
浅谈感应淬火实际应用
2014-09-05 06:50:37孙增忠
机械设计与制造工程 2014年3期
孙增忠
(扬州和益电动工具有限公司,江苏 高邮 225600)
浅谈感应淬火实际应用
孙增忠
(扬州和益电动工具有限公司,江苏 高邮 225600)
利用感应淬火对轴类和钢板类工件进行局部热处理,使热处理硬度符合规定要求。结果表明:通过选用合适频率的感应设备,调整设备的感应电流和加热时间,并用感应设备对工件进行必要的回火处理,就能使轴类和钢板类工件局部热处理硬度符合要求,同时提高了生产效率,降低了生产成本。
感应淬火;感应电流 ;感应回火
感应淬火工艺因其生产周期短、操作方便等特点,应用十分广泛,特别是对轴类、钢板类的工件局部淬火,由于时间短、成本低,优势特别明显。感应淬火主要优点是能够使零件快速形成表面硬度;缺点是零件的硬度范围偏差较大,一般是外部硬度较大、靠近中心部硬度较小。在实际生产中主要问题就是根据产品需要将硬度偏差缩小,以达到较为理想的硬度范围,使感应淬火在实际生产中应用更可靠。
1 感应淬火原理
感应淬火是利用感应设备,使工件表面产生一定的感应电流,迅速加热工件表面,然后迅速淬火的一种金属热处理方法。它的工作原理是:将工件放在用空心铜管绕成的感应器内,当感应器通入交流电时,便会在工件内部产生频率相同、方向相反的感应电流。将工件表面或局部迅速加热(几秒钟内即可升温800~1 000℃)若干秒钟后,迅速喷(浸)水冷却或喷(浸)油冷却完成淬火工作,使工件表面或局部达到相应的硬度要求[1]。
2 感应淬火在生产中的应用
2.1在轴类零件中的应用
轴类感应淬火一般是对轴表面进行局部淬火,材料为45钢或40Cr,淬火的硬度可根据材料直径大小设定感应电流和加热时间。淬火的硬度层深度,取决于感应设备的频率和加热时间,频率越高或加热时间越短,硬度层深度越低。
在实际生产过程中,经常对轴的中心部有硬度要求,一般需要到专业的热处理生产厂家进行热处理,这样就带来了加工周期长、成本高等不足。如果用感应淬火使轴的中心部达到规定的硬度要求,那就要求感应设备加热深度必须达到轴的中心部,而且中心部的温度要达到临界温度以上。现以直径20mm的电机转子为例进行说明,如图1所示。
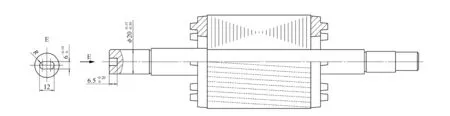
图1 电机转子
图1所示的电机转子端面中心部有一个滑长槽,滑长槽的作用是负责传递电机输出的动力,如果没有硬度或者硬度达不到规定的要求:37HRC~45HRC,装配好的产品很快就因滑长槽失效而失去动力,因此滑长槽的硬度直接影响整机产品质量。
将图1中的电机转子轴伸φ20mm用WGH-VI-36感应设备进行感应淬火,数量为5根,材料为45钢,感应器内径为φ24mm,冷却介质为水。分别检测如图2所示的A、B、C、D、E、F6个点,硬度与感应电流、加热时间见表1。
