
环保增塑剂柠檬酸三丁酯的生产工艺、应用进展、市场现状和行业政策综述
2014-08-17 03:39苏会波
生物质化学工程 2014年2期
苏会波
(中粮营养健康研究院,国家能源生物液体燃料研发中心,国家能源生物炼制研发中心,北京 100020)
目前我国的塑料生产企业使用的增塑剂80%以上是以邻苯二甲酸二辛酯(DOP,也称DEHP)为代表的邻苯二甲酸酯类增塑剂[1-2]。2012年,国内诸多品牌白酒被曝增塑剂含量超标,涉案的就是该类增塑剂。同时,我国儿童玩具的出口也深受增塑剂超标的影响。邻苯二甲酸酯类增塑剂属于致癌物质,能引起“雌激素效应”,严重影响人类健康,还会对饮食业、农业及畜牧业产生显著影响。
由于邻苯二甲酸酯类增塑剂对人体具有严重危害性,北美、西欧、日本等发达国家均颁布了相关法律法规,对其在食品塑料制品和儿童玩具中的使用做出了严格规定和限制[3-4]。我国国家标准《食品容器、包装材料用助剂使用卫生标准》(GB 9685—2008)规定, 8种邻苯二甲酸酯类增塑剂只能用于接触非脂肪性食品的材料,不得用于接触婴幼儿食品用的材料[5]。国家卫生部2011年发布的第16号公告,明确指出“邻苯二甲酸酯类物质不是食品原料,也不是食品添加剂,严禁违法添加到食品中”[4]。全球各国均在加强对无毒环保增塑剂及其产品的关注和投资力度,研究和开发绿色环保无毒增塑剂替代邻苯二甲酸酯类增塑剂,成为行业发展的必然趋势。
以柠檬酸三正丁酯(又称柠檬酸三丁酯,简称TBC)为代表的柠檬酸酯类物质属于绿色环保类增塑剂,安全无毒性,增塑效果与邻苯二甲酸酯类增塑剂相当,被认为是邻苯二甲酸酯等传统增塑剂的理想替代产品[3,6-8]。常见的柠檬酸酯类增塑剂有柠檬酸三乙酯(TEC)、柠檬酸三丁酯(TBC)、柠檬酸三正己酯(THC)和柠檬酸三辛酯(TOC),以及各自的乙酰基化合物。其中,TBC和乙酰柠檬酸三丁酯(ATBC)最为常用。
1 柠檬酸三丁酯的性能
1.1 理化性质
柠檬酸三丁酯(TBC),分子式C18H32O7,相对分子质量360.44,外观为无色或淡黄色油状液体,沸点为170 ℃,密度1.042 g/cm3(25 ℃),折射率(nD25)为1.443~1.445,黏度为31.9 mPa ·s(25 ℃),凝固点为-20 ℃,溶于醇、丙酮、四氯化碳、矿物油、蓖麻油、亚麻油等有机溶剂,不溶于水。
1.2 塑化性能评价
塑化剂的性能通常通过塑化效率、兼容性、加工性、耐寒性、稳定性、耐久性、绝缘性、难燃性、黏度稳定性和毒性等指标进行评定。TBC耐寒性、耐光性、耐水性、抗菌性和抗霉性优良,具有无毒无味、挥发性小、增塑效率高、无刺激性、阻燃及可降解等优点。塑料材料经其增塑后,低温挠曲性能好,在熔封时对热稳定、不变色。柠檬酸酯乙酰化后,生成乙酰柠檬酸酯,不仅具有柠檬酸酯原有优点,而且羟基被乙酰基封闭后,挥发性和水敏性得到进一步改善,水抽出率更低。经乙酰柠檬酸酯增塑的塑料制品加工性能优良,热合性好,二次加工方便。几种增塑剂的物理性质见表1[9]。

表1 几种增塑剂的物理性质
2 生产工艺
2.1 生产工艺
