汽车涂装输送系统总体设计
2014-09-07 06:58成经平柯尊润杨志祥
湖北理工学院学报 2014年4期
成经平,柯尊润,杨志祥
(1湖北理工学院 机电工程学院,湖北 黄石 435003; 2 黄石市中城自动化科技有限公司,湖北 黄石 435000)
汽车涂装输送系统总体设计
成经平1,柯尊润2,杨志祥2
(1湖北理工学院 机电工程学院,湖北 黄石 435003;2黄石市中城自动化科技有限公司,湖北 黄石 435000)
提出了涂装前处理部分输送系统的总体设计方案。总体设计从机械结构设计和控制系统方案设计、机械零部件强度计算和有限元分析计算多个方面展开。采用Solid Works 进行零件的三维建模和装配,使用Solid Works Simulation 完成零件的有限元静态分析。在对前处理输送系统总体设计时,提供了输送线车间布置图,并且给出了确定小车数量的计算过程。在小车关键部件的设计过程中,运用了力学公式计算强度和计算机辅助设计(CAD)、计算机辅助分析(CAE)软件。
自行小车系统;汽车涂装;Solid Works;有限元分析
0 引言
涂装技术作为汽车生产的四大工艺之一,近年来也得到了飞速发展。 当前,汽车制造呈现大批量生产规模,大规模生产要求涂装车间实现高度自动化。涂装设备成为自动化生产实现的关键,它直接或间接影响涂装线的工作质量和效率。涂装线在汽车工厂建设中所占的投资总是最高的。汽车涂装线控制装置的可靠性和使用寿命的提升,能提高涂装生产线的效能和工艺质量。
车身涂装车间生产线承担各种车型的前处理、电泳、烘干、涂胶、自动喷涂、中涂和面漆、返修补漆、喷蜡等工序。汽车车身涂装工艺流程如图1所示。

图1 汽车车身涂装工艺流程
涂装车间的机械化输送设备系统采用空中输送系统和地面输送系统相结合组成的输送系统。系统的主要任务是:保证来自各种型号的合格白车身及部分备件在涂装车间完成前处理、电泳、车身烘干、密封胶、喷涂等全部工艺要求的工序,并将合格车身送到总装车间的输送线上。主要设备包括空中地面输送机、叉式移载设备、升降机、定位机构等。
1 智能输送设备在涂装车间的应用
智能输送设备是先进的机械化输送设备,能承担起涂装车间车身沿输送线转移。智能输送系统是利用现代化信息技术,实现自动控制的输送机系统。系统按照工艺要求,可以将成件物品沿设定的输送线路,以恒定的速度或变化的速度将工件从一个工位输送到下一个工位,形成连续的物流或脉动的物流。在现代化工业企业中,智能输送线已经成为工厂车间的大动脉,是自动化生产工艺过程中不可缺少的组成部分[1]。