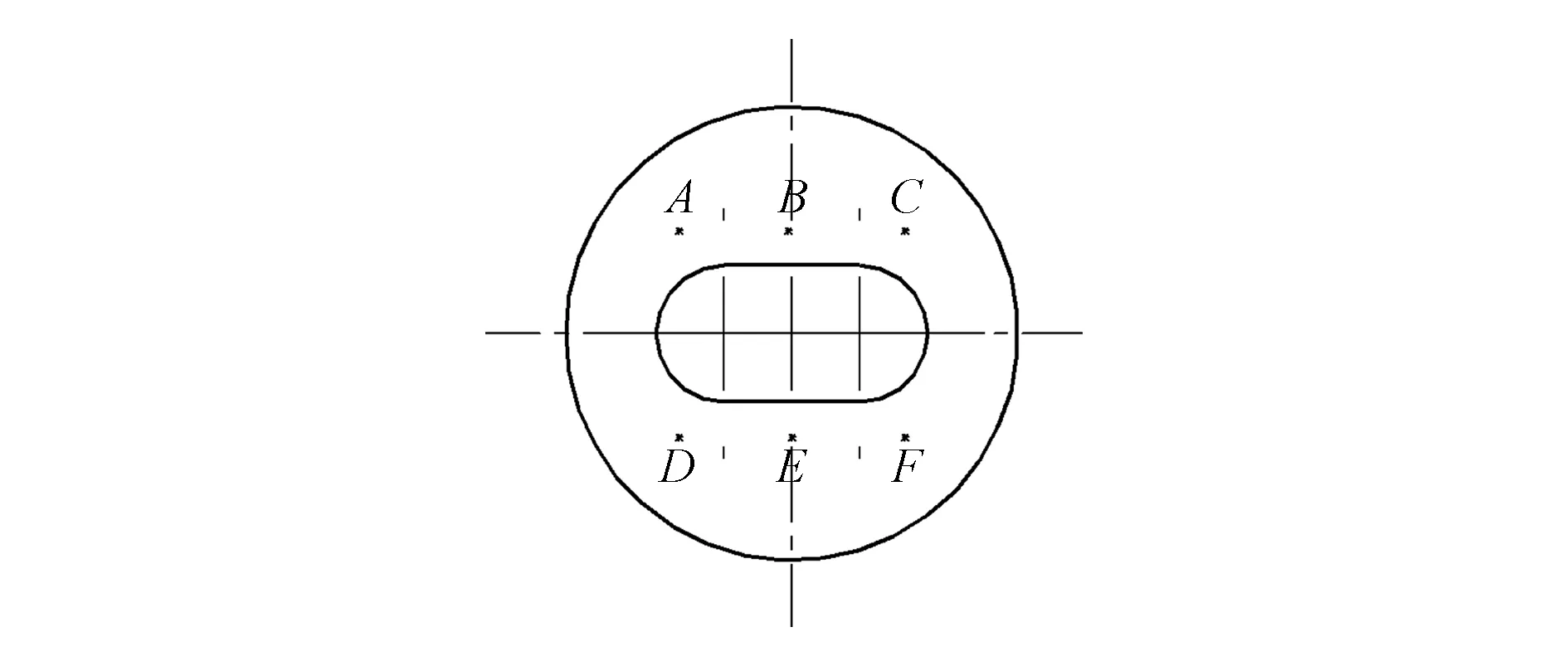
图2 硬度检测位置
表1硬度与感应电流、加热时间

编号感应电流/A加热时间/s硬度/HRCABCDEF1525560305255315025006593658574058345076048595845594400863575962596153808605659615558
从表1感应淬火数据可以看出,5组数据都达不到规定的硬度要求。对检测数据进行分析:感应电流高、加热时间短,轴伸表面硬度偏高而心部硬度偏低;感应电流低、加热时间长,轴伸表面和心部硬度都偏高。如果要使转子轴心部淬火硬度达到规定要求,必须要按淬火工艺进行感应回火[2],回火就是将淬火后的工件重新加热到临界以下回火温度后,保温一定时间,然后取出冷却到室温的热处理工艺。常用的回火方法:低温回火(回火温度为150~250℃)、中温回火(回火温度为350~500℃)、高温回火(回火温度为500~680℃)[1]。而对感应设备进行回火,回火后的硬度是否符合要求,还需要进行大胆尝试。
首先,将电机转子轴伸用感应设备进行淬火,淬火的硬度、感应电流和加热时间按表1中编号5要求,感应回火后的硬度、感应电流和加热时间见表2。

表2 感应回火后的硬度、感应电流和加热时间
表2中的3,4,5号3组硬度都符合电机转子设计要求,由此说明感应淬火、感应回火能够满足轴类零件局部热处理要求,并使轴心部硬度达到规定要求。
2.2在钢板类零件中的应用
感应淬火在轴类成功应用可以延伸到钢板类零件,如图3所示。
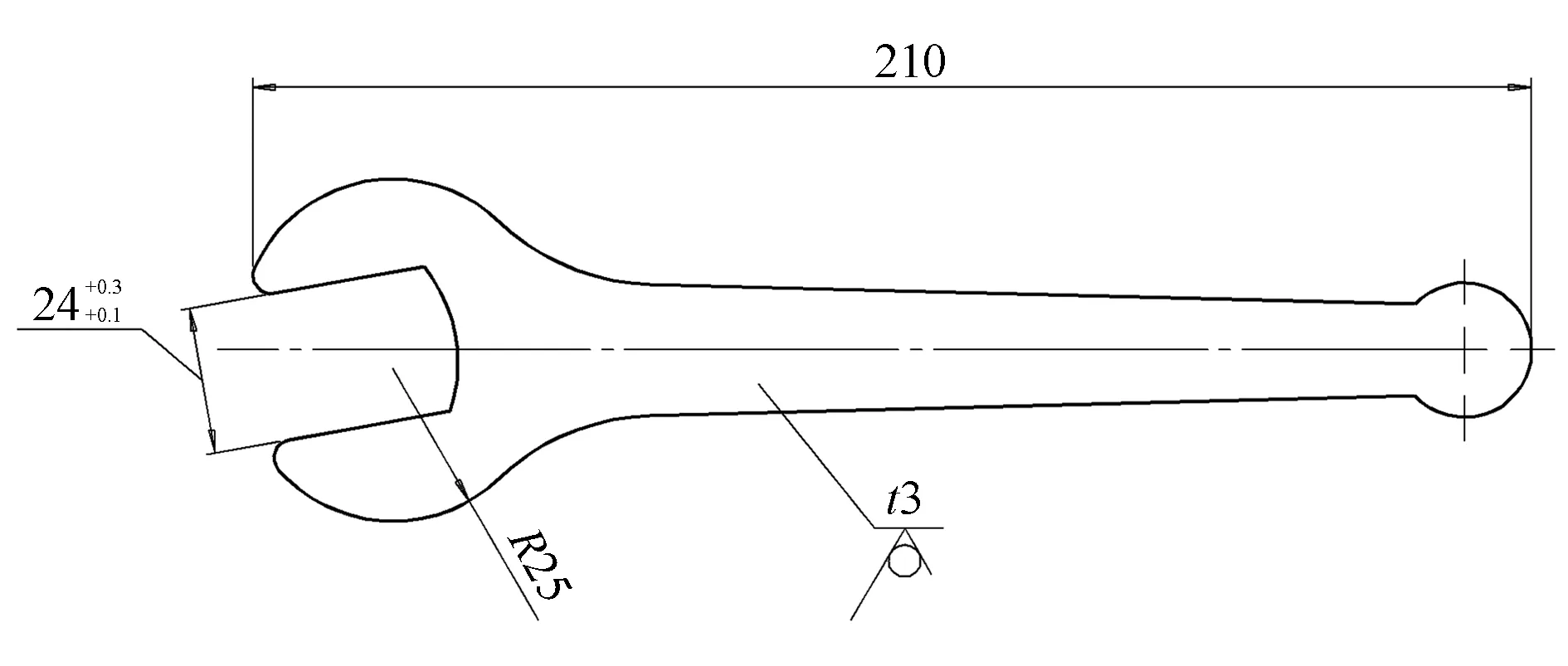
图3 扳手
图3是电动工具等产品配套的附件扳手,要求扳手口部硬度为(40±5)HRC。如果到专业热处理厂家进行热处理,同样有加工周期长、生产成本高不足。因此用感应设备对钢板扳手口部进行感应淬火,通过调整感应电流和加热时间,并用感应设备进行回火,得到了符合钢板件扳手口部硬度要求的工件。
3 结束语
通过对电机转子轴伸和钢板件扳手进行局部感应淬火和感应回火,可使淬火后硬度达到规定要求。由此可见:淬火硬度一是与感应设备频率有关;二是与设备的感应电流和加热时间设定有关;三是需进行必要的感应回火。
因此,感应淬火可广泛应用于轴类和钢板件类工件,可根据轴的直径和钢板件尺寸大小,调整感应电流和加热时间,同时进行感应回火,使热处理硬度符合规定要求,提高了轴类和钢板件零件的使用寿命。
[1] 马鹏飞,李美兰.热处理技术[M].北京:化学工业出版社,2008.
[2] 沈庆通,梁文林.现代感应热处理技术[M].北京:机械工业出版社,2008.
