造船焊接信息化管理
2014-09-09 03:33:19朱韩钢邢小龙
江苏船舶 2014年6期
朱韩钢,邢小龙
(1.江苏新时代造船技术有限公司,江苏 靖江 214500;2.用友软件股份有限公司,北京 100094)
造船焊接信息化管理
朱韩钢1,邢小龙2
(1.江苏新时代造船技术有限公司,江苏 靖江 214500;2.用友软件股份有限公司,北京 100094)
探讨基于信息技术的造船焊接信息化管理的解决方案,它们将在统一的焊接工艺规范和焊接程序支持下,安排焊接作业计划,自动下发焊接作业派工单,焊接作业依据工艺程序进行全过程管控,实时采集焊接数据,综合统计分析焊接运行信息,考核及预测焊机、焊工的焊接绩效,洞悉故障发生的原因和可能的时间,对可能发生的故障采取预控措施,防止质量品质问题,提高焊接整体技术水平。
焊接;信息处理系统;过程控制;数据分析
0 引言
焊接作业是船舶及海工建造中非常重要的作业任务,它的管理水平直接影响建造产品的质量、合同订单的交付进度和产品建造的作业成本。目前大多数造船企业的焊接管理处于比较原始的状态,尽管制定了焊接工艺规范,但无法采取主动控制的技术手段,只能依靠焊工自身的技术水平和事后的检验控制,也无法采集焊接数据进行有效分析来实施过程控制。因此,通过实施焊接信息化管理,可加强焊接工艺的执行,提高建造产品焊接质量,闭环追溯焊接质量,杜绝违规操作,完善焊工技能水平,成为持续提升造船企业核心能力和经济效益的支撑手段。基于此,对焊接过程的信息化应用系统规划进行一些探讨。
1 整体架构
焊接信息化管理不仅仅是简单的焊机群控管理,它将焊机群控与造船工艺和生产管理紧密集成,实现工业自动化的主要目标:尽量减少人力的操作,而能充分利用动物以外的能源与各种信息来进行生产工作。焊接信息化管理的整体架构如图1所示。
(1)半自动或自动数控电焊机(带有无线模块)通过无线群控基站与焊机群控服务器组成数控焊机群控系统,工艺参数和动作可通过群控服务器被设置和控制,同时提供运行数据的实时采集。
