
承压设备焊缝超声相控阵检测图谱解读
2014-09-04 04:30:59无锡市锅炉压力容器学会无损检测专委会
中国特种设备安全 2014年4期
李 衍 无锡市锅炉压力容器学会无损检测专委会
承压设备焊缝超声相控阵检测图谱解读
李 衍 无锡市锅炉压力容器学会无损检测专委会
国际权威法规ASME最新版(2013)给出了承压设备焊缝超声相控阵检测(PAUT)图像解读、分析、评断的典型示例。主要内容:图像彩色与波幅强度的相关性,缺陷信号测长测高方法,读谱准备,常用显示型式,面型体型缺陷典型图谱。触类旁通,融会贯通,可为国内制定相应工业PAUT评定标准,提供有用借鉴。
承压设备 焊缝 超声相控阵 检测(PAUT) 缺陷图谱解读 ASME(2013)
计算机成像技术(CITs)已成为承压设备超声无损检测(UT)的重要手段。作为国际权威法规的ASME BPVC最新版(2013),在第Ⅴ卷《无损检测》第四章“焊缝超声检测方法”中,又增补了一个重要附录,即NA P“超声相控阵检测(PAUT)图谱解读”[1]。
承压设备UT施探过程的“三部曲”是:1)设备调整;2) 扫查检测;3)图像判读。前两部分,在ASME 2011增补版中,已有较完整的内容,包括:第四章的四个附录(1)MA Ⅳ线阵相控阵手动光栅检测法;(2)MA Ⅴ基于制造质量验收标准的UT要求;(3)MA Ⅶ基于断裂力学验收标准的UT要求;(4)MA Ⅷ缺陷定量表征工艺评定要求。而被ASME A分卷引用的,列在B分卷(第23章)中的两个篇幅甚大的标准,则是PAUT的方法要领:一个是SE-2491“相控阵超声检测仪器和系统特性评定指南”,另一个是SE-2700“焊缝相控阵接触式超声检测操作方法”,可谓PAUT人员的“双翅”[2-4]。
本文介绍的PAUT图谱解读是2013 ASME 的重要增补,关系到PAUT数据分析和结果评定。这样,通过“合三为一”,就圆了PAUT的三部曲。
全文内容由以下四部分组成:1)PAUT读谱基础,图像彩色与波幅强度的相关性;2)显示方式基本原理与空间概念及其作用,包括S扫,E扫,A扫,B扫,C扫,D扫等;3)缺陷定量评价方法——波幅降落法(测长、测高)和端部衍射法(测高);4)六种焊接缺陷的PAUT典型图谱解析、判读与评定,给出S扫或E扫及A扫示例。
1 适用范围
ASME 2013第Ⅴ卷第四章附录NA P 用于辅助相控阵超声检测(PAUT)图像的解读,总共13张图;其中7张是PAUT图谱解读理念图,6张是典型焊接缺陷PAUT图谱图例。
PAUT缺陷信号的判读方法,与常规UT颇为相似。但PAUT能改善图像质量,有助于缺陷信号的判别。这里提出的解读指南,主要针对用横波斜声束检测对接焊缝所获取的图像。其它情况也可参照使用[5-7],包括:1)纵波斜声束检测;2)声束0°(即纵波垂直)扫查;3)复杂结构的检测,如管座焊缝、填角焊缝等。
2 一般要求
2.1 PAUT图像显示颜色与信号幅度的相关性
PAUT数据常用彩条信号图(Rainbow color palette)显示,彩色范围代表一系列信号幅度。通常,白色代表0%信号幅度,蓝色(或浅色)代表低信号幅度,红色(或深色)代表判废信号幅度(见图1)。

图1 彩条信号图的黑白转换
2.2 PAUT图像显示格式[8,9]
PAUT能使检测数据以常规UT相同的格式成像,即可为A扫描,也可为时间或距离编码的B扫描、D扫描和C扫描显示(见图2)。

图2 三种扫描显示图格式(B型、C型、D型)
2.3 基本图像显示
PAUT主要图像显示是PAUT法所独有的E扫描和S扫描显示。这两种扫描均显示2D视图,其X轴表示离探头前缘的水平距离,Y轴表示深度。此视图也可视为焊缝横断面视图。E扫描和S扫描显示均由具体设置下的所有A扫描(或聚焦律)组成。每一声束(聚焦律)的A扫描显示均可用于缺陷信号判读和评定。
2.4 E扫描显示特征
E扫描(也称为电子光栅扫描)是单一聚焦律通过一组激活阵元作多路传输,超声波束以恒定角度,沿相控阵探头长度方向,以给定增量快速步进。见图3。
2.5 S扫描显示特征
S扫描(也称为扇形扫描或方位角扫描)可指声束移动,也可指数据显示(见图4)。

