包袋出格中内外圈关系与引围
2014-08-18 20:13:40赵志蕊
艺术科技 2014年6期
赵志蕊

摘 要:引围是包袋出格中重要的一个技巧,而内外圈关系的理解对引围的方式起着关键作用。包型结构的不同、制作工艺类型的差异,会使内外圈关系的表现不同,从而引围的方式也截然不同,因此文章分别分析了横头结构、整围结构、侧围结构、底结构、连围结构、半围结构等包型和夹车、搭车等工艺类型所表现的内外圈关系的差异,以及所用的引围方法。文章还提出运用同心圆原理可以使内外圈关系的理解变得更加容易。
关键词:包袋出格;内外圈关系;引围
包袋要制作为成品,首先需要对包袋基本结构、造型特点、制作工艺、材质特点等因素进行综合的评价,在此基础上用卡纸制成纸样,在纸样上详细标明制作工艺、所用托料类型以及纸样类型等要素。这个从包袋分析到纸样完成的过程通常被叫做包袋出格。出格,相当于服装中的制版,之所以被称为出格,主要原因在于包袋出格的基本方法是在卡纸上打十字格,即通过相互寻找对称点,出一个左右对称或十字对称的基础纸格。由于包袋多是十字对称或左右对称,出十字格作为基础纸格的方法准确率很高,误差可控制在0.25分。包袋出格,不仅决定着包袋的成品造型,而且还制约着包袋的成品品质。在板房中开料师傅需要比照纸样来开料,而台面师傅亦需要参照纸格进行台面加工和缝制。因此,包袋出格环节在包袋制作为成品的过程中是至关重要的。
在包袋出格中存在于一种内外圈关系的现象。内外圈关系,是指包袋中部件与部件的结合时,结合部分两个部件长度比对需要存在一个差值,其中短的部件为内圈,长的部件为外圈。其原理可理解为一个同心圆,外圈大于内圈。内外圈关系在包袋出格过程中是必须要被考虑的因素,否则会使两个部件的结合效果不平顺,导致包袋成品制作过程中出现走形。内外圈关系的现象在包袋中是十分常见的。例如,耳仔吊脚包袋中,如果耳仔被吊脚包住压线车缝时候,耳仔成为内圈,吊脚成为外圈。在出格时,作为外圈的吊脚结合部分要每边增加0.5分,也就是吊脚结合部分整体比耳仔结合部分多了1分。再比如,在出大身料格与大身内贴料格时也存在内外圈关系,显然大身料格为外圈,大身内贴料格为内圈。出格时,先出大身料格,用复格法复大身内贴料格时,上边长每边收位0.75分,下边长每边收位1分至1分半。
