
利用电厂粉煤灰、炉底渣及脱硫石膏粉磨水泥工业化技术研究
2014-09-08 03:34严伯刚杨美珍冯晓野
江西科学 2014年6期
严伯刚,杨美珍,吴 韬,金 磊,冯晓野,范 璐
(1.江西省科学院,330096,南昌;2.江西省计算技术研究所,330002,南昌;2.东莞深圳清华大学研究院创新中心先进复合材料研发中心,523000,广东,东莞)
利用电厂粉煤灰、炉底渣及脱硫石膏粉磨水泥工业化技术研究
严伯刚1,杨美珍2,吴 韬3*,金 磊3,冯晓野3,范 璐3
(1.江西省科学院,330096,南昌;2.江西省计算技术研究所,330002,南昌;2.东莞深圳清华大学研究院创新中心先进复合材料研发中心,523000,广东,东莞)
利用燃煤电厂粉煤灰、炉底渣及脱硫石膏等废渣为原料,采用辊压机+分级打散机+开路高细磨的粉磨流程生产P·C32.5和P·F32.5水泥;水泥配合比中电厂废渣掺量达45%,其中粉煤灰、炉底渣掺量按质量百分比达到国家标准规定的上限;水泥单位产品可比综合电耗低于国家标准的先进值。
粉煤灰;炉底渣;脱硫石膏;水泥;工业化
0 引言
燃煤电厂排放的粉煤灰、炉底渣及脱硫石膏是典型的固体废弃物,2004年中国粉煤灰的排放量约为2亿t[1],2009年增至3.75亿t,这相当于中国城市生活垃圾总量的2倍多,其体积可达到4.24亿m3[2]。某电厂2×650 MW燃煤发电机组年燃烧煤炭近600万t,年产生粉煤灰100多万t,产生炉底渣近60万t,脱硫石膏24万t,合计固体废弃物约184万t,如不进行处理利用,既浪费土地,又污染空气和环境,危害人们健康。
水泥是最主要的建筑结构材料,我国水泥产量位居世界第1。因此,在我国开发和应用粉煤灰水泥具有重大的社会意义,在水泥生产中大量利用粉煤灰是今后发展的方向[3]。
1 原材料
1.1水泥熟料
采用国内某上市公司新型干法窑生产的熟料,该熟料质量稳定可靠,28 d抗压强度≥58 MPa。火车或汽车运输进厂。熟料的化学成分见表1。

表1 熟料化学成分/%
水泥熟料矿物组成见表2。

表2 水泥熟料矿物组成/%
由表2可见,水泥熟料C3S+C2S在75%~78%之间,其中C3S≥ 60%,是优质水泥熟料,达到美国的水泥熟料质量要求[4]。
1.2混合材
混合材化学成分见表3。

表3 混合材化学成分/%
1.2.1 粉煤灰 粉煤灰化学组成以SiO2、Al2O3为主,两者之和约占总质量的80%,其次为Fe2O3、CaO、MgO,挥发物主要为SO3[5]。经XRD分析可知粉煤灰中的物相组成以球粒状玻璃体为主,占总质量的50%以上,主要晶体矿物成分有石英(SiO2)、多铝红柱石(Al6Si2O13)、石灰(CaO)。粉煤灰是煤高温悬浮燃烧淬冷的产物,具有显著的火山灰活性[6]。