(2)焊机群控系统与焊接作业区(车间)的工业总线相连接,工业总线中设置电压监视仪对电焊机供电电压进行监测,按照焊机群控原理,对由 PLC 控制(或无线控制)的焊机进行排队通电控制,使每个焊接作业都有足够的电流工作。
(3)群控服务器通过路由器及防火墙与造船企业信息局域网连接,焊接工程师可规划定义各类基本焊接作业或产品部件的焊接工艺规范和焊接程序直接指导焊接作业。焊接作业计划则由作业部门依据项目生产计划规划焊机作业生产计划,设定焊接工艺规范参数,下发焊接作业单。电焊工依据焊接作业单在焊接作业终端上指定焊机、刷工卡开始电焊作业,系统将自动通过群控服务器将工艺参数锁定,焊工只能在设定的微调范围内调整。
(4)焊接作业过程中,群控服务器采集运行焊接参数,并被适时转存至焊机运行信息库,对违反工艺规范的动作进行主动干预。焊接数据分析将基于焊机运行信息库内容进行梳理统计和分析,提供焊接效率分析,并对焊工生产任务的焊接数据进行实名追溯。
2 焊接工程管理
焊接工程管理包括焊机档案、焊工档案、焊接知识库和焊接工艺管理。
2.1焊机档案
管理每台焊机的基本台账信息(企业焊机编号、基本技术规格、可调整工艺参数、购买日期、供应厂商等)、安装调试信息等。
2.2焊工档案
管理电焊工的基本资料信息(工号、身份证号、姓名、性别、学历、年龄、电焊工龄、本企业工龄等)、国家上岗操作证、国家等级证、船级社认证等级,各类证书的取证时间、合格项目、有效期、复试结果。
焊接数据分析会将焊机运行信息库中对应焊工作业数据:作业时间、工程项目、作业任务号、焊接程序(焊接类别)、检验结果等梳理汇总统计记录进焊工档案,作为其焊接作业绩效。
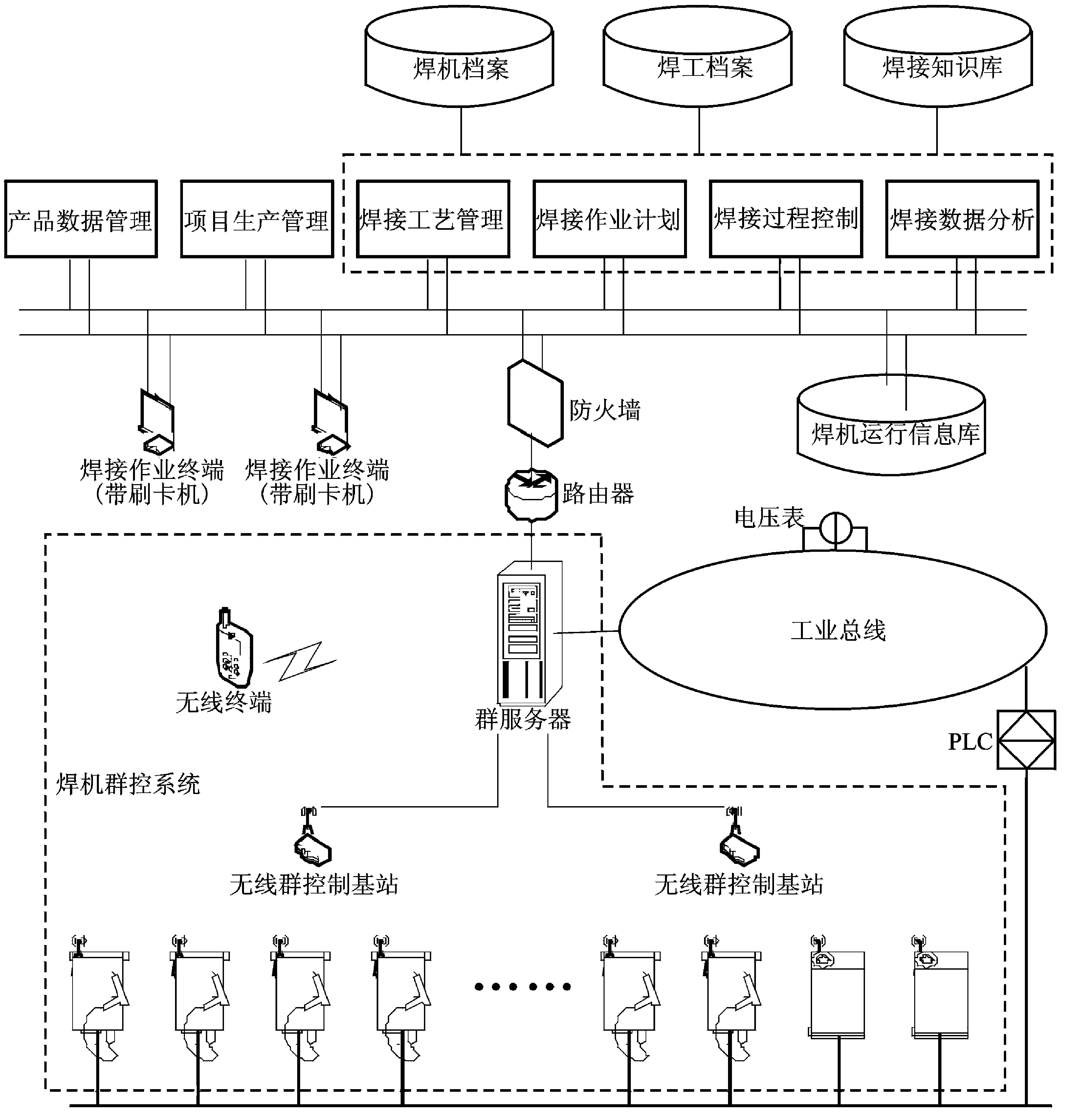
图1焊接信息化管理的整体架构图
2.3焊接工艺管理
焊接工艺管理和焊接知识库主要由焊接工程师使用,其基本结构如图2所示。
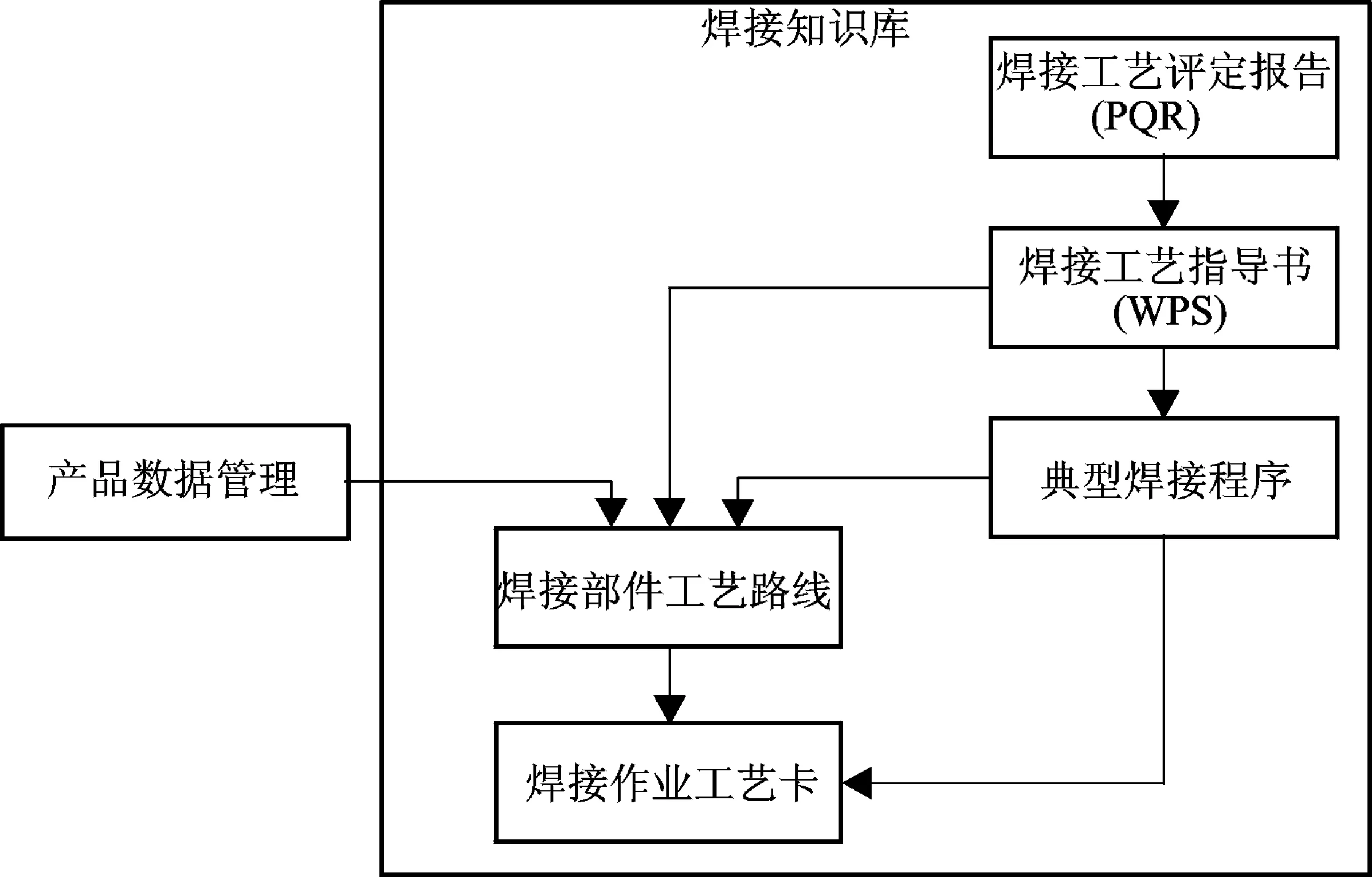
图2 焊接工艺管理结构
