stability was tested the performance has reached national standard GB / T20623-2006.
high organosiloxane oontent;silicone-acrylate emulsion;emulsion polymerization
2013-07-02
侯旭涛(1985—),男,硕士研究生;通信作者:张爱黎(1964—),女,副教授,博士,研究方向:功能材料.
1003-1251(2014)01-0050-04
TQ264.17
A
马金发)
猜你喜欢
山东冶金(2022年4期)2022-09-14
当代水产(2022年2期)2022-04-26
装备制造技术(2020年1期)2020-12-25
钻井液与完井液(2018年5期)2018-02-13
化工设计通讯(2017年2期)2017-05-02
西部探矿工程(2015年12期)2015-12-19
中国造纸学报(2015年1期)2015-12-16
中国洗涤用品工业(2015年9期)2015-02-28
汽车零部件(2015年5期)2015-01-03
汽车零部件(2014年8期)2014-12-28
