基于Pro/E的链式原条造材机锯截机构的设计
2014-08-23 02:55侯朋杰杨学春刘瑞伟王博文
森林工程 2014年2期
侯朋杰,杨学春,刘瑞伟,王博文
(1.东北林业大学 工程技术学院,哈尔滨 150040;2.合肥学院管理系,合肥 230022)
自动控制的机械工作使生产效率得到很大的提高,降低了工人劳动强度[1-2]。采用机械化作业,相对于以前的的人工作业安全性大大的提高,实现了贮木场全盘机械化和自动化[3]。因为链式原条造材机的锯截机构是造材机造材的直接执行部分,所以锯截机构的设计是造材机设计中关键的环节,其直接影响造材的效率和精度[4]。
Pro/E是美国PTC公司旗下的产Pro/Engineer软件的简称,是一款集CAD/CAM/CAE功能一体化的综合性三维软件,在目前的三维造型软件领域中占有着重要地位,并作为当今世界机械CAD/CAE/CAM 领域的新标准而得到业界的认可和推广[5]。本文采用Pro/E进行建模是非常可靠的,并且使设计变的更加直观。
1 锯截机构工作原理
链式原条造材机作为一种木材生产加工机械,其工作过程为:

锯截机构在链式原条造材机中是非常重要的一部分,主要负责以上工作过程中切割造材的工作。锯截机构主要由整机支架、切削机构、升降机构、液压系统、导向机构、夹紧机构以及控制系统组成。
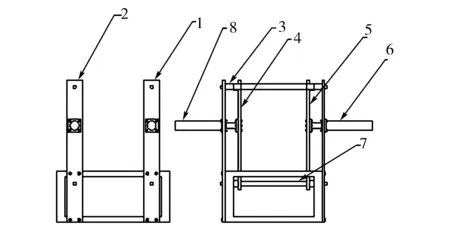