根据相应的标准和规范可在系统中建立焊接工艺评定报告(PQR)、焊接工艺指导书(WPS),制定典型焊接程序,根据材质的基本焊接类型或基本焊缝类型定义焊接过程的每个工艺技术参数,结合船型产品结构(BOM)建立焊接部件工艺路线,包括一系列作业工序、工序作业步骤、焊材类型及焊材定额数量、工装、焊工等级、标准作业工期、标准作业工时以及相应的适用焊接程序。
3 编制焊接作业计划
根据项目生产计划时间要求,编制焊接作业计划,如图3所示。
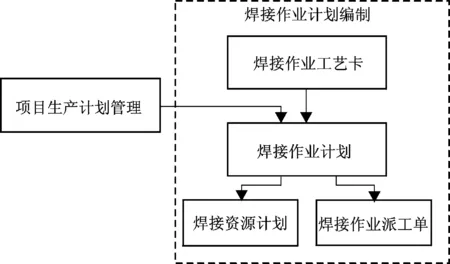
图3 焊接工艺管理和焊接作业计划结构
焊接作业计划的制定需要按照生产计划对应的产品部件位置的焊接作业工艺卡分派至指定电焊工及焊机,批准后将生成相应的焊接作业派工单。
4 焊接过程控制
焊接过程控制是依据规划的焊接工艺装备及焊接计划、焊接派工单派发内容实施主动的焊接作业过程控制,其内容包括:权限控制、工艺参数控制和动作控制。电焊工可在终端上确认接收焊接作业派工单,作业前在焊接作业终端上刷卡确认作业派工单。选择具体作业内容可按看板方式动态展示焊机集群的作业状态。
系统通过群控服务器自动将焊接派工单的焊接程序传输并锁定至确定的电焊机,焊工只能在焊接程序设定的微调范围进行调整。焊工一旦开始焊接即自动进入工作状态,工业总线上的电压监视仪对电焊机供电电压进行监测和控制,以保障焊接质量。
焊接派工单作业完工后,焊工再刷卡进入焊接作业终端,确定作业完工。焊接作业完成后可在后台录入或录入焊接检验结果(以焊接派工单号为依据),或与质量系统集成获得。
5 焊接数据分析
焊接过程中所有的运行参数都将被群控服务器实时采集,群控服务器中原始数据将转存至更稳定的焊机运行信息库以备进一步统计和分析,结合焊接作业派工单可形成综合统计分析报告和图表。焊接作业统计表见表1。焊接检验数据中对故障、缺陷的统计分析可借助统计过程控制来预测焊机设备和焊工的故障发生期间提前维护或维修,防范故障或缺陷,达到事前质量控制,提高质量的水平。

表1 焊接作业统计表
焊接数据分析将把焊机运行信息库与焊机档案、焊接工艺、焊接作业计划、焊接作业派工单综合集成起来,组成真正的焊接知识库,它将对焊接工艺的不断完善、焊机设备的维护保养和焊工的技术水平提高带来极大的帮助。