TBC通常以柠檬酸和正丁醇为原料,通过下述工艺制成[10-17]: 1)酯化反应:将柠檬酸与正丁醇按一定比加入反应釜,再加入一定量催化剂于120 ℃进行酯化反应2~8 h; 2)脱醇:酯化完成后过滤回收催化剂,将混合产物转入脱醇塔,在绝对压力约2.7 kPa进行减压精馏,正丁醇蒸气经脱醇冷凝器降温后,部分回流,其余进入丁醇回收罐循环使用; 3)干燥脱水:将酯化生成的TBC溶液转入干燥塔,脱去残余的水分; 4)脱色:干燥后的产品在脱色釜内用活性炭除去杂质,再过滤除去活性炭,即可得到TBC成品。
2.2 催化剂
TBC在国内的生产研究还处于起步阶段。近年来,不少学者对此进行了研究,重点是筛选酯化反应的高效催化剂。传统方法采用浓硫酸作为催化剂,但是存在产品色泽深、副反应多、后处理工艺复杂、设备腐蚀严重和废酸污染环境等缺点。最近的研究中多使用有机酸、超强固体酸、杂多酸、离子液体等作为酯化反应的催化剂。
2.2.1 有机酸 有机酸催化剂主要有对甲苯磺酸和氨基磺酸。对甲苯磺酸酸性强,用量少,不易引起副反应,对设备腐蚀性小,易于保存和运输,是浓硫酸以及其他无机酸催化剂的理想替代品。不少学者使用对甲苯磺酸作为催化剂,柠檬酸酯产品收率可达92%~98%[10]。氨基磺酸也是一种高效有机酸催化剂,性质稳定安全,可重复使用,无需再生,有较高的工业应用价值,催化合成TBC的收率在98%以上[11]。
2.2.2 超强固体酸 超强固体酸是酸性比浓硫酸更强的固体酸,其酸性可达硫酸的10 000倍。采用固体酸作为催化剂具有如下优点: 1)催化效率高,用量少; 2)反应温度低、反应时间短; 3)热稳定性好,可重复使用; 4)对设备无腐蚀,不污染环境,回收利用方便。

2.2.3 杂多酸 杂多酸是由不同的含氧酸缩合制得的含氧多元酸,作为催化剂时,酯化温度低,催化活性高,稳定性好,对设备腐蚀小。但杂多酸成本较高,重复使用多次后酯化率下降。目前研究较多的是磷钨酸和硅钨酸,催化反应中TBC的收率可达91.7%~97.0%[14]。
2.2.4 离子液体 离子液体具有易操作、可溶性好和稳定性高等特点,对酯化反应具有高催化活性。王有菲等[15]用[(C2H5)3N(CH2)4SO3H][HSO4]等一系列磺酸根功能化的离子液体催化TBC合成反应,转化率在99%以上。XU等[16]用1-甲基-3-(3-丙磺酸基)咪唑硫酸氢盐([HSO3-bmim][HSO4])作催化剂合成TBC,最优条件下柠檬酸转化率为97%。
3 应用领域
柠檬酸酯类增塑剂对聚氯乙烯(PVC)有优良的增塑作用,它的增塑效果与DOP相当,但价格相对较高,目前主要用于安全性要求高的领域,例如食品包装塑料薄膜加工、塑料玩具加工、药品包裹和医疗器械制造等。
3.1 食品包装
TBC毒性低,主要用于增塑PVC和氯乙烯-偏二氯乙烯共聚物(PVDC)。PVC薄膜可用于新鲜蔬菜的保鲜,以及肉类制品等高脂肪含量食品的包装,是食品包装用PVC薄膜的主要增塑剂。柠檬酸酯增塑的PVC薄膜具有如下优点:透气性好,可以保持肉类中血红蛋白的活性,减少脱水,延长肉类和蔬菜保鲜期;表面透明有光泽,便于印刷和观察包装内食品;熔封性能好,克服普通PVC在包装肉类时难以熔封的缺点[9,17]。PVDC薄膜具有良好的阻隔性和不透氧性,透湿性低,广泛用于食品保鲜。柠檬酸酯对PVDC具有热稳定作用,柠檬酸酯增塑后的PVDC薄膜具有良好的热收缩性,封合能力高[18]。
3.2 医药领域
