
五轴数控技术的发展对机床工业的影响
2014-08-17 00:23金福民管建峰
技术与市场 2014年11期
金福民,管建峰
(1.江苏振东港口机械制造有限公司,江苏常熟215000;2.常熟理工学院,江苏常熟215500)
0 引言
在社会经济高速发展的今天,人们对生活中的一些日常电子用品或是对轮船、飞机等领域产品在性能和外观上都有了新的要求,为了迎合市场需求,提升产品性能,设计者在产品设计时其零件的复杂程度越来越高,对零件和产品的精度也有了更严格的要求,残酷的市场竞争在一定程度上压缩了产品的研发时间,以往单纯的水平和垂直方向的机床加工已经满足不了设计和生产的需求,SNK 五轴数控加工中心的出现很好地解决了连续、平滑、曲面复杂的加工难题[1],零件的精密度和复杂度难题在这里都迎刃而解。这种新型加工技术把电脑控制、高性能伺服技术和精密加工技术三位合一,这些特性在医疗、航空、航天、军事等领域中都起到了举足轻重的影响,有效地提高了制造业的生产水平和企业在国际上的综合竞争能力[2]。
图1 呈现的是最常见的需要五轴数控加工中心处理的零件:

图1 典型五轴联动数控加工零件
正是因为五轴加工中心的加工能力非常强,对其机床本身的机械和数字控制系统都有非常高的需求,上世纪末,西方发达国家在这方面投入大量人力物力,同时严格控制五轴机床的技术及出口,让其成为整个国家具有战略意义的产品。
1 五轴数控加工的特点
五轴数控加工机床在工作时是围绕五个方向来进行的,在具体操作中,它在X、Y、Z 三个线性轴的基础上根据加工需要配合A、B、C 三个旋转轴中的任意两个来工作,图2 所呈现的就是它的工作情况。
加工刀片与加工对象之间的相对位置以及刀片轴向与加工对象的方位只要是在机床本身的加工行程之内,随便哪个方位的加工都可以实现。刀片在工作时能够从任何倾斜角度走刀至任何加工位置,也就是说,从理论上来看,不管多么复杂、多么怪异的形状都可以通过它来得到实现。综合来看,这种加工具备了下列特性[3]:
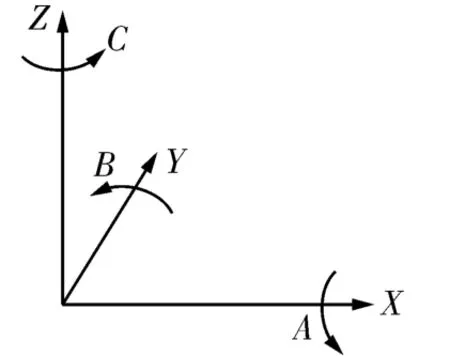
图2 空间六自由度示意图
1)在原有的三维直线工作轨迹上再增添两个主向的旋转工作,原先一般三轴数控设备不能实现的加工在这种有机的组合下得以实现。
2)一刀定江山的侧铣加工方法适用在直纹面类的加工时,其工作效率和加工后的表面光滑度和精度都能在原来的加工方式上得到有效提高。
3)大直径端铣刀其端面可以紧贴工件表面展开工作,在走刀数量和残余高度都大大缩减的同时,其加工速度和精度也得到了很好的保障,完全可以搞定大型工件的平表加工。
4)因为它的多轴工作原理,工件在加工时只需要装夹一次就能够实现其所有加工内容,工件各个不同表面的相互位置度大大提升。
5)五轴机床刀片工作最好的工艺条件是通过回转运动来实现的,在灵活的运刀工作中,工件在整个工作中其刀片与加工面之间的位置全程都在最好的切削状态下,平稳了其受力情况,有效保证工件与刀片产生干涉,如此一来,分布在加工面上的误差也就非常均匀了。
在现阶段,航用叶轮、叶片和柴油机曲轴等一些型状复杂或是精度要求非常高的加工工作中,五轴那非常霸气的加工性能被充分发挥出来。
2 五轴数控技术国内外发展现状
2.1 国外发展现状
从全球范围来看,日本和一些欧美国家在上世纪末着手于这项技能的研发,如今它们已然代表着这个领域最先进的标准,其重点概括为:速度、精度高,实现了操作的环保、智能、复合化[5]。
它最大限度地缩减了因旋转轴工作产生的非线性误差[6],另外,日本和德国生产的一些该类机床在硬件和加工性能方面都取得了世界第一的好成绩。正是因为越来越先进的PLC 和芯片投入到五轴数控机床中,该机床整体结构日趋简单的同时却实现了日益强大的加工性能。
2.2 国内发展现状
相对于以上这些发达国家,中国涉入数控加工行业的时间较晚,整体上还处于低水平阶段。在政府的扶持下,国内一些企业和研究单位共同努力,在近十年内获得了很大的进步[7]。现阶段五轴数控铣和大型的数控镗铣机床正在追随市场脚步开发,已基本适合中国市场需要[8]。以广州数控设备有限公司和济南二机床厂为代表的设备生产厂商在五轴数控机床领域不断刷新国内该行业的技术至高点,个别项目现已达到国际同类产品的较前排名。[9]。
但相比于国外的一些先进技术,我国五轴数控机床还存在着以下不足之处:第一,机床在性能和功能上都还有提升的空间。第二,因为研发时间不长,其系列化还有缺陷,实际操作验证不足。第三,占据市场的比率不高,昴贵的硬件费用及复杂的机床结构成为该行业研发的难点[10]。正是在这些因素的限制之下,国产机床高性能方面还处于实验时间段内。要想真正跻身世界制造强国,只能通过继续深入自主创新的研发工作掌握核心数控系统才可以实现这个目标[11]。
2.3 五轴数控技术发展趋势