如图1所示,为了使原条在行进过程中更加的平稳,并且可以按指定的方向行进,增加了导向轮7。导向轮可以减少原条在行进过程中随意移动,使木材可以比较准确向指定的方向输送。
为了使原条在锯截的过程中可以固定,锯截工作可以顺利进行,又增加了原条的夹紧装置,即夹紧一5和夹紧二6,使原条在锯截过程中不能前后的移动和左右的晃动,保证了锯截过程的精度。
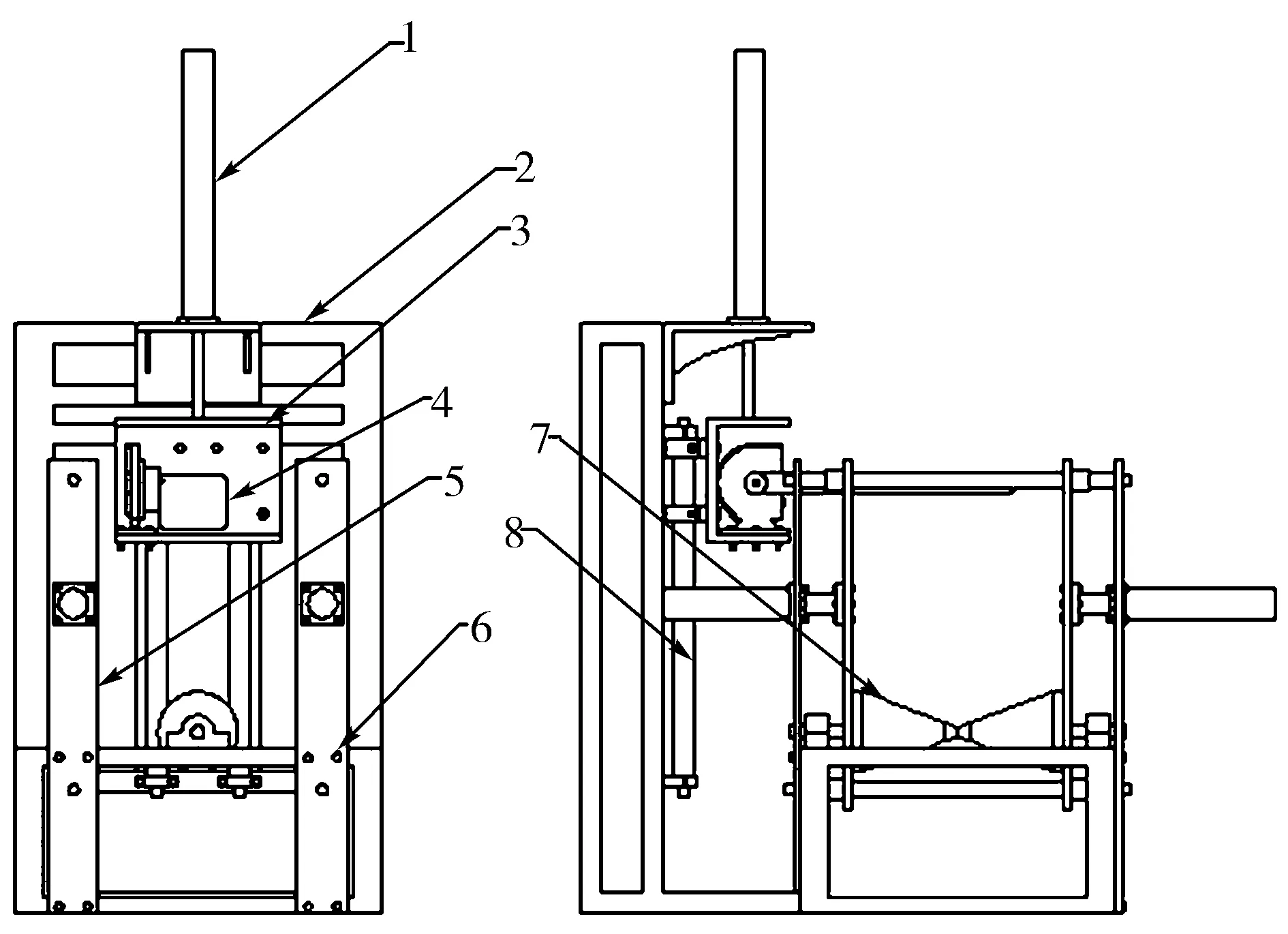
1.液压缸;2.整机支架;3.锯机座;4.锯机;5.夹紧一;6.夹紧二;7.导向轮;8.导轨
如图1所示,当原条传送到锯截位置时,夹紧一5和夹紧二6在液压缸的推动下闭合将原条夹紧固定,这时锯机在液压缸1的推动下沿导轨8向下移动将原条截断,随后夹紧二6在液压缸的作用下松开,原条被截下的部分由传送装置将其传送到合适的位置,之后锯机在液压缸1作用下沿导轨8回到初始位置,然后夹紧一5松开,原条剩余部分继续行进,重复上述动作。当原条被截至剩余最后一部分不可再截时,直接由传送装置送走,然后进行另一根原条的造材。
本文建立锯截机构模型如图2所示。
2 锯截机构的组成部分
2.1 整机支架的设计
在锯截机构中,夹紧装置、切削机构、升降机构、液压系统以及导向机构都是固定在整机支架上的,根据夹紧装置、切削机构、升降机构、液压系统以及导向机构之间的位置需求对整机支架进行设计,材料方面选用50×50厚度为5mm的方管以及型号为6.5*的槽钢。槽钢的规格见表1。

