
AGC及汽温优化控制系统在330MW级火电机组的应用
2014-09-10 00:46胡建华江苏淮阴发电有限责任公司江苏淮安223022
自动化博览 2014年10期
胡建华(江苏淮阴发电有限责任公司,江苏 淮安 223022)
1 引言
控制系统优化机组是330MW级亚临界燃煤热电联产机组,DCS采用杭州和利时MACSV控制系统,由于DCS控制的AGC及汽温系统,受控制对象的复杂性、非线性、滞后性、时变性等因素影响,DCS采用的单纯的PID控制,已不能有效完成规定的控制品质[1-2],机组汽温、汽压指标品质不佳,锅炉超温、欠温或超压、欠压运行现象时有发生,特别是在AGC协调控制系统负荷调节幅度变化较大时,过热汽温度、再热汽温和主汽压力会严重偏离额定值,直接影响到锅炉安全、经济运行[3-4]。为解决AGC协调控制系统负荷调整以及燃烧煤种变化对汽温、汽压的影响,应用了AGC及协调汽温汽压优化控制系统简称“INFIT”控制系统,针对该控制系统控制策略、特点、安全性和相关的调试方案进行了详细的论证,通过调试投入运行,真正实现了优化控制系统所预期的性能指标,同时极大地降低了运行人员的劳动强度,提高机组安全运行和经济性。
2 优化前运行状况
AGC及协调汽温汽压优化控制系统投入前DCS控制的情况分析如图1所示:DCS协调控制过热汽温、再热汽温、主汽压力的运行参数曲线从投用DCS控制系统时,机组负荷、主汽压力、主汽汽温和再热汽温的控制曲线,可以看出投用原DCS协调时:
(1)在机组负荷变化不大的情况下,整个机组的主要控制参数几乎一直处于等幅振荡状态,运行极不稳定;
(2)机组主汽压力一直处于±0.6MPa左右的等幅振荡,大部分时间运行人员不得不主动设定主汽压力设定值与实际主汽压力的变化方向一致,以防止出现过大的汽压偏差;
(3)主汽温度最大波动幅度可达30℃,且难以快速稳定;
(4)再热汽温度最大波动幅度可达50℃,最大温度可达567℃以上,有极大地超温隐患。

图1 优化前负荷、汽压、汽温曲线
3 智能预测AGC及汽温优化控制
随着机组工况和煤种的变化,机组被控对象的动态特性变化较大,过程的滞后和惯性增加,对象非线性和时变性的特征也越来越明显,在这种情况下,采用常规的负荷指令前馈+PID反馈的AGC及协调控制方式,已很难控制好系统快速性和稳定性之间的矛盾,要从根本上解决这些问题,应将先进的控制技术,如预测控制、神经网络控制、自适应控制、模糊控制等技术应用到火电机组的优化控制中来[5-6]。
3.1 预测控制技术为核心的闭环控制
“INFIT”系统在整体控制结构上仍采用前馈+反馈的控制模式,但与常规DCS控制策略不同的是其在反馈控制部分应用了目前国际上最前沿的解决大滞后对象控制问题的预测控制技术,取代了原有的PID控制。采用这种技术能够提前预测被调量(如主汽压力、汽温等参数)的未来变化趋势,而后根据被调量的未来变化量进行控制,有效提前调节过程,从而大幅提高了机组AGC及协调控制系统的闭环稳定性和抗扰动能力。
3.2 全工况控制器自整定