机床的加工功能在各类机、电、气、光、液最新技术的应用下不断更新换代,日益强大起来。综合国内外各项先进的五轴加工技术,大家不难看出该行业正朝着下列方向成长[12]:微型铣床通过控制系统得以落实其运动控制;空间样条曲线的离散插补算法基于铣床平台应运而生,它同时被使用在五轴铣床的蝴蝶曲线加工计算办法上;仿真加工(比方说复杂的人脸模型加工)。
3 五轴数控技术进一步发展和推广的难点及阻力
虽然大家对该项技术的加工优势和加工重要性都有了深刻的认识,但目前来说,纵观国际社会,它在工业加工中的应用还存在着下列难题:
3.1 五轴数控编程抽象、操作困难
编程数据本身的抽象程度极大地考验着编程人员的想象力,这些特点使相应的程序也变得非常复杂,通常只能通过多次实践才能让程序编制者和机床操作者积累到必要的知识和技能,而这类人员的匮乏也成为该项技术推广的阻力之一。
3.2 刀具半径补偿困难
五轴数控机床使用的NC 程序其刀片长度补偿功能依旧有效,但其半径补偿却早就无效了。这导致用圆柱铣刀加工时,不同规格的刀片需要有不同的加工程序。
3.3 购置机床需大量投资
五轴数控加工中心的价格相对于以往的三轴数控加工中心高三到五成,除了实打实的资金费用以外,与之配套的系统软件和后置处理器也要不断升级。
4 五轴数控技术对机床工业的影响
在整个机床工业中,五轴数控加工技术难度较高,其在制造业中的适应领域也最为广泛。在机床上拓展五轴数控功能,能大幅提升其加工性能,更有利于系统的深入集成。实践表明,一台五轴数控加工中心的工作效率等同于两台普通机床,更有甚者,在它的工作下,一些大型的自动化流水线都能省掉,如此一来,工厂在设备投入的空间和资金上都能得以缩减,零件的生产周期和费用也都能大幅减少,有效地降低了产品的生产成本。说它掀起了机床工业的革命性进程一点也不为过,它也势必会成为数控机床的发展主流。
5 结语
自新中国成立以来,经过几代人的努力,中国的机床制造产业在精度和性能上均达到了世界领先水平,但五轴数控机床却没有自主生产能力,只能从国外引进,国内的各大高校仍然是研发的前沿力量,通过和各大制造厂商的联合研究,一定能推动五轴数控产业的成长。
[1]苏会林,董长双. 数控技术的发展与展望[J]. 机械研究与应用,2005,18(6):25 -26.
[2]韩立洋. 经济型五轴数控雕刻机关键技术的研究[D].苏州:苏州大学,2010.
[3]Werkmeister J B. Design and fabrication of the MesoMill:a five-axis milling machine for meso-scaled parts[D]. Boston:Massachusetts Institute of Technology,2004.
[4]林胜. 5 轴数控机床发展与应用[J]. 航空精密制造技术,2005,41(4):1 -5.
[5]Ozturk E,Budak E. Modeling of 5-axis Milling Processes[J]. Machining Science and Technology:An International Journal,2007,11(3):287 -311.
[6]张慧敏. 五轴联动数控机床的设计[J]. 机床与液压,2010,38(8):8 -10.
[7]孙涛. 六轴飞机装配钻铣机数控系统的研究与实现[D]. 南京:南京航空航天大学,2012.
[8]Jun C S,Cha K,Lee Y S. Optimizing tool orientations for 5-axis machining by configuration - space search method.[J]. Computer-Aided Design,2003,35(06):549 - 566.
[9]奚雅成,林九强. 西门子数控系统概述[J]. 制造技术与机床,2005(2):100 -102.
[10]孙杰. 数控机床技术发展趋势[J]. 内蒙古科技与经济,2007(22):76 -77.
[11]张金霞. 基于80486 的铣床数控系统设计与实现[D].南京:南京航空航天大学,2006.
[12]郑冬喜,邹传平. 浅析数控机床的发展趋势及国内形势[J]. 科技资讯,2006(1):32.
猜你喜欢
装备制造技术(2020年4期)2020-12-25
重型机械(2020年3期)2020-08-24
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年10期)2018-10-13
电子制作(2018年10期)2018-08-04
电子制作(2017年20期)2017-04-26
工业设计(2016年4期)2016-05-04
工程建设与设计(2016年4期)2016-02-27