图2 锯截机构模型

表1 6.5*型号槽钢的规格
整机支架的设计模型如图3所示。

图3 整机支架模型
2.2 升降机构的设计
升降机构主要由导轨、升降液压缸和锯机座组成的。在锯截的过程中,锯机的升降动作是在导轨和升降液压缸的配和之下完成的。如图1所示,锯机通过锯机座与导轨相连,使其可以沿着导轨上下的移动,液压缸的推杆与锯机座相连。当原条行进到锯截位置的时候,锯机座连同锯机在液压缸推力的作用下沿着导轨向下移动将原条截断,当原条截断后,锯机座连同锯机在液压缸拉力的作用之下沿着导轨回归初始位置。
在锯截机构中,锯机对原条进行切削的过程中沿着导轨做往复运动。在升降的工作过程中,导轨可以承担一定的扭矩,可在有一定负载的情况下实现高精度的直线运动,起着导向和支撑的作用。本文设计导轨的有效导程为812 mm,有效工作部分的直径为50 mm,导轨的设计模型如图4所示。
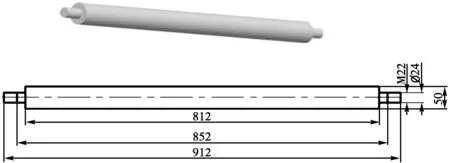
图4 导 轨
锯机座是锯机与导轨连接的过度元件,与此同时锯机座与液压缸的推拉杆相连,锯机座的壁厚为20 mm,锯机座设计模型如图5所示。
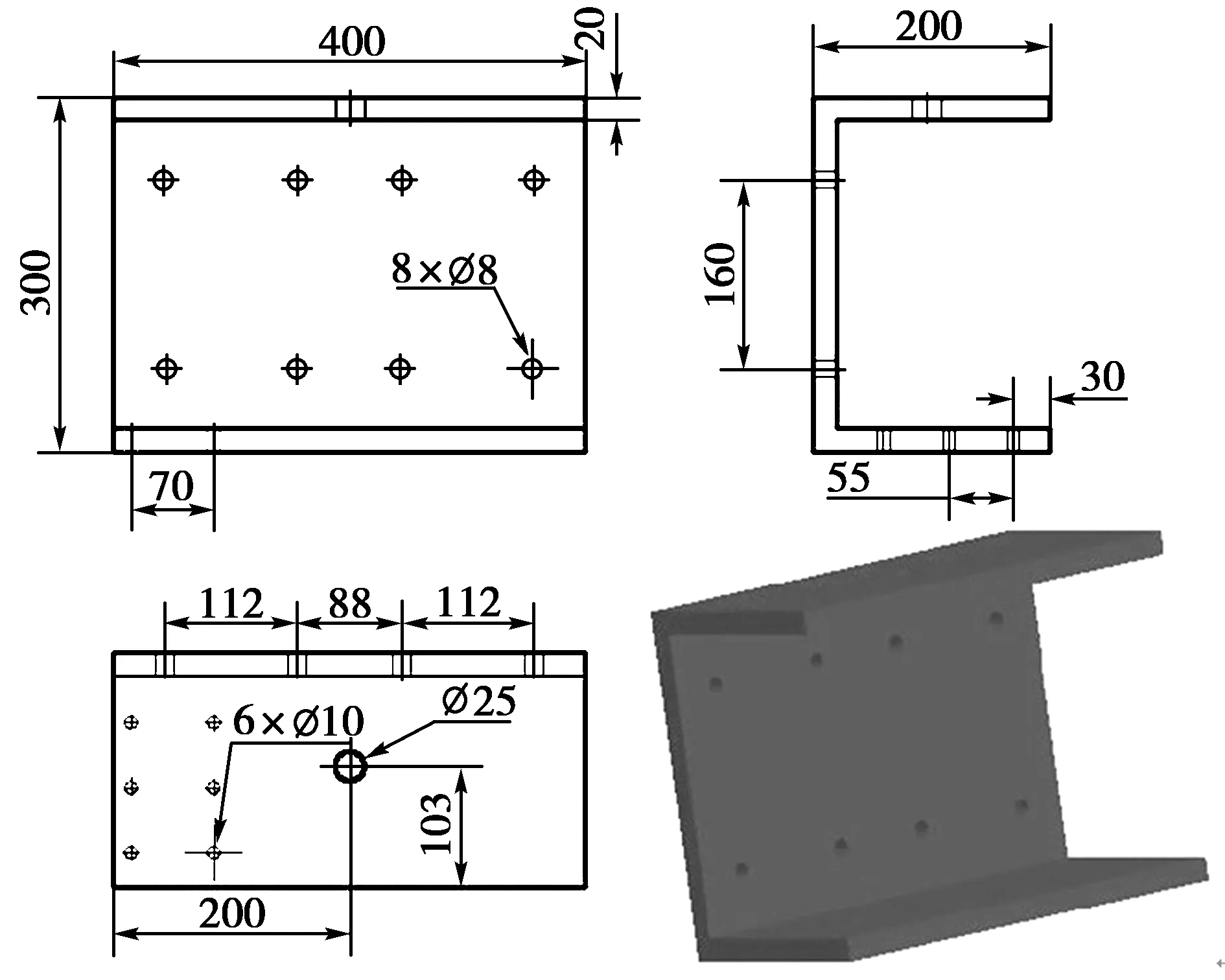
图5 锯机座
2.3 切削机构的设计