6 结语
造船企业的焊接过程控制将不再满足于最为简单、直接的人为检查,而是根据实时生产数据,对生产行为(设备运转、人员操作)进行预先策划和动态监控。在此基础上,辅以过程控制方法论手段,进行科学、系统的设备维护和产品质量过程分析,支持现场生产过程的判定和及时控制处理,提高设备生产效率和产品质量水平。 焊接技术的发展趋势是自动化的不断应用,全自动焊接及焊接机器人将不断深入应用,焊接信息化管理也将不断探索在新技术、新工艺环境中的应用,逐步实现准备、焊接、检验的自动化作业、智能化控制,减少人为干涉,提高焊接生产效率,保证产品质量,改善劳动条件,持续提高焊接管理水平,提升造船企业的竞争能力。
[1]杨敏.船舶制造基础[M].北京:国防工业出版社,2009.
[2]刘玉君,李艳君,李瑞.现代造船技术[M].大连:大连理工大学出版社,2012.
[3]张光先,陈冬岩,李朋.焊接设备的数字化、网络化及群控系统[J].电焊机,2013(5):10-16.
[4]马逢时.六西格玛管理统计指南[M].北京:中国人民大学出版社,2007.
2014-07-08
朱韩钢(1979-),男,工程师,从事企业信息化管理、船舶先进制造技术研究推进工作。
U671.99
A
猜你喜欢
电子测试(2022年7期)2022-04-22 00:13:16
高技术通讯(2021年6期)2021-07-28 07:39:20
中国核电(2017年1期)2017-05-17 06:09:55
造船技术(2016年6期)2017-01-13 01:02:37
航运交易公报(2016年8期)2016-03-21 11:08:03
焊接(2016年1期)2016-02-27 12:59:40
中国卫生(2015年12期)2015-11-10 05:13:34
中国科技信息(2015年23期)2015-11-07 08:26:17
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53