3.2.1 药品包装与医疗用品 柠檬酸酯无毒无害,增塑性好,外表面弹性强,不易破碎,可用于药品的外包装,效果良好。从20世纪70年代起,就开始在国外医疗领域内使用[17]。在医用制品方面,高档人工脏器塑料、硅橡胶等医疗器械中加入柠檬酸酯可以提高使用寿命。经柠檬酸酯增塑的PVC可制成医疗用的液瓶、输液袋、输血袋、腹膜透析用液袋等。
3.2.2 可降解材料 聚乳酸及其酯类为可降解的热塑性塑料,具有生态学安全性,在医学上常用作外科手术缝合线、骨钉和药品释放剂,也常在血管、肝脏等器官的修复与培养中使用。TBC和聚乳酸及其酯类具有生物学相容性,当TBC用量为10%~30%时,可以降低其玻璃化温度,改善断裂伸长率。制成的薄膜可以水解成二氧化碳和水,对环境无污染。
3.3 儿童玩具
儿童玩具中使用邻苯二甲酸酯类增塑剂会对儿童健康造成威胁,在国外已被全面禁止。TBC无毒无味,透明度好,水抽出率低,经其增塑的塑料制品加工性能良好,热合性好,二次加工方便,非常适合用作儿童玩具的主增塑剂。目前,我国广东、上海等地的企业均使用进口的柠檬酸酯制造儿童玩具,有广大的市场潜在需求。
3.4 其他领域
3.4.1 个人护理用品 TBC温和无刺激性,可用于个人护理用品和化妆品的增塑。用作化妆品添加剂和乳化剂,对受伤皮肤起治疗和调理作用,阻止紫外线对皮肤角质层的破坏,防止皮肤水分挥发,使皮肤有润湿性及生理弹性。
3.4.2 烟草工业 烟草燃烧时会生成有毒气体氰化氢,烟草中添加TBC可以吸收部分氰化氢,从而降低有毒气体的危害,还可以提高烟支的韧性不易折断。
3.4.3 油田化学品 TBC具有3个酯基,与表面活性剂进行复配后可以作为3次采油的驱油剂。如与其他试剂复配使用,可以作为油田驱油剂的包裹材料。
据有关研究报道,除作为增塑剂外,柠檬酸酯还可以用作硝化纤维溶剂、洗涤助剂、马口铁皮表面处理润滑剂、空气清新剂、润滑油和抗磨剂等[19-20]。
4 市场现状
4.1 国际市场
据普立万公司统计,2011年全球增塑剂产能约750万吨,产量约590万吨,消费量约为560万吨;2012年全球增塑剂产能约800万吨,产量约610万吨,消费量约为585万吨。增塑剂的90%应用于PVC工业,其中邻苯二甲酸酯类增塑剂约占总产量的88%[1,18]。巴斯夫公司预计,亚太地区到2015年对增塑剂的需求年增长率将为4%~5%。乙酰柠檬酸三丁酯(ATBC)主要用作PVC的增塑剂,国外年用量约为2.5~3.0万吨[21]。国外报道的乙酰柠檬酸三丁酯等柠檬酸酯产品有50多种,生产企业主要分布在美国、荷兰、法国、日本、德国等国家地区。国际上柠檬酸酯的主要生产商和生产品种见表2。

表2 国际主要柠檬酸酯生产厂商和产品种类[18,21-22]
4.2 国内市场
我国是亚洲增塑剂生产和消费量最大的国家。中国增塑剂行业协会统计数据显示,2011年,我国的增塑剂产量约为220万吨,年消费量约为250万吨[4]。2012年,我国增塑剂产能约为450万吨,占全球产能的56%;年消费量约为220万吨,占全球总消费量的37.6%。目前产品以邻苯二甲酸二辛酯(DOP)和邻苯二甲酸二丁酯(DBP)为主。

表3 国内主要柠檬酸酯生产厂商和产品种类