在出格的过程中,内外圈关系影响最大的莫过于引围了。引围是包袋出格中最重要的一种出格技巧,即通过在一个部件上扎锥的方式得出与之相关联的另一个部件结合部位的长度。包型结构的不同、制作工艺的差异,内外圈关系的表现不同,引围的方式也截然不同,所以需要分别介绍。
1 横头结构
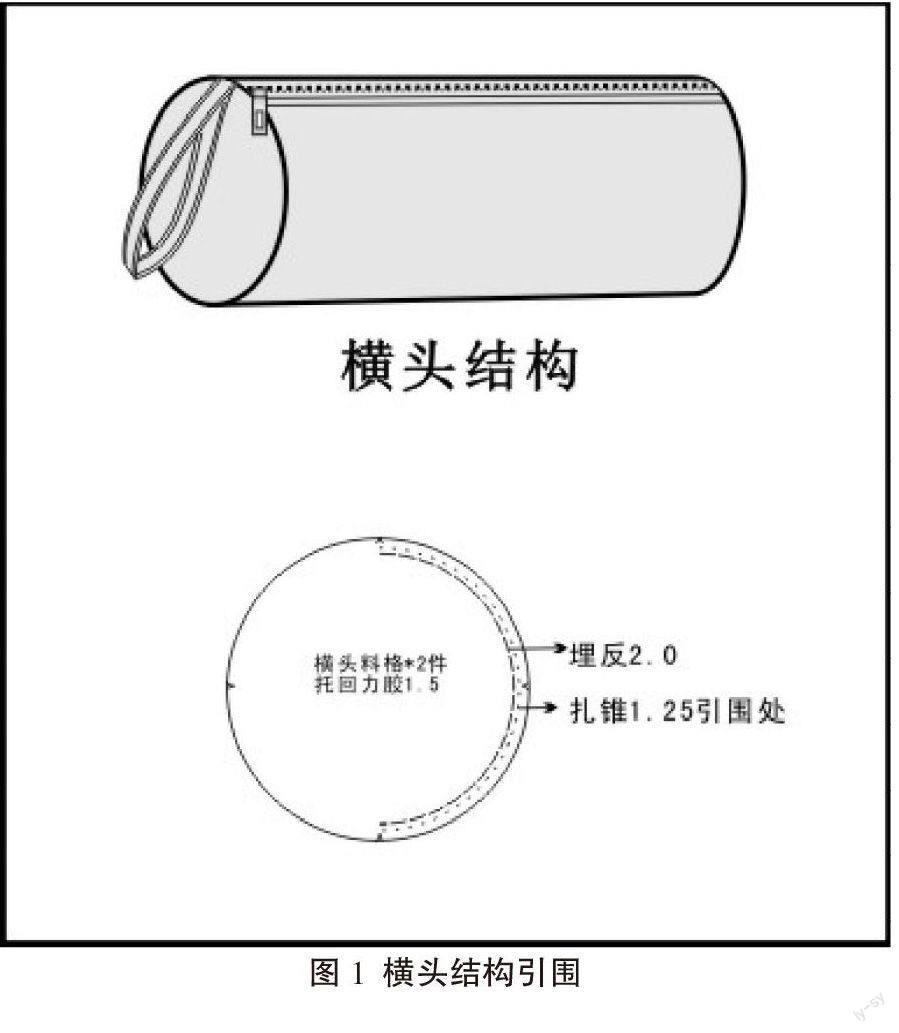
横头结构主要有两个横头与一个大身组成,横头与大身的结合工艺为埋反的基本包型。此包型结构,横头形状决定整个包袋的廓形,那么横头的周长也决定着大身与之结合部位的边长,那么横头是内圈,而大身结合部分为外圈,埋反工艺止口是2分。因此,在横头部分用分规刮出1.25分,在1.25分处扎锥引出大身结合部位边长。(如图1)上文曾提到内外圈关系的原理可以理解为同心圆,那么作为外圈的大身结合部位的边长实际上是1.25分处的周长,而内圈的横头周长在2分处,这样两个部件结合时,横头可以被大身结合部位包住,而达到我们预期。
2 整围结构和侧围结构。
整围,从字面意思来讲,整是完整;围是圈起来。实际上整围在包袋出格中,是指包袋中拉链贴部分、横头部分、底部分都有,是一个完整围被称为整围。那么,整围结构是指拉链贴部分、横头部分、底部分都有,围很完整,围与大身的结合工艺是埋反。有些包袋只有横头部分、底部分,他们与大身结合工艺是埋反,这种包袋结构被称为侧围结构。这些类型结构的包袋,决定包袋廓形的是大身,大身部分是内圈,内圈决定外圈。在出格时先出大身料格,用分规分别刮出2分埋反止口和1.25分扎锥位,在1.25扎锥位上引围引出围结合部位的长度。(如图2)内外圈关系,在整围结构和侧围结构中的表现不同于横头结构在横头上1.25分扎锥引围,而是在大身上1.25分扎锥引围。
3 底结构
一些包袋只有底部,与大身结合工艺是埋反,这种包袋结构被称为底结构。底部的形状制约着包袋的外形,显然底部是内圈。出格时,先出底部的料格,用分规分别刮出2分埋反止口和1.25分扎锥位,在底部料格扎锥1.25处引出大身结合部位的长度。
4 连围结构与半围结构
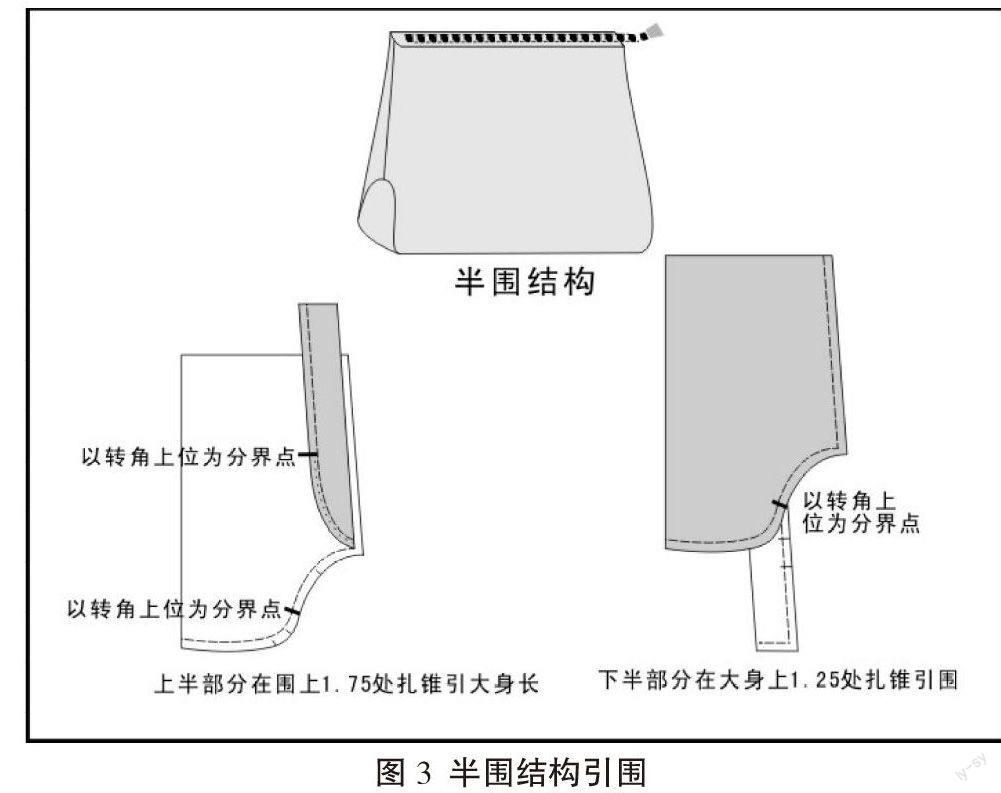