常规DCS的控制回路,其控制参数一经整定结束就不会改变,对于日后机组工况的变化无能为力[7];“INFIT”控制系统采用竞争型的神经网络学习算法来实时校正机组运行中与控制系统密切相关的各种特性参数(包括燃料热值、汽耗率、机组滑压曲线、制粉系统惯性时间等),并根据这些特性参数实时计算AGC及协调控制系统的前馈和反馈回路中的各项控制参数,使得整个系统始终处于在线学习的状态,控制性能不断向最优目标逼近。
3.3 基于预测趋势的控制优化
常规DCS控制方案对于机组运行在CCS方式还是AGC是不加区分的,“INFIT”控制系统中包含AGC运行模式下的特别优化模块:采用智能预测算法,一方面根据机组当前AGC指令、实发功率、电网频率等参数实时预测“调度EMS系统AGC指令”在未来时刻的变化趋势;另一方面根据机组的燃料量、风量等参数实时预测表征锅炉做功能力的“锅炉热功率信号”在未来时刻的变化值,并依据这两者间的匹配程度来修正锅炉指令的变化量。增加AGC模式特别优化模块,可在保证AGC负荷响应的基础上使机组燃料量、风量、减温水流量的波动幅度减小60%以上,对于延长锅炉管材寿命,减少爆管极为有利。
3.4 大滞后优化控制技术
“INFIT”控制系统先将自适应SMITH控制技术、状态变量控制技术及相位补偿技术融于一体,对再热汽温被控对象的大滞后特性进行动态补偿,有效减小补偿后再热汽温广义被控对象的滞后和惯性,而后以广义预测控制器作为反馈调节器、以模糊智能控制作为控制系统的前馈,通过对多种大滞后控制策略的有效组合,成功地实现了以事故喷水调节为辅的再热汽温自动控制,有效减少了再热汽温的喷水流量,取得了明显的经济效益。
4 实现方式
“INFIT”控制系统在具体实现上选用Siemens S7系列PLC为硬件平台,通过Modbus通讯方式作为一个扩展DPU融入到DCS系统中。DCS原有控制逻辑完全保留,仅增加少量切换逻辑,运行人员可以方便地在DCS系统和“INFIT”控制系统间进行无扰切换。对于该扩展部分控制逻辑的调试、修改不影响机组的正常运行,极大地提高了优化控制系统的调试效率和机组运行的安全性,也为今后新技术的应用升级打下了良好的基础。
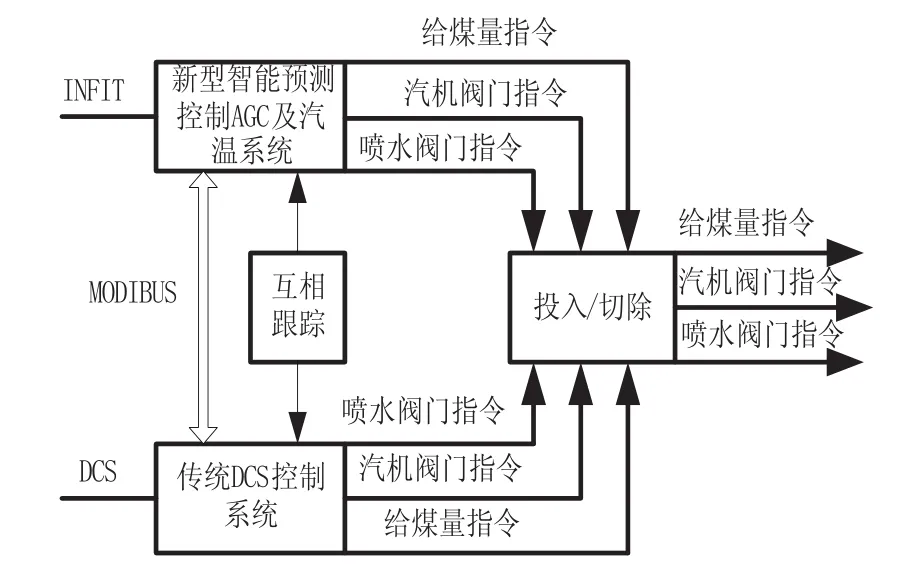
图2 “INFIT”系统与DCS系统间的接口图
图2是“INFIT”系统结构及与机组DCS系统间的接口图,可看出优化控制装置可通过Modbus通信与DCS融为一体,相当于为火电机组原有的DCS扩展了一套AGC优化控制系统,取代原系统中的AGC协调控制功能,以提高系统控制品质。
“INFIT”控制系统通过多种技术来检测通讯数据的正常,以及与DCS系统的协调运作正常,即使“INFIT”系统故障也不会出现危险:
(1)“INFIT”控制系统以不断向DCS发送心跳波的方式来表征系统的运行状态,DCS一旦检测不到心跳波,立即切回原DCS控制系统;
(2)“INFIT” 控制系统不断检测由DCS侧获取的实时数据的正确性(包括上、下限,变化率等),一旦发现任一信号故障,立即将所有输出控制指令(燃料指令、汽机调门指令、喷水阀门指令等)保持,并立即切回原DCS控制系统;
