
管束式集装箱的组装工艺和型式试验要求
2014-09-04 04:30:59董红磊张君鹏中国特种设备检测研究院
中国特种设备安全 2014年4期
董红磊 张君鹏 中国特种设备检测研究院
管束式集装箱的组装工艺和型式试验要求
董红磊 张君鹏 中国特种设备检测研究院
大容积无缝钢瓶、管束式集装箱和长管拖车作为专用气体储运装备在我国使用和制造已有10年时间,在检验检测和安全监管方面已基本形成相应的安全规范,但设计制造缺乏标准支撑。本文对管束式集装箱的设计制造资质、组装工艺和型式试验要求进行简要介绍,包括大容积无缝钢瓶和长管拖车的相应要求。
大容积无缝钢瓶 管束式集装箱 长管拖车 组装工艺 型式试验
随着国家能源政策的调整和社会对生存环境的重视,以天然气和氢气为代表的清洁能源应用剧增,相应带动了气体储运装备的大发展。大容积无缝钢瓶、管束式集装箱和长管拖车是工业气体储运的专用装置,三者之间既相互独立,又相互关联。管束式集装箱由若干通过管路相连的大容积无缝钢瓶固定在标准集装箱框架内组成,既可单独参与国际联运,又可组成长管拖车实现中短距离和非通管网区域的气体输送[1-2]。
1 设计制造资质和标准
按质检办特函[2013]797号《特种设备目录》(征求意见稿)规定,大容积无缝钢瓶、管束式集装箱和长管拖车属于不同特种设备类别,设计制造应取得国家质检总局颁发的设计、制造许可资质。大容积无缝钢瓶属于气瓶,应满足《气瓶安全监察规程》的要求;管束式集装箱和长管拖车属于移动式压力容器,应满足《移动式压力容器安全技术监察规程》的要求。大容积无缝钢瓶实行设计文件鉴定制度,制造需取得B1资质。移动式压力容器的设计按《压力容器压力管道设计许可规则》满足相应资质,管束式集装箱组装需C3资质,长管拖车组装需要C2资质。相应的,若要制造管束式集装箱和长管拖车,则应同时具备B1资质。
我国大容积无缝钢瓶、管束式集装箱和长管拖车制造尚未形成国家标准,生产企业主要参考国外标准和相应技术规范形成企业标准,并经相应的技术委员会评审备案后组织生产[3]。大容积无缝钢瓶企业标准需经全国气瓶标准化委员会评审备案,管束式集装箱和长管拖车企业标准需经全国锅炉压力容器标准化委员会评审备案。
2 管束式集装箱的组装工艺
管束式集装箱的结构,由大容积无缝钢瓶、框架、前舱和后操作舱组成,组装按先后顺序分为气瓶组装、框架组装、阀门管路和安全附件安装四部分。
气瓶组装主要指端塞和法兰的安装,安装前进行静平衡测试使重心置于最低点。安装端塞前,先对瓶口螺纹进行清理润滑,保证丝牙处无铁屑、硬质颗粒和其它异物,便于拧紧和密封。旋紧用扭力扳手,保证安装后排污管向下。端塞安装完后测量钢瓶长度,并根据框架前后立板间距确定法兰安装位置,法兰用圆周均布的4个顶丝固定,见图1。框架组装是将气瓶安装到集装箱框架内,顺序是先下后上、先外后内。底部钢瓶安装时,用U型圈套将钢瓶固定,见图2。上部钢瓶安装完后,在间隙安装聚氨酯固定架固定。气瓶与支撑和固定装置的连接应考虑运输工况,瓶体固定牢固,不会发生碰撞。
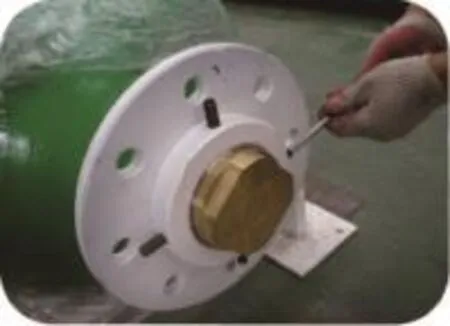
图1 气瓶组装图

图2 U型圈套安装
框架组装完成后,进行阀门和管路的安装。前舱安装安全泄放装置和放空管,后端操作舱安装阀门、安全泄放装置和主管排。每只钢瓶前后端均设置安全泄放装置,充分保障泄放面积[4]。安全泄放装置普遍采用爆破片与易熔合金背衬组合装置,可以有效防止爆破片的误动作。前后端安全装置结构不同,见图3,前端泄放装置主要起超压泄放作用,后端泄放装置除超压泄放作用外还起到进出气管路作用。

图3 安全泄放装置
安全附件安装除泄放装置外,还包括压力表和温度计。压力表用于监控运输和充放气过程中的压力变化值,量程一般为工作压力的1.5~3倍,表盘直径不小于100mm,精度不低于1.6级。温度计用于监控运输和充放气过程中的环境温度变化值,量程一般选-40~80℃,精度不低于2.5级。
管束式集装箱气瓶、管路、安全附件和装卸附件组装完毕后应进行整体气密试验,试验选用气体为干燥洁净的空气、氮气或其它惰性气体,试验压力为公称工作压力。检漏时将检测液涂抹在管路的焊接部位和各部件连接处,仔细观察有无气泡冒出。若因装配不紧导致的泄漏,允许维修后重新试验。气密试验合格后,进行抽真空氮气置换,保证气瓶及管路的含氧量不大于3%,并保持0.1~0.2MPa压力。
3 管束式集装箱的型式试验要求