信息技术的发展使得现代制造技术发生巨大变化。企业追求高效益运作以及人们对产品需求量和个性化、多样化要求的提高,形成了快节拍、大规模、柔性制造的生产要求。智能输送系统可实现自动化、智能化控制,并具备起重、运输、贮存、组织生产等功能,越来越受到业界关注。特别是在汽车、工程机械等制造业中,约占40%的市场份额[2]。
汽车涂装过程包含许多子过程,每个子过程可以选用许多不同型号的输送机系统,由于篇幅有限,本文只对前处理线进行设计和分析。自行小车悬挂输送系统是智能输送设备中的一种,能实现机械生产线物料沿着输送线转移,现在广泛应用于汽车涂装车间[3]。自行小车悬挂输送系统如图2所示。

图2 自行小车悬挂输送系统
2 涂装(前处理)自行小车输送系统的方案设计
2.1设计任务要求
1)设计任务。
客户名称:某汽车股份有限公司;
项目名称:某轻型客车涂装项目;
设备名称:前处理自行小车输送线。
2)车身资料。
最大车身尺寸:
5300mm×2300mm×2400mm;
最大车身重量:1000kg;
双班产量:30000辆/年;
积放长度:7 500mm。
2.2工艺流程
以某轻型客车涂装前处理工艺为例,前处理的工艺流程图如图3所示。
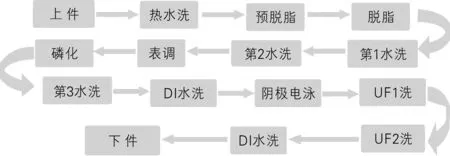
图3 某轻型客车涂装前处理工艺流程
2.3输送机系统布置
2.3.1根据工艺流程确定路径参数
此输送系统有一个维修道岔;13个工位点,在每个工位点完成入槽、停留和出槽等操作;有1个上件点,一个下件点。线路总长231m,其中直轨216 m,弯轨15m。工艺弯轨半径2000mm,岔道弯轨半径1000mm。
2.3.2确定生产节拍
在自动工作条件下,在满足年生产要求的情况下,应使生产节拍大于或等于前处理工位中最长工位时间。
2.3.3小车数量的确定

(1)
自行小车数量可以参考文献[3]中的计算公式:
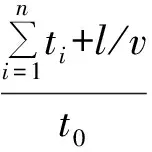
(2)

l——路径全长;
v——小车运行速度;
t0——生产节拍。
每个工位的工作时间包括4部分:下降时间、停留时间1、上升时间、停留时间2。取n≈10。