掺粉煤灰粉磨水泥生产线建设在发电厂附近为宜,粉煤灰可通过专有输送管线由气力输送进厂。电厂650 MW机组锅炉温度高热量大,生成粉煤灰和炉渣品质优良,粉煤灰烧失量低,细度高,可做水泥的混合材。
1.2.2 炉底渣 炉底渣的SiO2、Al2O3和Fe2O3的总和超过了85%,而CaO含量<5%,其化学成分与低钙粉煤灰的较相类似[7]。经XRD分析可知其矿物相中玻璃体的含量占优势,结晶相物质所占比例较低。在结晶相物质中,除了主要的晶体矿物相莫来石(3Al2O3·2SiO2)、石英(SiO2)外,还含有少量的赤铁矿(Fe2O3)。炉底渣通过大吨位汽车运输进厂,直接用作水泥混合材。
1.3脱硫石膏
脱硫石膏是火力发电厂烟气脱硫时由SO2和CaCO3反应生成的一种工业副产品石膏,经XRD分析可知主要成分是CaSO4·2H2O,还有少量CaCO3、CaSO3等杂质,并且脱硫石膏和天然二水石膏的矿物组成很接近[8],其质地松软,呈粉状,SO3含量达到40%以上,无有害成分,适合做水泥缓凝剂,符合水泥生产的要求。由汽车运输进厂。脱硫石膏化学成分见表4。

表4 脱硫石膏化学成分/%
2 生产工艺
2.1主机设备的选型与平衡
按年产156万t的规模计算,选用3台φ3.2×13 m开路磨加3台HFCG120-45辊压机作为水泥粉磨设备。根据要求的小时产量,选用3台回转式六咀包装机。
通过主机设备的选型与平衡,可得出水泥粉磨生产线的主机设备平衡表见表5。

表5 主机设备平衡表
2.2物料的储存
各种物料的储存型式,储存量和储存期见表6。
2.3生产工艺过程
2.3.1 熟料输送及储存 熟料运抵工厂后卸入受料斗,经胶带输送机由提升机送入6座φ12×26 m的熟料库储存。当熟料库已满时,可先将熟料卸入熟料堆棚内,然后用铲车倒运到受料斗。
2.3.2 脱硫石膏、石灰石输送及储存 脱硫石膏、石灰石运抵工厂后,储存在联合卸堆料棚内,然后用铲车倒运到受料斗,经提升机送入各3座φ8×18 m的圆库储存。
2.3.3 粉煤灰输送及储存 粉煤灰由气力输送泵从电厂送入3座φ8×15 m的圆库储存。
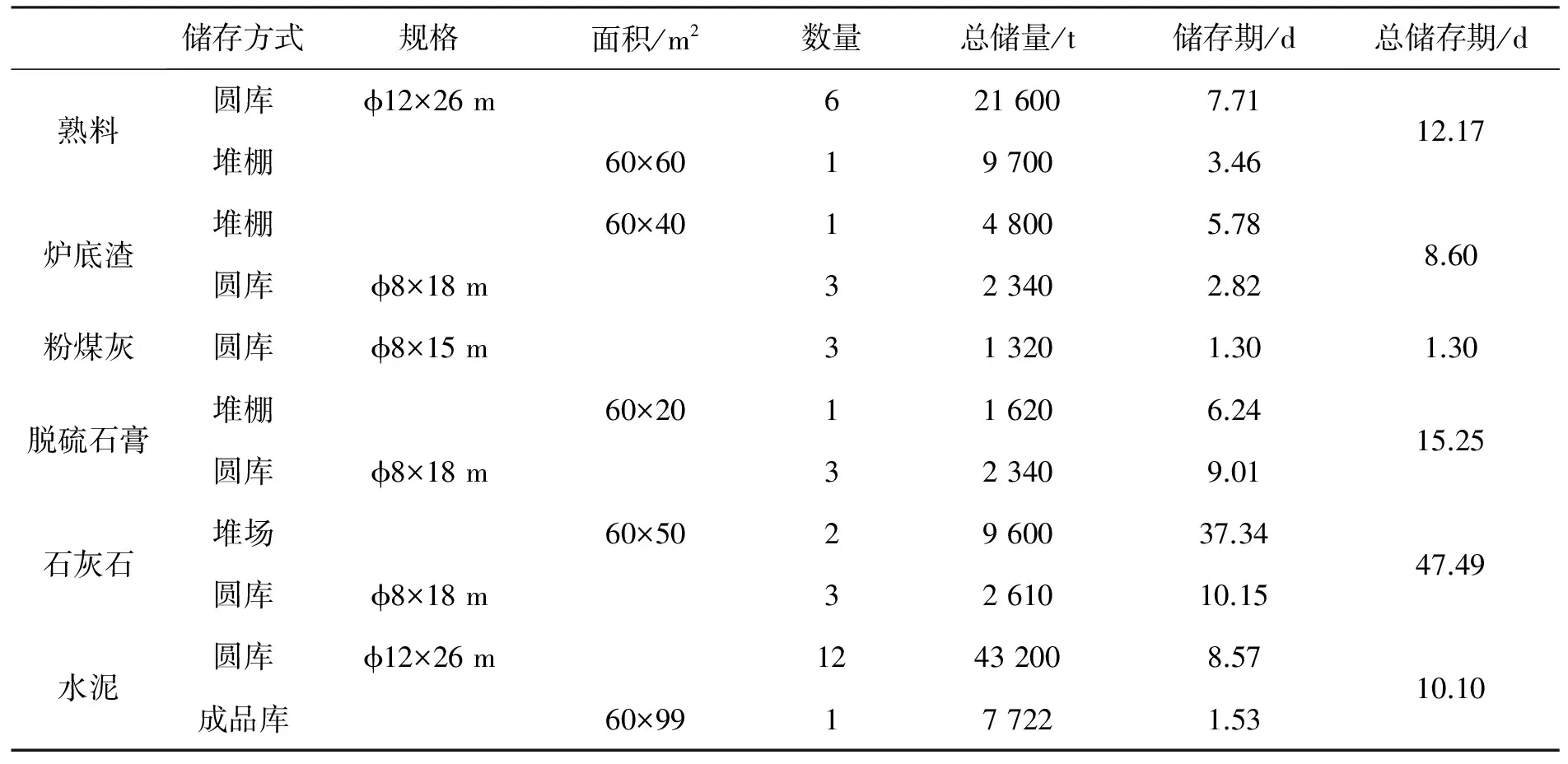
表6 物料储存表
2.3.4 炉底渣输送及储存 脱硫石膏用汽车运抵工厂后,储存在联合卸堆料棚内,然后用铲车倒运到受料斗,经提升机送入3座φ8×18 m的圆库储存。
2.3.5 熟料、混合材及石膏配料库 熟料配料库为6座φ12×26 m圆库。炉底渣库为3座φ8×18 m圆库,脱硫石膏库为3座φ8×18 m圆库,石灰石库为3座φ8×18 m圆库,粉煤灰库为3座φ8×15 m圆库。