(3)DCS侧接受到“INFIT” 控制系统的新的控制指令(燃料指令、汽机调门指令等)后,根据当前负荷进行上、下限约束(比如燃料量最大在当前状态下波动20t/h),以保证“INFIT”控制系统的故障不会使控制指令大幅突变。
通过以上技术的应用,即使“INFIT”控制系统在运行过程中掉电,也不会对机组安全运行造成影响。
5 优化系统安装与调试
5.1 系统安装
优化系统安装如图3所示,图中从左侧开始分别为西门子S7300DPU、CP341通信卡、电源模块、DCS侧通信卡件。
5.2 热态调试前准备
为了顺利进行系统投入与热态调试,需要做好调试前的准备工作,具体如下:

图3 “INFIT”系统安装图
(1)检查“INFIT”系统受电情况,电源冗余切换试验正常。
(2)检查“INFIT”系统与DCS数据交换情况,通讯数据的正确性及通讯速率满足要求。
(3)检查DCS组态中“INFIT”系统接口逻辑的正确性。
(4)检查DCS画面上“INFIT系统投/切”按钮的有效性。
(5)检查“INFIT”系统控制逻辑,并初设相关控制参数。
(6)检查在DCS控制模式下,“INFIT”系统的各优化控制指令(燃料指令、汽机指令、喷水阀门指令等)完全跟踪当前DCS指令,保证“INFIT”系统投/切无扰。
5.3 优化系统投入
在机组工况稳定的条件下,在主控画面上投入“INFIT”、将机组协调控制系统、过热汽温控制系统、再热汽温控制系统的控制权切换至“INFIT”实时优化控制装置。自动投用前需做好事故预想,投用时通过限制调节器输出范围等手段防止出现大幅动作,投用过程中密切注意控制情况,发现异常立即解除自动。
5.4 优化系统投入/切除试验
将“INFIT”控制系统AGC协调、主汽温度、再热汽温三个投切按钮反复投入、切除几次,并检查:
(1)投/切画面操作及显示是否正常,设定值、偏置等运行人员操作接口是否正常;
(2)投/切前各控制指令是否完全跟踪,投/切过程中各控制指令有无突变情况;
(3)“INFIT CCS”退出时,机组应自动切换至TF运行方式。
5.5 优化系统性能试验
为了达到相关控制性能要求以及整定控制器初始参数,优化控制系统投入后需进行定值扰动试验、变负荷试验、一次调频试验和AGC性能试验。
(1)“INFIT”系统初次投入工作完成后,需进行扰动试验,以考核系统的动态稳定性及抗扰动能力。在稳定工况下,修改一、二级汽温设定值,观察整个协调及汽温控制系统运行情况,并相应整定控制参数。在稳定工况下,修改再热汽温设定值,观察整个协调及汽温控制系统运行情况,并相应整定控制参数。
(2)扰动试验应在协调投运范围内选取1~2点进行(由运行人员根据需要选取),以检查控制系统在不同负荷工况下的控制品质,试验结束后记录试验数据、运行曲线。定值扰动试验结束后,需进行变负荷试验,以进一步检查“INFIT”优化控制系统在变负荷性工况下的性能,并记录相关试验数据和运行曲线。