图3 E扫描图像显示示例

图4 S扫描图像显示示例
3 测量程序
3.1 测量工具
PAUT仪器一般都有放在软件中的缺陷测量工具。这些测量工具均借助于多个覆盖在各种图像显示上的水平光标和垂直光标。PAUT仪器测量可靠性,有赖于操作者输入数据的准确性(如试件厚度等),以及准确显示缺陷量值和位置的校验准确性。
3.2 缺陷定量法
缺陷定量可使用工业上认可的各种方法进行,如波幅降落法(6dB法)、端部衍射法等。不同缺陷类型可能需要不同的测量方法。
1)缺陷测长法 平行于试件表面的缺陷长度,可依据D扫描或C扫描图像上的编码距离,用波幅降落法测出:将垂直光标置于D扫描或C扫描图像上显示的缺陷两端,即可获取相应读数。(见图5)。
2)缺陷测高法 垂直于试件表面的缺陷高度,可依据E扫描或S扫描获取的B扫描显示图像,用波幅降落法或端部衍射法,如下测出:
(1)波幅降落法:将水平光标分别置于6dB降落法显示的缺陷上下端部,测取缺陷高度读数。(见图6)。
(2)端部衍射法:将水平光标分别置于端部衍射法显示的缺陷上下端部,测取缺陷高度读数。(见图7)。

图5 在C扫描图像显示上,用波幅降落法和垂直光标进行缺陷测长
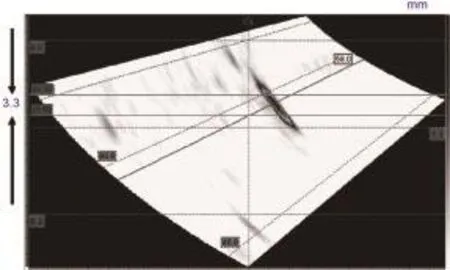
图6 在B扫描图像显示上,用波幅降落法和水平光标进行缺陷测高

图7 在S扫描图像显示上,用端部衍射法和水平光标进行缺陷测高
4 典型缺陷图谱解读
这里列出6种典型焊接缺陷的PAUT图谱及其解读评定。实际焊接缺陷、PAUT设置及其图像显示变量甚多,因此所提供的图谱仅供指南之用。PAUT图像判读评定人员的经验和分析技能,也很重要。
4.1 底面开口裂纹
底面开口裂纹有可能在单面焊焊根中心,也可能在焊根边缘附近;通常,在A扫描显示和S扫描显示中,可见多重小齿面、多重棱边。若裂纹有明显高度,当探头朝焊缝前后移动时,在A扫描波形图上,会有明显的起始点和中止点,信号有明显的回波动态行程。这种反射体通常易于检出,也能从焊缝两侧检测到。对这种缺陷应准确标出相对于试件底面的深度读数(见图8)。