水泥配料采用库底配料方式,选用TDG型调速式定量给料秤进行计量,并配以微机自动控制装备来控制配料,配好的混合料(熟料、炉底渣、石灰石和脱硫石膏等)由库底皮带输送机送入粉磨车间粉磨,粉煤灰直接送入粉磨车间粉磨。
2.3.6 水泥粉磨 水泥粉磨为3台HFCG120-45辊压机和3台φ3.2×13 m开路磨组成,系统产量为3×70=210 t/h,年利用率为85%。
来自配料库的混合料由皮带输送机和斗式提升机送入辊压机上方的稳流料仓内,经辊压机辗压后,再由斗式提升机提升入打散分级机进行筛分,筛分后的粗粉由皮带输送机送回稳流料仓,细粉则直接入磨机进行粉磨,出磨水泥由链式输送机和斗式提升机送入水泥库内储存。
2.3.7 水泥储存及散装 水泥储存库为12座φ12×26 m圆库,单库储量为3 600 t,总储量为43 200 t,储存期为8.57 d。水泥经库底单管螺旋喂料机卸出后,由链式输送机送至包装车间的斗式提升机。
水泥散装采用库侧散装方式,设置6套库侧汽车散装装置,生产能力为6×120=720 t/h。
2.3.8 水泥包装及成品库 来自水泥库的水泥由斗式提升机提升后,送入振动筛筛分,然后进入包装小仓,最后进入3台回转式6咀包装机包装,包装好的袋装水泥经B800平型皮带机送至水泥成品库内堆放。包装机的包装能力为3×80=240 t/h,系统的年利用率为52.06%。
2.4水泥配合比
通过试验研究结果,确定了原材料配合比。复合硅酸盐水泥P·C32.5级和粉煤灰硅酸盐水泥P·F32.5级水泥配合比见表7。

表7 32.5级水泥配合比
国家标准GB175-2007《通用硅酸盐水泥》[9]规定,粉煤灰硅酸盐水泥中粉煤灰掺量按质量百分比计为>20%且≤40%。由表7可见P·F32.5级水泥配合比中粉煤灰、炉底渣掺量按质量百分比已经达到国家标准GB175-2007《通用硅酸盐水泥》规定的上限,即按照国家标准规定的粉煤灰最大掺量。
3 结果与讨论
3.1产品性能指标控制
采用辊压机+分级打散机+开路高细磨的粉磨工艺流程生产的复合硅酸盐水泥P·C32.5级和粉煤灰硅酸盐水泥P·F32.5级产品性能指标必须符合企业内部控制标准和国家标准GB175-2007《通用硅酸盐水泥》,企业内部控制标准与国家标准对比表见表8。由表8可见企业内部控制标准比国家标准GB175-2007《通用硅酸盐水泥》要求更加严格控制水泥质量,生产的P·C32.5级和P·F32.5级水泥产品适用于一般工业与民用建筑。

表8 企业内部控制标准与国家标准对比表
3.2单位水泥产品综合电耗