根据锯机加工地区森林资源的有关数据,了解原来的材积、直径、平均长度和生长素质等参数,据此,结合年生产量,选定锯机的类型为M2L2-950型电链锯,锯机参数见表2。

表2 锯机参数
如图6所示,锯机主要由电机、减速装置、锯机座和链轮等部分做组成。电机主轴通过小齿轮5和大齿轮3组成的减速装置进行减速后与链轮4连接。链轮、导板和锯链组成主要执行部分,链轮转动带动锯链进行工作,整个锯机通过锯机架2固定在锯机座上。
锯机架是锯机与锯机座连接的过度元件,通过六个螺栓将锯机固定在锯机座上,锯机架的模型设计如图7所示。

1.电机;2.锯机架;3.大齿轮;4.链轮;5.小齿轮
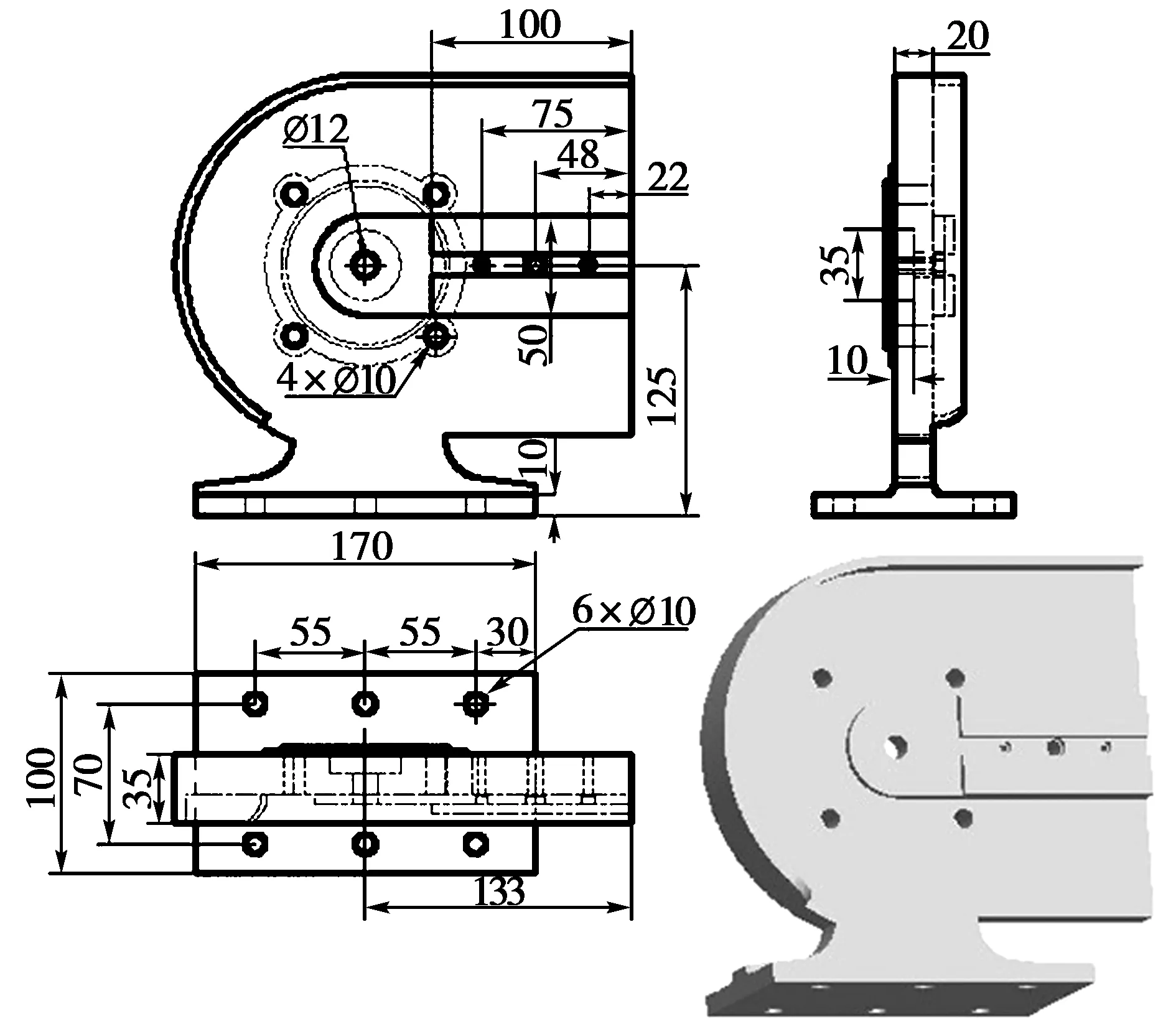
图7 锯机架
2.4 导向机构的设计
导向机构的作用主要是对原条起到导向的作用,可以使原条向着预定的方向输送。导向机构由导向轮、连接轴、轴承和轴承座组成,通过轴承座固定在整机支架上,设计模型如图8所示。
通过查阅机械设计手册选定型号为206的轴承,轴承座的型号为Z2506Y/Z2506M[6]。
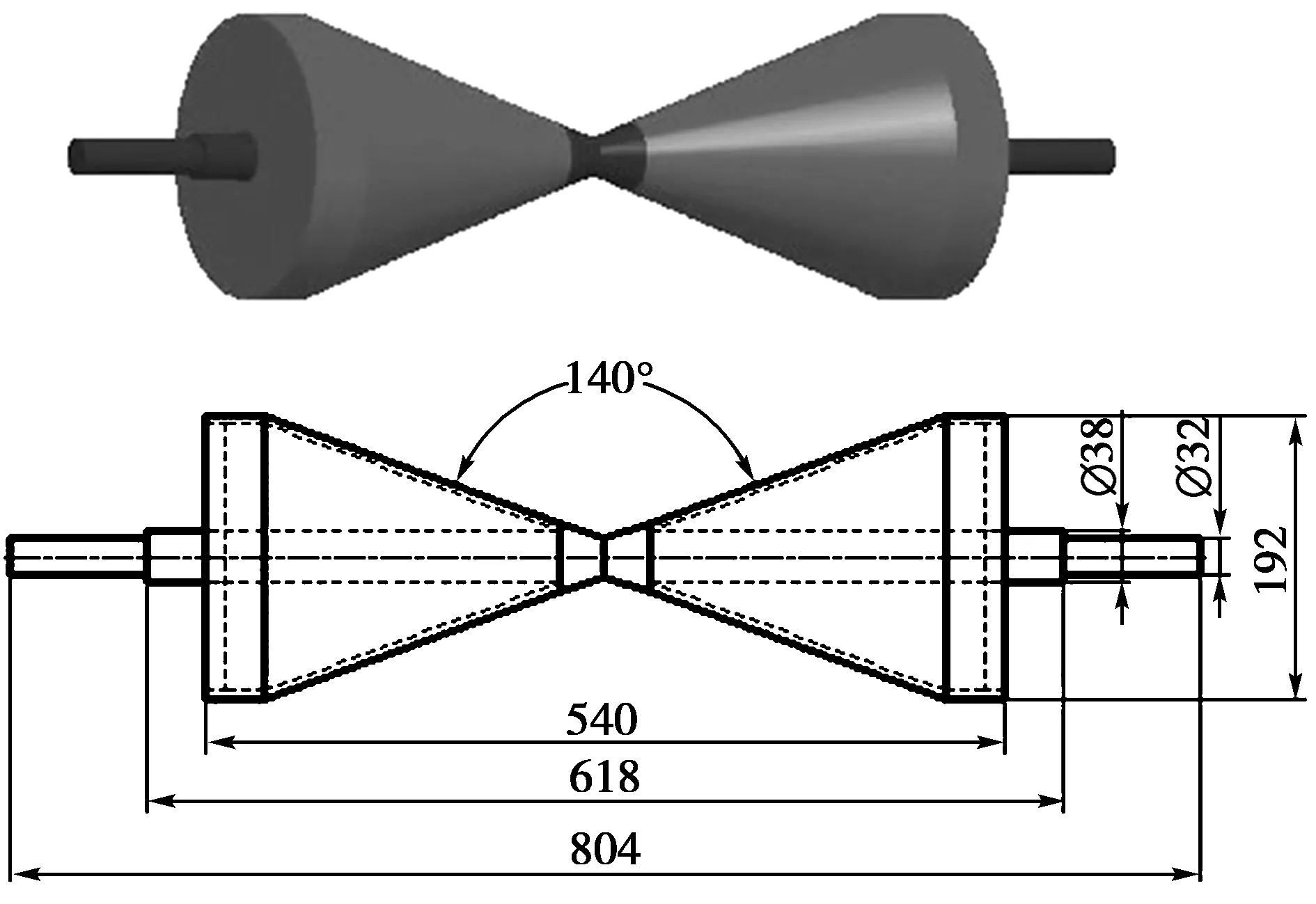
图8 导向轮模型

表3 206型号轴承规格
表4 Z2506Y/Z2506M型号轴承座规格
(注:表中两种结构的轴承座仅质量上有区别,Y型为2.1kg,M型为2kg。)
2.5 夹紧机构的设计