(3)CCS变负荷试验结束后,在投入“INFIT”控制方式下,模拟一次调频测试信号进行机组一次调频试验,检验“INFIT”优化控制系统的一次调频性能,记录相关试验数据和运行曲线。一次调频试验结束后,需联系调度进行一次调频联调试验,以检验“INFIT”系统控制下的机组一次调频考核性能。
(4)最后,进行AGC速率测试,并向调度获取实际AGC测试结果,投入正常AGC控制,运行观察2~3天,并及时通过调度获取该期间机组的AGC精度考核数据,并与机组运行情况进行比对,进一步优化调整控制参数,以满足调度AGC考核指标要求。
6 优化系统应用效果
经过调试投入系统运行后,并经过3个多月的使用情况如下:
6.1 变负荷汽温汽压优化控制性能
机组以6MW/min的速率从280MW下降到275MW,稍作稳定后又直接上升回270MW,进行了一次正、反向40、30MW幅度的变负荷试验。该过程中的负荷、主汽压力控制曲线见图4。各项主要被控参数与要求的考核值的对比数据列于表1。结合图4和表1可以得出优化控制系统在6MW/min速率下变负荷控制的整体性能评价:
(1)负荷控制:实际负荷严格按照设定变负荷速率变化,动态过程平稳,无振荡,过调量很小。实际速率、响应延迟时间、动态控制偏差、稳态控制精度均满足要求;
(2)主汽压力控制:动态过程平稳,无振荡和过调,最大动态偏差<0.5MPa,满足技术规范的要求;
(3)主汽温度控制:控制非常稳定,在升降负荷过程中最大动态偏差仅为3~4℃,且变负荷结束后能迅速稳定,一二级过热器减温水量有效降低,控制性能明显优于技术规范的要求;
(4)再热温度控制:控制非常稳定,除在大幅降负荷时减温水全关后汽温仍较低外,其它时段最大动态偏差小于9℃,再热器减温水量明显降低,正常情况小于8t/h以下,满足技术规范的要求。
6.2 一次调频性能控制
投入INFIT优化控制系统,通过调度测试指令的方法,分别进行了正、负向的一次调频试验,从试验曲线(图5)中可以看出:
(1)在一次调频指令发生时,机组实际负荷能快速的相应调频负荷要求,一次调频的动作幅度、响应时间、控制稳定性均满足要求;
(2)一次调频试验中机组主汽压力波动幅度仅为0.2~0.3MPa,对机组稳定运行基本无影响。
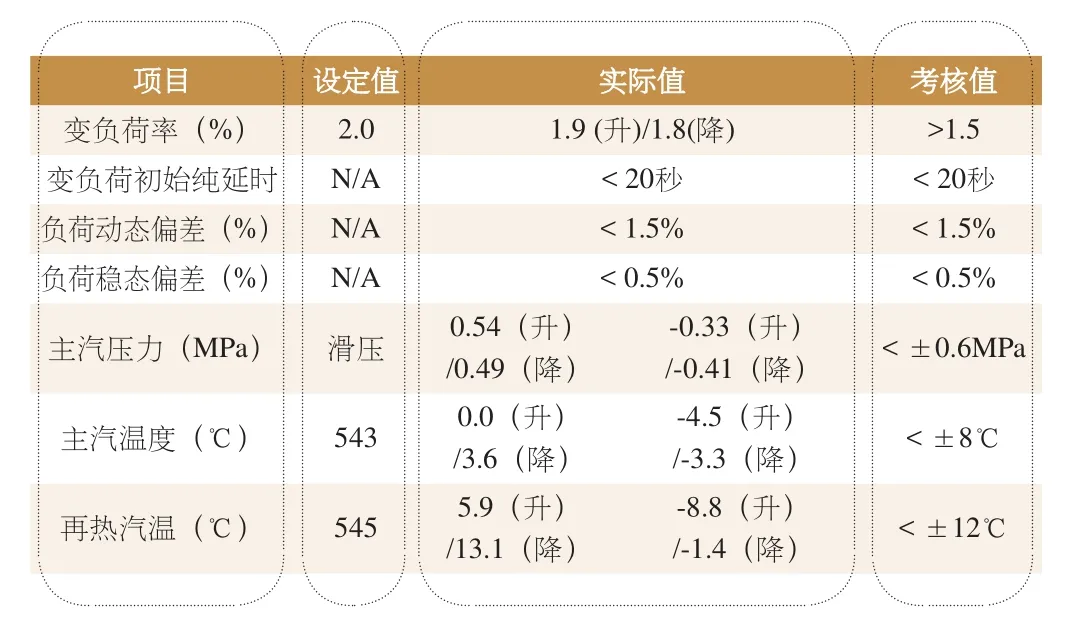
表1 6MW/min速率升、降负荷控制性能数据
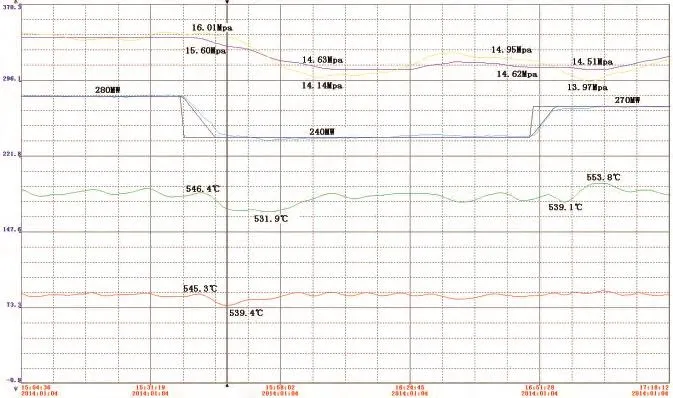
图4 6MW/min速率变负荷试验控制曲线
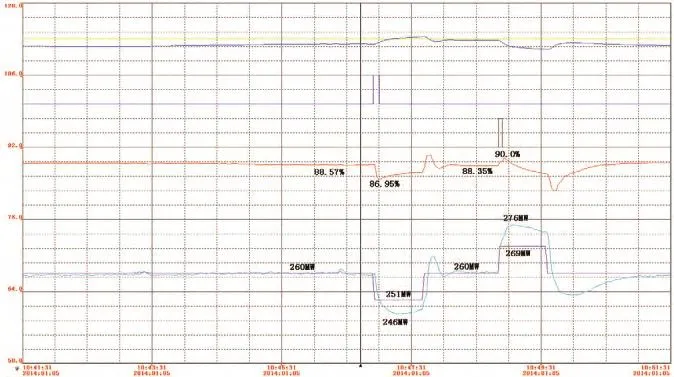
图5 一次调频试验曲线
6.3 AGC考核性能
图6是投用INFIT协调系统后,AGC省调测试的过程曲线,可看出:
(1)在AGC测试中,机组的实际负荷响应完全满足测试要求,一月份调度端的AGC实测速率为1.65%Pe/min,二月份调度测试为1.57%Pe/min(考核要求为1.5%Pe/min);
(2)AGC控制精度:一月控制精度为0.37%,二月控制精度为0.38%(考核要求为≤0.5%);
(3)在各项性能测试过程中,机组主汽压力控制平稳,最大动态偏差仅为0.2~0.3MPa,主汽温度波动仅为1~2℃,再热汽温波动幅度仅为4~5℃对机组稳定运行基本无影响。