采用辊压机+分级打散机+开路高细磨的粉磨工艺流程生产的复合硅酸盐水泥P·C32.5级和粉煤灰硅酸盐水泥P·F32.5级产品单位产品可比综合电耗为28 kWh/t,与国家标准GB16780-2012《水泥单位产品能源消耗限额》[10]中外购熟料水泥企业水泥单位产品可比综合电耗对比表见表9。
表9外购熟料水泥企业水泥单位产品可比综合电耗对比表
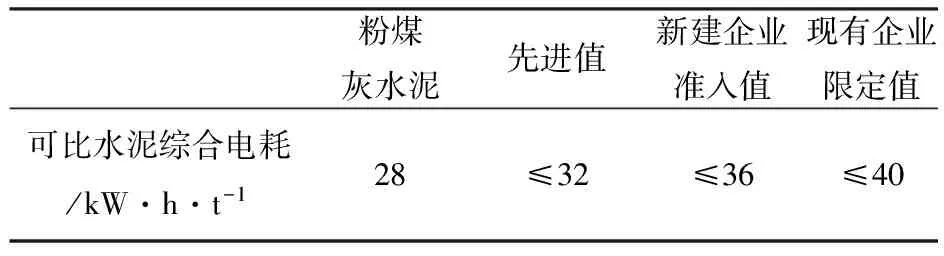
粉煤灰水泥先进值新建企业准入值现有企业限定值可比水泥综合电耗/kW·h·t-128≤32≤36≤40
由表9比较可见生产复合硅酸盐水泥P·C32.5级和粉煤灰硅酸盐水泥P·F32.5级单位水泥产品的综合电耗28 kWh/t优于国家标准GB16780-2012《水泥单位产品能源消耗限额》规定的外购熟料水泥企业水泥单位产品综合电耗先进值≤32的要求。
3.3辊压机粉磨技术的先进性
辊压机+分级打散机+开路高细磨的粉磨工艺流程在国内外已成为新建水泥生产线联合粉磨工艺增加现有球磨的能力和减少电耗的重要和常用的方法,以其粉磨效率高、单位产品电耗低、节能效果显著等优点得到青睐,已成为了大型水泥生产线水泥粉磨的优选方案之一。辊压机+分级打散机+开路高细磨的粉磨工艺流程能满足不同
生产线产品产量和质量的要求,占地面积小、布置方便,不仅可以大幅度提高水泥的产量和质量,而且改善了水泥的比表面积、颗粒级配等技术指标,增产节能效果好,经济效益明显[11]。生产复合硅酸盐水泥和粉煤灰硅酸盐水泥可以使混合材掺加量增加5%~10%,这样,每粉磨1 t水泥,可以降低成本20~30元[12]。
4 结束语
1)水泥熟料是粉磨水泥最主要的原料,它的质量直接决定水泥的质量,随着水泥熟料掺量的增加,水泥的强度呈现增大的趋势。采用C3S+C2S在75%~78%之间、其中C3S≥60%的优质水泥熟料,保证了复合硅酸盐水泥P·C32.5级和粉煤灰硅酸盐水泥P·F32.5级水泥的质量。
2)综合利用燃煤电厂粉煤灰、炉底渣及脱硫石膏等废渣为原料,当熟料掺量相同时,随着粉煤灰、炉底渣掺量的增加,水泥的强度存在着逐渐下降的趋势。采用辊压机+分级打散机+开路高细磨的粉磨流程生产P·C32.5和P·F32.5水泥,水泥配合比中电厂粉煤灰、炉底渣及脱硫石膏等废渣掺量可达到45%。P·F32.5水泥配合比中粉煤灰、炉底渣掺量按质量百分比达到40%,即国家标准GB175-2007《通用硅酸盐水泥》规定的上限。
3)生产的P·C32.5和P·F32.5水泥单位产品可比综合电耗低于国家标准GB16780-2012《水泥单位产品能源消耗限额》的先进值。
[1] 黄明.粉煤灰资源化综合利用应用[J].砖瓦,2006(8):39 -44.