图8 底面开口裂纹的S扫描显示
4.2 坡口面未熔合
坡口面未熔合处于焊缝熔合面上,可通过几何绘图(焊缝覆盖图)标出。从焊缝两侧探测,会有明显不同的回波特性。在同一位置作扇形(S-)扫查时,通常用几种角度去检出未熔合。A扫描波形会显示回波快起快落的特征,脉冲持续时间甚短,即表明是有方向性的平面状缺陷。无多重小齿面或尖端存在。
胃穿孔发病的原因具有较强的复杂性,其发病的原因也比较多,如胃溃疡、胃癌等,在传统的急性胃穿孔治疗中,主要采用开放式穿孔修复术。当前治疗急性胃穿孔最好的方式是外科手术治疗,此外应尽早实施手术。若患者就诊时已经超过12h且腹部感染情况较为严重[6]。出现中毒性休克、肠粘连、肠梗阻以及其他并发症的可能性明显提高,且相关的研究显示,对于急性胃穿孔患者,只要患者耐受,均可采用胃大部切除手术进行治疗。
探头略为歪斜,回波不会像裂纹那样产生多重峰值或锯齿面。可能会同时出现多重变型波信号,彼此保持等间距,见9。
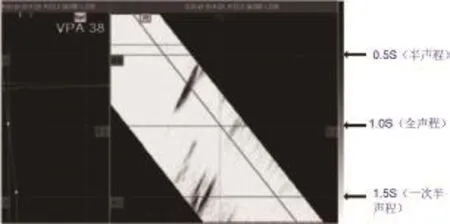
图9 壁厚中间的未熔合E扫描显示
4.3 密集气孔
密集气孔显示多重回波信号,其幅度各异,位置不一。回波信号标绘在焊缝体积中。信号的起始和中止位置有可能呈低幅度,视其位置和壁厚,有可能与底面回波信号混杂一起。
A扫描波形显示的信号起落,有较长脉冲持续时间,即表明为非平面状缺陷。从焊缝两侧探测,密集气孔均有可能被检出,也可能检不出来;但两侧探测情况应该相似。见图10。
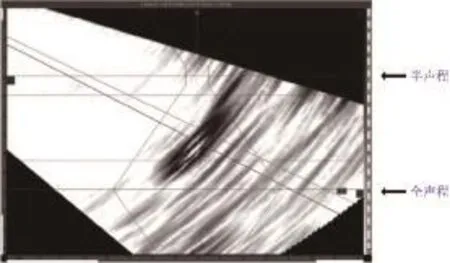
图10 示有多重反射信号的密集气孔S扫描显示
4.4 焊趾裂纹
在A扫描和S扫描显示图中,焊趾裂纹往往显示多重小反射面和多重棱边。探头朝焊缝前后移动时,会有明显的回波动态行程。此类反射体一般易于检出,可准确标绘出相对于外表面的深度读数。通常,焊趾裂纹在S扫描显示图上最好表征,用较小角度(如45°)的E扫描通道扫查即可。图11即为用扇形(S-)扫查检出的外表面焊趾裂纹图像(V型坡口单面焊,镜像显示)。