1)上升时间包括:工件快速上升5m,5/8=0.625min;快速与慢速过渡时间0.1min,2次过渡总共0.2min,工件慢速上升1m,1/1.3=0.769 min。
2)下降时间包括:工件快速下降5m,5/8=0.625min;快速与慢速过渡时间0.1min,2次过渡共0.2min;工件快速上升1m,1/1.3=0.769 min。
3)停留时间:工件在不同工位的停留时间略有不同。有3个工位停留总时间为4.5min,10个工位停留总时间为1.5min。
路线全长l=231m;小车运行平均速度v=15m/min;生产节拍6.67 min/台;工作工位数n=13。
2.3.4自行小车载荷量的确定
自行小车载荷量包括两个部分,吊具自重和工件重量。工件最大重量1000kg,考虑到前处理时,工件出槽液体对工件有一定大小的阻力,这部分阻力也有包括进去。所以吊具自重量为1000kg,自行小车载重量为2000kg。
2.3.5小车速度的确定
变速自行小车6~20m/min可调,可实现无级调速。
2.3.6车型确定
由于工件重量是1000kg,自行小车其他部件自重是1000kg,载重量是2000kg,因此选择四车型小车,本文选用黄石市中城自动化科技公司的SZD2000IV四车型小车。四车型小车装配图如图4所示。
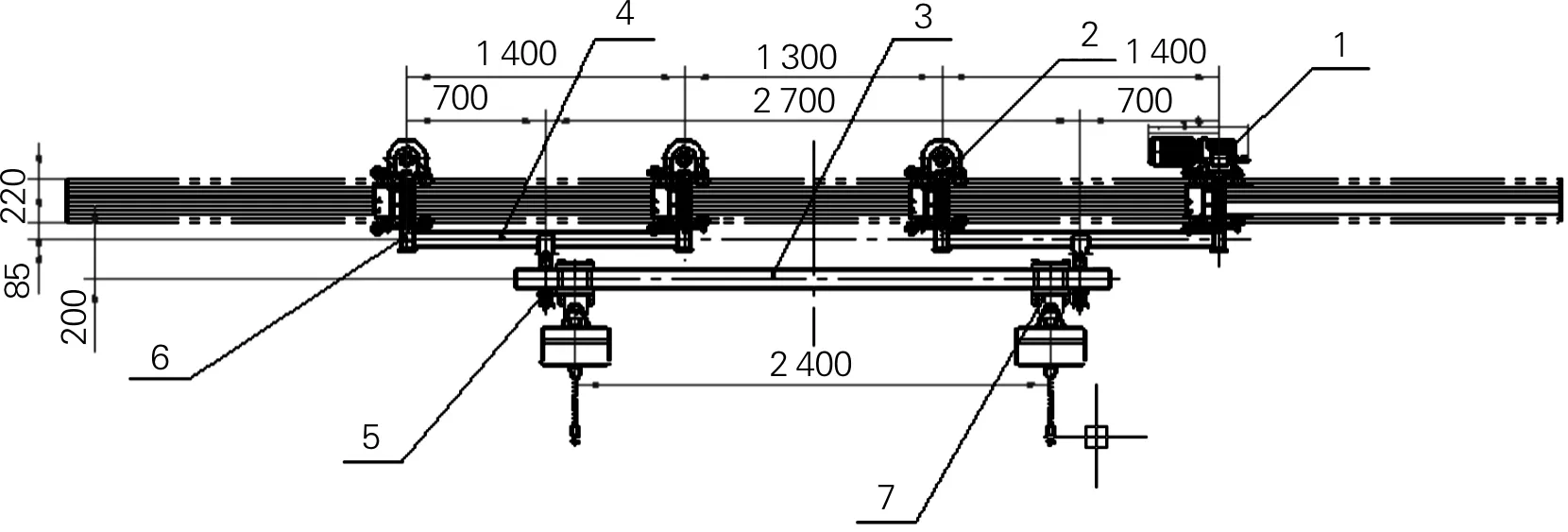
图4 四车型小车装配图
2.4通用件的选择
1)环链葫芦(带上限位开关):型号GM8 2000.8-2/2m/5M,升降速度快速8 m/min,慢速1.3 m/min,葫芦数量20个[4]。
2)SEW电机:型号HS41DT80N4,转速n=31r/min,功率P=0.75kW。
3)道岔:型号TDCIA-45,道岔半径R=1000 mm。
4)轨道支持件:型号TZCJ220.00,161件。
5)滑触线:进口U10型,8极。
轨道 22070,直轨216 m,弯轨15m,总共231m。
3 自行小车悬挂输送系统电控系统设计
系统中所有小车的状态信号经检测元件送给PLC,然后主控PLC对整个系统中的所有信号进行统一处理,按照事先编制好的程序在条件满足的情况下,PLC会对执行机构发出驱动信号使小车进行各种工艺动作。