[2]龙生,王浩,王鑫,等.粉煤灰建材资源化的研究进展[J].硅酸盐通报,2012,31(1):88-91.
[3]刘双双,黄孝章.大掺量粉煤灰水泥技术及其应用[J].中国煤炭,2007,33(9):64-65.
[4]李涛平.再论新型干法水泥厂设计新概念[J].中国水泥,2005(4):21-23.
[5]矿产资源综合利用手册编辑委员会.矿产资源综合利用手册[M].北京:科学出版社,2000:718-724.
[6]芈振明,高忠爱,祁梦兰,等.固体废弃物的处理与处置[M].北京:高等教育出版社,2004:267-268.
[7]王福元,吴正严.粉煤灰利用手册[M].北京:中国电力出版社,2004.
[8]顾雪慈,赵虎奎,练礼财,等.脱硫石膏代替天然石膏作水泥缓凝剂[J].水泥,2006(12):32-35.
[9]GB175-2007.通用硅酸盐水泥[S].北京:中国标准出版社,2007.
[10]GB16780-2012.水泥单位产品能源消耗限额[S].北京:中国标准出版社,2012.
[11]陈贵.2 500~3 000 t/d生产线水泥粉磨系统技术方案的比较分析[J].建材发展导向,2008(6):81-84.
[12]郑一麟.新型水泥粉磨生产线的设计与应用[N].中国建材报,2007-06-12(B02).
IndustrializedTechnologyResearchonUsingPowerPlantFlyAsh,FurnaceBottomAshandFlueDesulphurizationGypsumtoGrindCement
YAN Bogang1,YANG Meizhen2,WU Tao3*,JIN Lei3,FENG Xiaoye3,FAN Lu3
(1.Jiangxi Academy of Sciences,330096,Nanchang,PRC;2.Jiangxi Institute of Computing Technology,330002,Nanchang,PRC;2.Tsinghua Innovation Center in Dongguan Advanced,Composite Materials Research Departmen,523000,Dongguan,Guangdong,PRC)
P·C32.5 and P·F32.5cement is produced by using coal-fired power plant fly ash,furnace bottom ash,flue desulphurization gypsum as raw material with the grinding process of using roller press machine,grading broken machine and open stream high-fine grinding machine.The percentage of power plant waste ash in cement mixture proportion is as high as 45%,and the mass percentage of fly ash,furnace bottom ash reaches the upper limit of national standard.The comparable integrated power consumption of unit cement product is below the advanced value of national standard.
fly ash;furnace bottom ash;flue gas desulphurization gypsum;cement;industrialization
2014-09-03;
2014-09-29
严伯刚(1958-),男,工学学士,副研究员,主要从事无机非金属材料及窑炉热工方面的研究。
广东省引进创新团队计划项目(编号:2013C099)。
*通讯作者:吴 韬(1965-),男,工学学士,工程师,主要从事无机非金属材料方面的研究。
10.13990/j.issn1001-3679.2014.06.008
TQ172.715
A
1001-3679(2014)06-0781-05
猜你喜欢
建材发展导向(2023年4期)2023-03-14
建材发展导向(2022年24期)2022-12-22
建材发展导向(2022年24期)2022-12-22
选煤技术(2022年1期)2022-04-19
能源研究与信息(2021年3期)2021-11-20
建材发展导向(2021年23期)2021-03-08
建材发展导向(2020年16期)2020-09-25
建筑热能通风空调(2018年5期)2018-07-09
国际木业(2016年2期)2016-12-01
建材技术与应用(2014年6期)2014-04-15