连围结构与半围结构,依然属于围结构范畴。横头部分与底部分相连是正连围;拉链贴部分与横头部分相连是倒连围;半个横头与底部相连的是半围,也叫船形底。这几种结构的包袋虽属于围结构,但因内外圈关系表现不同,出格时引围方式发生了变化,需要采用相互引围的方法。正连围结构出格时,上边以横头一半为分界线,转角上位为估算位,横头一半部分是内圈,与之结合部分的大身为外圈;下边按整围结构引围的方式,大身分界线下变成内圈,围变成外圈。先出部分横头,再出部分大身料格,部分横头料格上扎锥1.25处引出大身上半部分料格长度;大身分界线下做圆角抛位,引出剩余的围。倒连围的引围方式与正连围的方式都是相互引围,不同的是倒连围拉链贴部分采用整围结构引围,横头部分采用横头结构引围。半围(船型底)结构,也采用相互引围的方式,但因包型的稍稍改变使得分界点变成转角上位,横头部分与之结合的大身部分几乎在同一平面上,内外圈关系变弱。因此,围引大身扎锥1.75处即可(如图3),底部依然采用整围结构的引围方式用大身引围扎锥1.25处引出底围。
5 夹车工艺
夹车工艺是包袋部件与部件结合起来的一种方式,通常车线0.75分。(如图4)分析这款典型的夹车工艺包型,围的形态是凹进去,从而整个包袋的廓形以大身的形状呈现,一般做定型效果,止口的处理一般折边夹车或无止夹车口油边。 虽然看起来像侧围结构,但出格时不能用侧围结构引围的方法,因为内外圈关系变化了。只有让围变短成为内圈与大身结合时,围才能呈现出凹进去的形态。在引围时,用大身正格,也是净格,扎锥0.75车线处引围。若以同心圆来理解,此时围长是0.75处的周长,大身结合处的周长是大身正格边缘处周长,以此让围变短。
6 搭车工艺
搭车工艺是包袋部件与部件结合起来的另外一种方式,通常有两种情况:围车线和大身车线。搭车工艺的包袋廓形由大身决定,但围却是外圈,因为围比大身长,才能保证搭车后保持住大身不被围拉扯走形。虽然搭车工艺两种情况围都是外圈,但是引围的方式依然有很大区别。围车线搭车工艺出格时,先出大身画线格,再出大身料格并画出线格位,然后出围宽和画围上车线,最后在围上车线处比对大身线格位引围。(如图5)大身车线搭车工艺出格的关键点是解决围转弯位的问题,出格时通过大身滚围的方式,在转角中位处加上0.5~0.75分转弯位使围边长变成外圈。(如图6)
内外圈关系的理解对引围的方式起着关键作用,而引围也是包袋出格中重要的一个出格技巧。内外圈关系的同心圆原理,能够让立体思维与平面思维之间自如的切换,使我们更容易理解不同包型结构和工艺类型引围方式的差异,从而出格的准确率大大提高,避免了在包袋结合制作过程中的走形问题。