图11 用S扫描显示检出的外表面焊趾裂纹(镜像)
4.5 根部未焊透
注意,根部未焊透的位置与焊接坡口型式有关。例如,对X型坡口双面焊缝来说,根部未焊透处于壁厚中间;而对V型坡口单面焊缝来说,根部未焊透则在试件底面开口。但回波信号升降时间类似于根部焊趾裂纹或其它根部面状缺陷。这就要求操作者判读时分外小心。还要注意,根部未焊透显示的信号图像有可能很像底面根部单侧未熔合显示的信号图像。
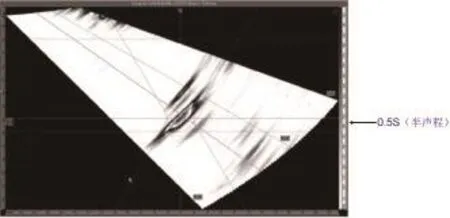
图12 S扫描显示图上的根部未焊透信号图像
4.6 不定形夹渣
在A扫描和S扫描显示图中,不定形夹渣信号图像一般显示多重小面和多重棱边。A扫描波形显示回波慢起慢落,脉冲持续持续时间较长,即表明为非平面状缺陷。不定形夹渣回波信号幅度比面状缺陷波幅较低,可能难以与密集气孔或一些较小的面状缺陷信号相区别。夹渣一般从焊缝两侧均可探到,均可标绘,用A扫描波形往往也最好表征。对夹渣类反射体,也可准确标出在焊缝体积中的深度区域,(见图13)。
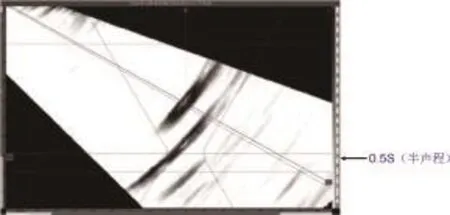
图13 S扫描显示图上的夹渣信号图像(处于壁厚中间)
5 结论和讨论
1)2013 ASME 新添的附录NA P“超声相控阵检测(PAUT)图谱解读”,包括7张读谱准备图和6张典型缺陷图,结合2011增补版的两个核心标准SE-2491“相控阵超声检测仪器和系统特性评定指南”和SE-2700“焊缝相控阵接触式超声检测操作方法”,是承压设备焊缝PAUT的三大技术支撑。PAUT人员必须谙熟于心,熟练应用。
2)读谱准备,包括了解焊接工艺、坡口型式、几何尺寸,常见焊接缺陷性质、形状、位置、方向等特征;熟悉用一次波(0.S波)、二次波(1.0S波)检测时,A扫、S扫和E扫的基本图形及其相关性;明白信号图像彩色与信号波幅之间的相关性:红——强,篮——弱。信号波幅相关于缺陷表征,但缺陷表征还相关于信号源位置和性质等因素(例如焊缝余高、错口、错位、内凹、焊瘤等引起的几何信号等)。
3)缺陷测长测高用垂直光标或水平光标截取;缺陷在焊缝长度方向位置,靠与探头同步移动的定位编码器读取数值。为保证X-Y-Z三维空间数据准确,施探前要做好试块校验和编码校验。
4)给出的典型缺陷图谱,涉及的面型缺陷有4种,其中3种是表面或底面开口缺陷(焊趾裂纹、根部未焊透、底面裂纹),1种是内部坡口面未熔合;体型缺陷是2种(密孔、夹渣)。缺陷定性表征要靠综合分析评断。另外,还是要注意真假缺陷图像信号的识别。图谱显示最好同时提供焊接坡口图和声线示踪图(一般PAUT仪器都会有相应软件提供)。这对PAUT工艺图(Scan Plan)和检测报告都是必不可少的。
5)更为详细的PAUT图谱解读和评析,可参阅笔者于2013年10月21日在南昌举行的第十届中国无损检测学术年会上的报告《承压设备PAUT典型缺陷图谱解读》(论文集上册,PP 406-414)[10]。
1 ASME BPVC(2013)Section V,Article 4 Ultrasonic Examination Methods for Welds, NA P Phased Array (PAUT) Interpretation
2 ASME BPVC(2013)Section V, Article 4 Ultrasonic Examination Methods for Welds, MA IV,Ⅴ,Ⅶ,Ⅷ,Ⅸ
3 ASME SE-2491 Standard Guide for Evaluating Performance Characteristics of Phased-Array Ultrasonic Examination Instruments and Systems
4 ASME SE-2700 Standard Guide for Contact Ultrasonic Testing of Welds Using Phased Arrays
5李衍.超声TOFD检测图谱识别.中国特种设备安全,2010,26(7): 20-25;(8):27-29
6 李衍.焊缝超声检测相控阵参数与缺陷显示的相关性.中国特种设备安全,2009,25(12):37-41
7 Ciorau P. A Contribution to Phased Array Ultrasonic Inspection of Welds.Part 1:Data Plotting for S- and B-Scan Displays. CINDE Journal,2007(5):1-9
8 李衍.超声相控阵检测技术系列讲座.无损探伤,2007,31(4) (6);2008,32(1)(4)(6)
9 李衍.取样相控阵超声波实时三维成像的工业应用.中国特种设备安全,2012,28(1):46-48
10 李衍.承压设备PAUT典型缺陷图谱解读.第十届全国无损检测学术年会论文集,2013,9,江西南昌:406-414
Some typical cases are given in the recent international code 2013 ASME for the interpretation, analysis and evaluation of Phased Array Ultrasonic Testing (PAUT) images. The main content includes relations between rainbow colors and signal amplitude; measuring techniques of faw length and faw height; preparation for interpreting images; common modes of image displays; typical image displays of planar faws and volumetric faws. Based on comprehending by analogy, useful references may be presented for establishing the relevant industrial PAUT evaluation standards at home.
Pressure equipment Welded joints Ultrasonic phased array examination PAUT Flaw image maps Interpretation and evaluation 2013 ASME
2013-11-07)
猜你喜欢
癫痫与神经电生理学杂志(2022年6期)2022-02-10 13:55:46
煤气与热力(2021年3期)2021-06-09 06:16:16
化工管理(2021年7期)2021-05-13 00:45:20
电子制作(2019年24期)2019-02-23 13:22:16
价值工程(2018年25期)2018-09-26 10:14:36
电子测试(2018年15期)2018-09-26 06:01:46
西南交通大学学报(2016年4期)2016-06-15 20:29:36
华北电力大学学报(自然科学版)(2016年3期)2016-04-25 05:06:56
电脑迷(2015年4期)2015-05-30 10:48:04
电脑迷(2015年8期)2015-05-30 08:36:03