IntroductiontoApplicationoftheInductionHardening
SUN Zengzhong
(Yangzhou Triple Harvest Power Tools Co., Ltd., Jiangsu Gaoyou, 225600, China)
It applies the induction hardening for the local heat treatment of shaft and steel workpiece, and meets the special heat treatment hardness requirements. Combining with an example, it presents the suitable frequency induction equipments and the equipment adjustment for current and heating time, and describes tempering treatment. This method can ensure the shaft and steel workpiece local heat treatment hardness quality, improve the production efficiency and reduce production costs.
Induction Hardening; Induction Current; Induction Tempering
10.3969/j.issn.2095-509X.2014.03.022
2014-01-13
孙增忠 (1965—),男,江苏高邮人 ,扬州和益电动工具有限公司工程师,主要从事电动工具的开发设计和企业标准编制工作。
TG162
B
2095-509X(2014)03-0083-03
猜你喜欢
中学生数理化·自主招生(2023年1期)2023-08-24 10:49:08
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
汽车实用技术(2022年15期)2022-08-19 02:48:22
数理化解题研究·高中版(2022年4期)2022-04-28 22:20:31
空间科学学报(2021年4期)2021-08-30 08:31:10
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
潍坊学院学报(2016年2期)2016-12-01 12:59:55
通信电源技术(2016年1期)2016-04-16 04:57:36
机电产品开发与创新(2014年4期)2014-03-11 16:42:29