夹紧机构是锯截机构中重要的部分,在锯机对原条进行锯截的时候起着对原条固定的作用,提高了锯截机构在锯截过程中的精度和工作效率[7]。夹紧机构模型如图9所示。

图9 夹紧机构模型
如图10所示,在锯截机构中有两个门式夹紧装置,即加紧一1和夹紧二2,两个夹紧装置的结构组成相同,都由液压缸、夹板和导轨组成。当夹紧装置需要闭合的时候,夹板一4和夹板二5分别在液压缸一6和液压缸二8的推动沿着上导轨3和下导轨7向相对的方向行进,将原条夹紧。当夹紧装置需要松开的时候,夹板一4和夹板二5分别在液液压缸一6和压缸二8的拉力作用下沿着上导轨3和下导轨7向相背的方向运行,回归初始位置。
1.加紧一;2.夹紧二;3.上导轨;4.夹板一;5.夹板二;6.液压缸一;7.下导轨;8.液压缸二
3 总 结
(1)锯截机构的设计是链式原条造材机设计的关键环节,设计的合理与否是影响链式原条造材机工作效率的重要因素。
(2)锯截机构采用Pro/E设计,与传统的设计相比Pro/E技术是更加直观的设计,从界面中能够更加清晰的了解各个部件。
(3)由于原条造材必须要按照标准规格进行,所以链式原条造材机的设计提高了造材效率,锯截机构设计的合理与否直接的影响了原条造材的标准与否。
【参 考 文 献】
[1] 边 凯.原木生产数字化管理的实现方式浅析[J].森林工程,2005,21(2):71-72.
[2] 周云举.强化山场原木生产质量管理提高木材生产的经济效益[J].吉林林业科技,1997(4):54-57.
[3] 赵文锐,刘晋浩.伐木联合机的现状及发展[J].林业机械与木工设备,2008,36(11):10-12.
[4] 张佩剑,杨慧敏,杨学春,等.贮木场自动化原木生产实验教学系统建设[J].森林工程,2011,27(6):40-41.
[5] 覃程锦,王冉冉,吴欣远.基于PRO/E 的挖掘装载机设计与分析[J].企业技术开发,2011,30(20):01
[6] 吴宗泽.机械零件设计手册[M].北京:机械工业出版社,2006.
[7] 金成根,马 文,程 雨.门式链锯机设计方案的初步探讨[J].吉林林业科技,1993(1):40-42.
猜你喜欢
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
冶金设备(2020年2期)2020-12-28
重型机械(2020年2期)2020-07-24
中国特种设备安全(2019年7期)2019-09-10
新能源科技(2018年10期)2018-02-15
黑龙江电力(2017年1期)2017-05-17
石油化工建设(2015年6期)2015-12-01
电测与仪表(2015年4期)2015-04-12
电测与仪表(2015年4期)2015-04-12
制造技术与机床(2015年10期)2015-04-09