
简单零件的三维自动标注
2014-09-05 08:04郭瑾玉
机械设计与制造工程 2014年7期
侯 波,郭瑾玉
(南车株洲电力机车有限公司,湖南 株洲 412000)
简单零件的三维自动标注
侯 波,郭瑾玉
(南车株洲电力机车有限公司,湖南 株洲 412000)
结合零件设计,阐述了三维尺寸自动标注的必要性。传统的手工标注方法速度慢、效率低、重复性工作多。介绍了弯管和钣金2类零件的自动标注方法,阐述了在UG平台上二次开发实现三维尺寸自动标注的具体方法和步骤。
三维自动标注;UGNX;弯管;钣金
1 三维尺寸自动标注
在产品制造业中,为了使产品的表达、加工和检验环节能顺利进行,要求准确便捷地提供三维模型的数字化尺寸信息,因此能够实现三维尺寸自动标注是很重要的一个环节。传统手工标注工作重复且量大,有时甚至大于建模工作量,标注效率低,且容易漏标、出错。通过三维尺寸自动标注,可以弱化对二维图纸的需要,极大地提高工作效率及准确性。
2 弯管类零件三维自动标注
2.1弯管自动标注的必要性
以机车管路工艺设计与制造为例,机车弯管车间每年需要生产几十万根管子。由于是自上而下建模,在其他设备装配完成后布管,因而导致管子走法多样,三维模型繁多,产生了大量的二维图纸。目前设计者是先把三维模型转成二维图,再标注弯管尺寸,认真计算和填写每个弯点坐标。二维图发给机车工艺部,工艺部门审核后,在弯管机上导入或者输入坐标数据模拟生产,模拟成功后进行生产。每个项目评审人员要看上百张管子图纸,进行仔细审查,花费很多时间核对管子各节点坐标。设计者要认真填写和计算每个弯点坐标,而人工操作难免出错。
解决重复劳动的办法是直接从三维模型读取弯管机需要的点坐标,自动生成需要的数据。UG NX软件有读取点坐标(包括工作坐标系和绝对坐标系)的功能,这是实现弯管自动标注的前提。
2.2弯管三维自动标注编程
2.2.1编程流程
a.遍历所有直线,选取企业标准规定的中心线线型的直线,并得到直线起点和终点坐标,建立直线坐标组。
b.用交互方式选择弯管端点之一作为起点,新建点集并将其放入,然后与a中直线坐标组相比较,如果和直线坐标组中的某条直线的起点或者终点坐标相同,则用此直线另一个点坐标在新点集中顺序建立点,然后删除此直线的2个端点坐标,再用新建立的点坐标与剩余直线坐标组比较……直到直线端点坐标组全部删除,便按顺序得到了弯管折弯点。
c.建立工作坐标系(三维弯管使用自上而下的绝对坐标方法建模,但是使用绝对坐标不能满足生产需要,要读取相对工作坐标),按新建的点集输出各点工作坐标。
2.2.2用GRIP语言编程自动标注
下面是GRIP语言具体实现方法。
S| S|定义各种需要的变量。其中P为直线坐标组,pt为新建点集。
entity/pt(31),obj
string/str1(50)
entity/x1
number/a(3),b(3),p(2,30,3),i,n,j,k,xa,ya
data/a,-9999,-9999,-9999
S| S|人工交互选择弯管起点
l10:
gpos/′选择弯管起点′,x,y,z,resp
jump/l10:,trm1:,,,l20:,resp
l20:
pt(1)=point/x,y,z
trm1:
S| S|遍历中心线线型直线,建立直线坐标组p
i=0
mask/3
inexte/all
l30:
x1=nexte/ifend,end:
n=&font(x1)
if/n<>4,jump/l30:
i=i+1
p(1,i,1..3)=&spoint(x1)
p(2,i,1..3)=&epoint(x1)
jump/l30:
end:
S| S|按直线的连接顺序,建立各个端点放入pt中
实现方法是2.2.1的b,程序用了双重循环,每次比较都需要比较直线坐标组中直线的起点和端点。
do/sort:,j,1,i
xa=0
b=&point(pt(j))
label1:
xa=xa+1
ya=0
label2:
ya=ya+1
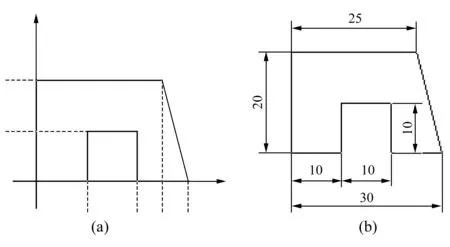
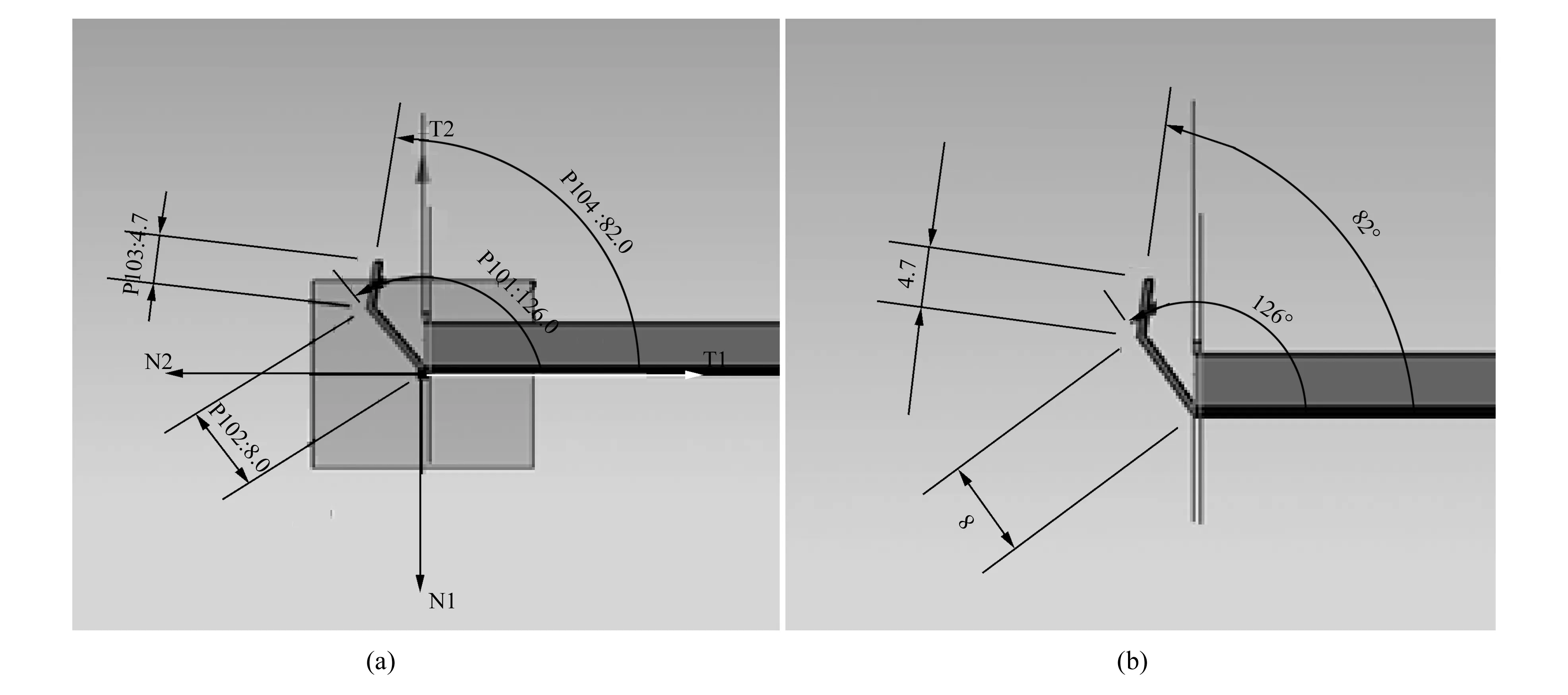
if/(p(xa,ya,1..3)<>b) and ya if/(p(xa,ya,1..3)<>b) and ya==i,jump/label1: if/xa==1,pt(j+1)=point/p(2,ya,1..3) if/xa==2,pt(j+1)=point/p(1,ya,1..3) p(2,ya,1..3)=a p(1,ya,1..3)=a sort: S| S|建立相对坐标系和标注视图 obj=csys/pt(1),pt(2),pt(3) &wcs=obj viewc/′wanguanzuobiao′,obj &workvw=′wanguanzuobiao′ S| S|按格式输出坐标,按顺序标记各个端点从1开始 do/prt1:,j,1,i+1 str1=′弯管坐标′+istr(j)+′:′ print/using,′#@@@@@@@@@@,#@@@@.@,,#@@@@.@,#@@@@.@′,str1,&point(pt(j)) &csize=20 note/pt(j),istr(j) crtwrt/istr(j),&point(pt(j)) prt1: S| S|删除新建的坐标组 delete/pt halt 2.3三维弯管自动标注实例 下面用实例来说明计算机如何实现端点标注。 a.执行弯管自动标注程序,按提示选取弯管起始点,在 TXT文件中得到各个端点坐标,如图1所示。弯管的折弯半径和内径外径是不用标注的。内外径是在选材时确定,折弯坐标有专门公式。 图1 弯管坐标点输出 b.根据程序已建好的坐标系和标注视图,将点坐标复制粘贴到弯管标注视图的PMI注释中。自动标注结果如图2所示。 与弯管类零件类似,钣金件生产自动化程度很高。如果设计部门提供了钣金的CAD1∶1展开图,生产单位根据钣金是否机加工,确定加工余量,用套料软件读取二维展开图后,运用数控切割机床进行切割。根据是否折弯,用折弯机和折弯模具进行折弯。如果不需要设计者标注尺寸无疑会节省很多时间。 图2 标注完的弯管 3.1钣金零件的标注原理 3.1.1零件尺寸和坐标的关系 《平面图形尺寸标注数目的判定及其应用》[1]中介绍了尺寸数目和坐标个数的关系。 由直线构成的图形需要的坐标个数和尺寸个数是相等的。给定坐标系的情况下,平面图形所有点坐标确定,则图形尺寸都可以算出;若图形尺寸都已知,则可以算出端点坐标。如图3(a)所示,图形有8个点,坐标个数X方向有4个,Y方向有2个。图3(b)为需要的尺寸个数,由图可知也是6个。同样在三维模型中,给定坐标系,模型尺寸和端点坐标也可以互相推出,模型尺寸中包含面面夹角。 图3 平面尺寸和坐标关系 3.1.2平面图形标注 UG自带的草图功能里“自动约束”和“显示为PMI”功能足以满足一般平面图形的标注需要,可以调用此功能来标注一般零件的表面。 3.1.3钣金件标注方法 如果忽略材料厚度、折弯半径、让位槽深度和宽度、曲面成形部分,钣金件可以认为是一个平面经过了几次折弯形成的。钣金的孔或者其他槽,倒角后标注。钣金件需要标注钣金件的尺寸和钣金展开后的尺寸。钣金成形过程大多数是用草图完成的,更方便调用草图约束标注。标注完每个面尺寸和折弯角,则自动标注结束。 3.2钣金零件三维自动标注编程 程序流程: a.遍历所有面,放入面集合,然后分类,根据面和3个坐标轴夹角分类。具体见《基于GB/T24734的三维自动标注》[2]。 b.找到需要标注的面和面面交线,调用草图约束功能约束需要标注的一个面,其余面约束时去掉面面交线,然后将约束转化为PMI标注,转化时按面的类别选择对应视图转化。 c.标注展开图,结束。 3.3钣金零件自动标注实例 图4为某钣金的自动标注(一个侧面)。