自行小车悬挂输送系统集散控制方式的构成图如图5所示。与集散控制系统的不同之处在于,除了地面主控CPU外,每个小车还装配了随行CPU,主CPU掌控系统的运行状态,负责处理整个系统各个传感器传来的信号,将计算结果下发至随行PLC,由随行PLC驱动相应小车运行。
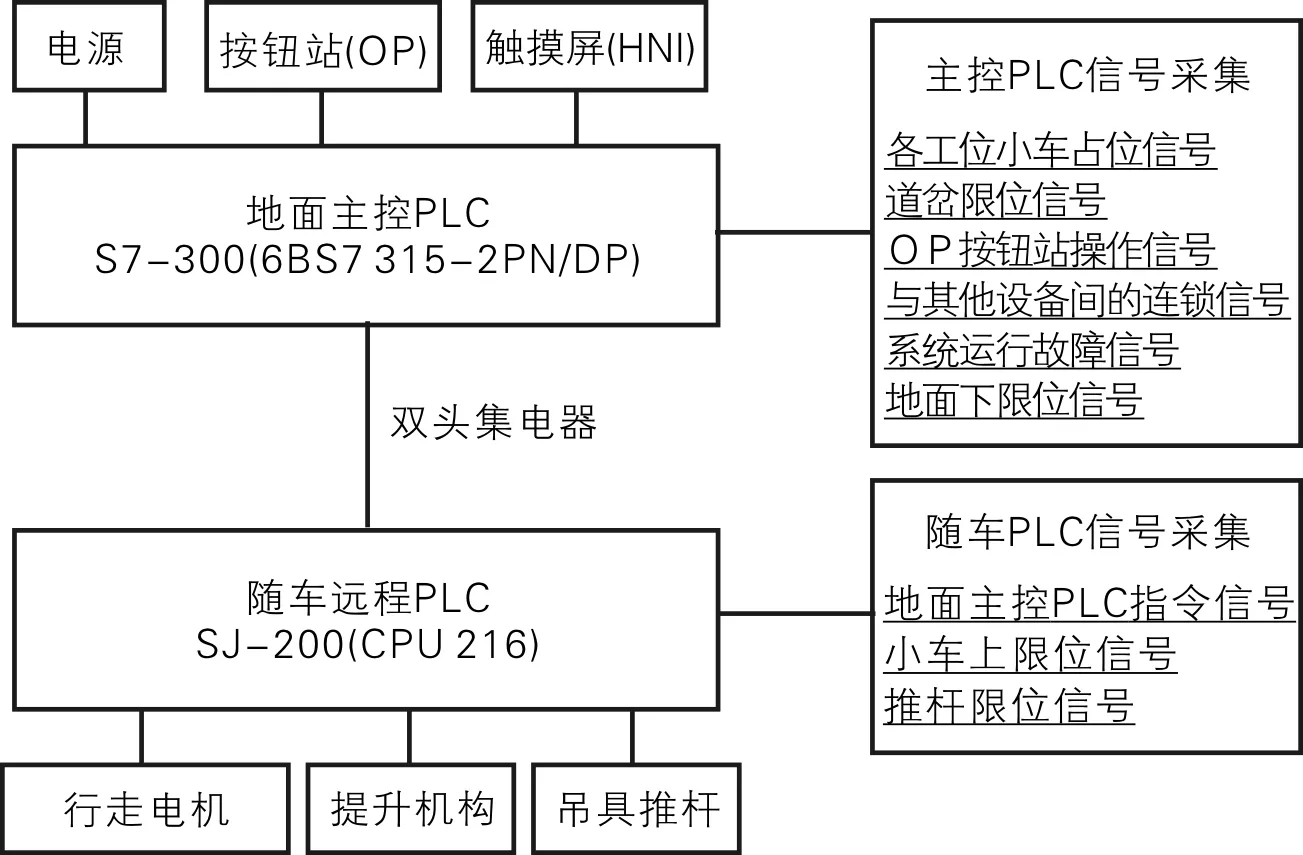
图5 自行小车悬挂输送系统集散控制方式的构成图
4 自行小车输送机零部件的结构强度有限元分析
运用Solid Works Simulation对均衡量、承载梁、偏心杆、吊具进行有限元分析,均符合强度要求[5]。偏心杆、吊具的结构强度有限元分析图如图6所示。
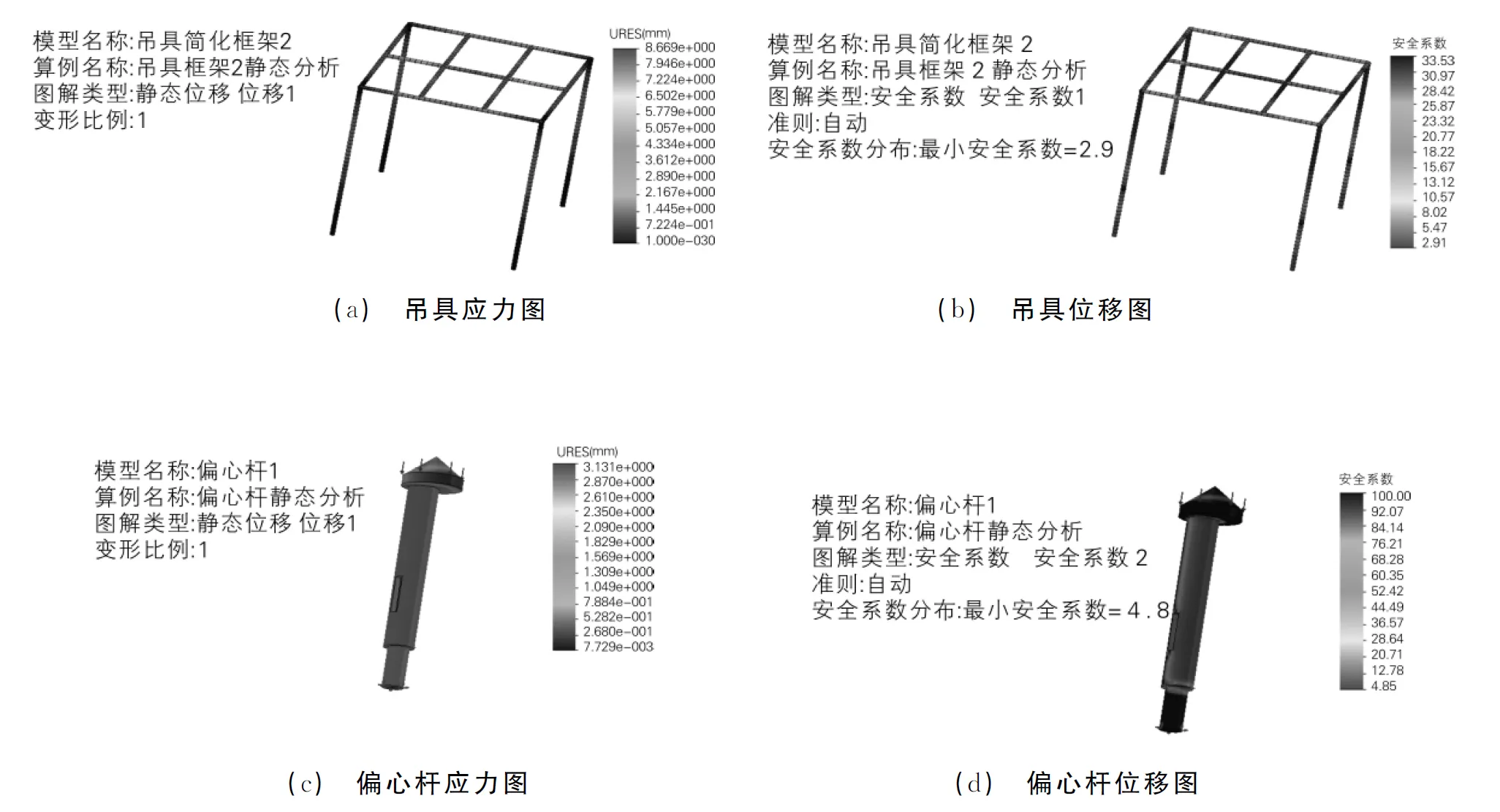
图6偏心杆、吊具的结构强度有限元分析图
5 结论
本文对汽车涂装前处理输送设备自行小车悬挂输送系统进行了总体设计和零部件设计:①对自行小车输送系统工作原理和组成部分进行了详细阐述,给出了自行小车选型的基本方法和小车的装配图。②通过分析涂装前处理的工艺流程,确定了输送机系统车间平面布局。③对主要的零部件如均衡梁和承载梁进行了有限元分析。
[1] 黄大巍.双轨悬挂自行输送机研究[D].长春:吉林大学,2007.
[2] 孙乐涛,李梦梓,吴青云.焊装线EMS自行小车及其输送系统解析[J].汽车工艺与材料,2011,26(11):5-9.
[3] 王燕,杜敏,李树农.电动自行小车输送系统的结构及选用[J].矿山机械,2011,30(7):46-48.
[4] 黄学群.运输机械选型设计手册[M].2版.北京:化学工业出版社,2011:3-20.
[5] 崔权.20000kN静压机铰链梁系统的可靠性分析[D].武汉:武汉理工大学,2008.
(责任编辑桂堤)
Overall Design of Conveyor System for Automobile Painting
ChenJingping1,KeZunrun2,YangZhixiang2
(1School of Mechanical and Engineering,Hubei Polytechnic University,Huangshi Hubei 435003;2Huangshi Zhongcheng Automation Technology CO.LTD.,Huangshi Hubei 435000)
This paper presents an overall design of the conveyor system before automobile painting.The design deals with such aspects as the mechanical structure,control system,strength calculation and Finite Element Analysis (FEA).Three-dimensional modeling and assembling of parts are finished by Solid Works.Solid Works simulation is used in the process of the static analysis of FEA of several important parts.In the design of the pre-processing conveyor system,the layout of transporting line of the workshop and the calculating process to determine the number of cars of the EMS are provided.In detailed design of some key parts,the mechanical formula,CAD and CAE are used.
EMS;automobile painting;Solid Works;FEA
2014-06-20
湖北省教育厅重点科技项目。
成经平(1962— ),男,教授,硕士,研究方向:机械产品创新设计、制造业信息化。
10.3969/j.issn.2095-4565.2014.04.001
TH22
A
2095-4565(2014)04-0001-04
猜你喜欢
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
中学生数理化·高一版(2020年2期)2020-04-21
中国煤炭工业(2019年3期)2019-08-27
杭州(2015年9期)2015-12-21
橡胶工业(2015年6期)2015-07-29
橡胶工业(2015年2期)2015-07-29
中国工程咨询(2014年12期)2014-02-16