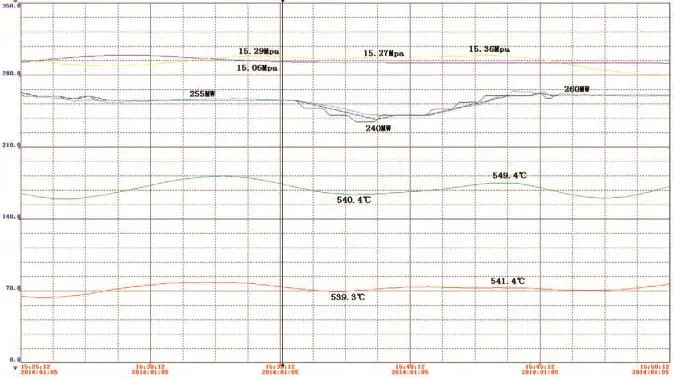
图6 AGC测试曲线
6.4 经济性分析
INFIT优化控制系统投入运行后,经济指标得到提高,通过连续3个月的主汽温度和再热汽温性能指标统计,主汽温度和再热汽温平均控制在538~541℃之间,比之前主汽温度和再热汽温平均控制在535℃以下得到明显地提高,根据主汽温度每上升1℃(额定温度下)煤耗将降低0.114克,再热汽温每上升1℃(额定温度下)煤耗将降低0.091克,初步估算,INFIT优化控制系统投入后,可节约煤耗达到0.8g/KWh以上。
7 结论
INFIT优化控制系统成功投入,控制效果取得了明显成效,并通过大幅度变负荷、启停磨煤机以及煤种变化等扰动考验,机组的AGC、一次调频及协调汽温、汽压控制的性能指标和稳定性都有了大幅度提高,消除了AGC协调控制时汽温、汽压出现大幅变化,严重偏离额定值现象,达到既能满足AGC性能指标,又能使机组的汽温、汽压力保持在正常设计的范围内,极大地降低了运行人员的劳动强度,有效地提高了机组的安全性和经济性,证明了先进控制技术能够更好地解决330MW亚临界火电机组热工控制中的难题,具有很好的借鉴意义。
[1]陈松操, 沈丛奇. 自动发电控制 (AGC) 控制策略优化的研究和应用 [J].华东电力, 2006, 34 (5) : 29-33.
[2]郑卫东, 柳卫荣, 李晓燕等. 先进AGC及汽温控制系统在1000 MW超超临界机组的应用 [J]. 浙江电力, 2013, (8) : 33-37.
[3]钱朝明. 1000MW超超临界机组AGC和一次调频响应优化 [J]. 神华科技,2012, 10 (1) : 63-65.
[4]陈卫, 陈波, 尹峰等. 电站热工优化控制平台智能AGC优化组件的开发应用 [J]. 浙江电力, 2013, 32 (3) : 54-57.
[5]周罡, 吕剑虹, 韦红旗等. 自动发电控制优化控制策略研究与应用 [J]. 中国电力, 2004, 37 (1) : 57-61.
[6]郑伟, 王铁军. 300MW单元机组AGC系统研究与优化 [J]. 现代电力,2012, 29 (4) : 73-77.
[7]郑飞, 金丰. 大中型火电机组AGC快速响应控制策略优化的研究 [J]. 东北电力技术, 2013, 34 (5) : 21-23.
猜你喜欢
应用能源技术(2022年8期)2022-09-20
家园·电力与科技(2021年3期)2021-09-10
科学与财富(2021年13期)2021-07-04
山东电力技术(2020年8期)2020-09-02
电子制作(2019年16期)2019-09-27
商品与质量(2018年46期)2018-12-08
商品与质量(2018年42期)2018-04-22
科学中国人(2015年26期)2015-03-12
科技经济市场(2014年7期)2014-10-09
自动化博览(2014年9期)2014-02-28