图4(a)为自动标注过程中的约束,图4(b)为PMI标注结果。 图4 钣金自动标注 结合制造企业对三维零件尺寸自动标注的需求,探讨了在UG NX软件中实现三维尺寸自动标注的技术。针对弯管和钣金简单零件,设计了在UG NX软件中实现三维尺寸自动标注的程序,并开发了自动标注模块,验证了该程序的可行性。弯管零件的三维尺寸自动标注结果可直接导入弯管机,用于实际生产,为设计者节约了时间,为操作者提供了方便。 [1] 张良.平面图形尺寸标注数目的判定及其应用[J].淮阴工学院学报,2002,11(5):13-15. [2] 安恒,闫光荣,雷毅. 基于GB/T24734的三维自动标注[J].北京航空航天大学学报,2012,38(3):416-421. AutomaticDimensioningofSimpleComponentsinThreeDimensional HOU Bo, GUO Jinyu (CSR Zhuzhou Electric Locomotive Co., LTD., Hunan Zhuzhou, 412000, China) Combining with the products design of company, it expounds the necessity of automatic dimensioning in three dimensional. The traditional method of manual annotation is slow, low efficiency, repetitive work. It's difficult to understand the techniques of automatic dimensioning, and the algorithm is complex, rarely application in practical. Based on analysis of the bent pipe and sheet metal, it presents the automatic dimensioning of the components in three dimensional and elaborates the specific methods and steps to realize the automatic tagging of three dimensional on the platform of UG secondary development, the method is simple and strong operability. 3D Automatic Tagging; UGNX; Bent Pipe; Sheet Metal 10.3969/j.issn.2095-509X.2014.07.017 2014-05-07 侯波(1988—),男,山西高平人,南车株洲电力机车有限公司助理工程师,主要研究方向为三维自动标注。 TP311 B 2095-509X(2014)07-0072-04
3 钣金类零件自动标注

4 结束语
猜你喜欢
机电信息(2022年9期)2022-05-07
数学物理学报(2022年2期)2022-04-26
中国应急管理科学(2022年1期)2022-04-18
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年2期)2020-12-14
中学生数理化·教与学(2019年8期)2019-09-18
经济技术协作信息(2018年4期)2019-01-23
数学物理学报(2017年1期)2017-06-05
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
创业家(2015年2期)2015-02-27