管束式集装箱应按型号进行型式试验,试验合格后方可投入批量生产。《移动式压力容器安全技术监察规程》附件E规定:仅参与公路运输而不进行堆码的集装箱,型式试验由国家质检总局核准的型式试验机构进行,型式试验项目至少包括吊顶试验、吊底试验、纵向栓固试验、内部横向栓固试验和内部纵向栓固试验[5]。
试验项目的制定主要考虑使用工况,验证框架设计结构的合理性和承载能力。吊顶吊底试验的目的是验证框架经受四个顶角件或底角件起吊的能力,同时验证起吊时框架内载荷承受加速作用所产生力的试验;纵向栓固试验的目的是验证满载集装箱在道路运输工况下,底角件承受箱体纵向运动方向两倍额定质量乘以加速度的栓固能力;内部纵、横向栓固试验的目的是验证道路运输工况下,框架对钢瓶和内部介质所产生的纵、横向惯性力的承受能力[6-7]。具体试验方法参照中国船级社2012版《集装箱检验规范》和GB/ T16563-1996《系列1:液体、气体及加压干散货罐式集装箱技术要求和试验方法》的规定执行。
4 结束语
大容积无缝钢瓶、管束式集装箱和长管拖车作为新兴装备在我国的应用和发展已有10年时间,在检验检测和安全监管方面已基本形成相应行政规章和安全技术规范,但设计制造缺乏标准支撑。设计制造的规范化是安全使用的前提,完善和改进技术要求,形成技术标准是行业发展的必然。
1 薄柯,张君鹏,李邦宪,等.长管拖车日常管理与维护.制造业自动化,2006,28(12):154-156
2 董红磊,李邦宪,张君鹏,等.长管拖车钢瓶硬度控制范围和验收标准的探讨.压力容器,2012,29(10):47-69
3 董红磊,李邦宪,薄柯,等.关于长管拖车鼓包钢瓶评定指标的探讨.压力容器,2011,28(11):59-63
4 李利娇.从设计与制造环节重视长管拖车的安全控制.中国特种设备安全,2009,25(7): 22-24
5 TSG R0005-2011 移动式压力容器安全技术监察规程
6 郑艳平,朱厚军.CNG瓶组集装箱框架结构的应力分析.包装与食品机械,2012,30(5):25-28
7 中国船级社.集装箱检验规范(2012版).2012.9
Large volume seamless steel cylinder, tube-bundle container and tube trailer were used and manufactured as gas storage and transportation equipment for 10 years in china. The corresponding administrative regulations and safety technology specifcations have been formed in aspect of inspection and supervision. But there is no design and manufacture standard. The thesis introduced the qualifcation for design and manufacture, assembly technology and type test of tube-bundle container briefy, also referred to large volume steel seamless cylinder and tube trailer.
Large volume seamless steel cylinder Tube-bundle container Tube trailer Assembly technology Type test
2013-10-31)
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20 02:54:28
科学与信息化(2021年28期)2021-11-30 07:39:46
中国特种设备安全(2020年11期)2020-06-09 09:15:20
现代临床护理(2018年5期)2018-03-07 01:00:16
中国设备工程(2017年15期)2017-08-10 02:35:23
低温与特气(2017年4期)2017-04-14 11:33:45
中学生数理化·八年级物理人教版(2016年8期)2016-12-24 09:52:11
安全生产与监督(2016年5期)2016-09-07 05:33:48
阅读(中年级)(2016年8期)2016-05-14 04:14:55
西北农林科技大学学报(自然科学版)(2014年10期)2014-03-26 12:21:30