我国在20世纪90年代开始研究柠檬酸酯。国内主要柠檬酸酯生产厂商和产品种类见表3[21]。南京金陵石化研究院于1992年小试生产出ATBC,2002年建成千吨级生产线。目前,该院的产能为6 000吨/年,供应国内数十家PVC生产企业,还出口日本和欧盟等国家。2005年底,江苏雷蒙化工科技有限公司建成年产5 000吨柠檬酸酯的生产线,有TEC、 TBC、 ATEC、 ATBC、 ATHC等9种产品。该公司目前产能约为12 000吨/年。根据各生产企业公布的数据统计,2012年全国柠檬酸酯总产能约为8万吨/年,实际产能约为4.5~5.0万吨/年。2011年,柠檬酸酯的实际产量约为3万吨,2012年产量约为3.2万吨。据不完全统计,国内柠檬酸酯潜在市场需求超过40万吨/年,其中:塑料加工行业≥20万吨/年(部分使用),烟草行业≥4万吨/年(开始使用),医用行业≥3万吨/年(全面使用),食品行业≥3万吨/年(全面使用),日化行业≥3万吨/年(开始使用),其它行业≥10万吨/年(开始使用)。
5 政策法规、行业标准
5.1 政府政策
欧盟和日本出台规定,允许柠檬酸酯类产品作为儿童玩具、医疗卫生用品、食品包装用品等与人体密切相关产品的增塑剂[23-26]。美国食品与药品管理局(FDA)批准柠檬酸酯作为无毒增塑剂,用于食品包装、医疗器具、儿童玩具及个人卫生用品等方面[4]。目前,国内柠檬酸酯的出口实行许可证制度。由环保部委托专门机构对生产企业进行环保核查,通过核查的企业由环保部发布公告,商务部颁发出口许可证。贸易型企业在出口柠檬酸、柠檬酸盐和柠檬酸酯时,必须采购通过环保部核查合格的生产型企业的产品,才能获得出口许可证。环保部发布2012年第36号和2013年第10号公告,公布了国内18家符合环保法律法规要求的柠檬酸(盐)生产企业名单。目前进入欧盟的化工品(包括柠檬酸酯)必须进行“化学品注册、评估、许可和限制(REACH)”法规认证,国外采购商对环保增塑剂的认证要求见表4[21]。

表4 国外采购商对环保增塑剂的认证要求
5.2 行业标准
按照工信部2011年公布的《2011年第二批行业标准制修订计划》,产品标准类项目《增塑剂 柠檬酸三丁酯》(计划号:2011- 0626T-HG)和《增塑剂 乙酰柠檬酸三丁酯》(计划号:2011- 0627T-HG)由全国橡胶与橡胶制品标准化技术委员会化学助剂分会(陕西省化工研究院)推荐制定。2011年2月,全国橡胶与橡胶制品标准化技术委员会化学助剂分委会发出了制订柠檬酸三丁酯和乙酰柠檬酸三丁酯两个行业标准的调查函,并于2011年4月至2012年11月期间分别在山西太原和重庆召开了3次工作会议,进行行业标准的讨论和制定。在我国,柠檬酸酯类增塑剂的应用刚刚起步,食品及药用级尚未面世,更无质量标准及检验方法,行业标准也未正式出台。目前只有市场认定合格的产品质量标准,国内外知名企业TBC的主要技术指标见表5。
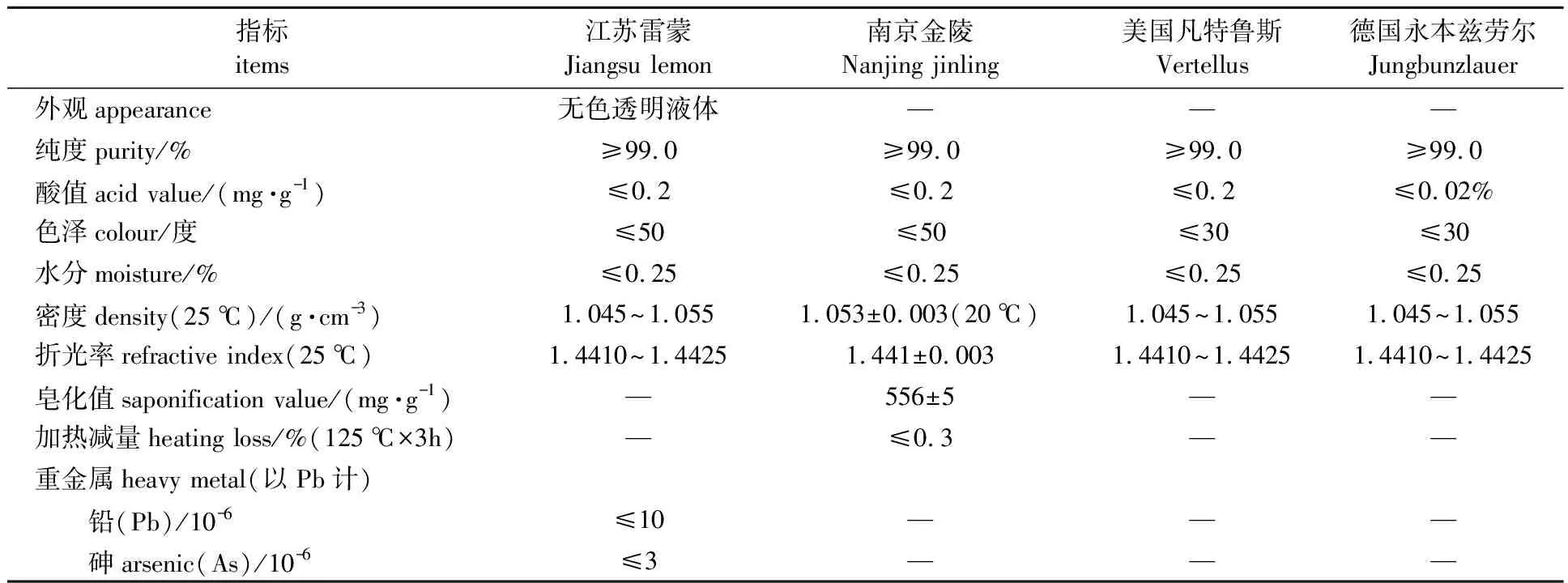
表5 国内外代表企业的TBC产品质量标准
6 结语及展望
我国具有丰富的柠檬酸资源和先进的发酵技术,是柠檬酸产量最多的国家,为我国发展柠檬酸酯行业奠定了良好基础。我国是增塑剂生产和消费大国,政府部门应加强对柠檬酸酯类增塑剂行业发展的政策导向,引导相关部门尽快制定完善的行业标准和产品质量标准,鼓励企业开发绿色、环保、无毒害的新型增塑剂产品和高效生产工艺,解决新型环保增塑剂大规模产业化的难题,提升行业的整体竞争能力。目前国内生产企业普遍存在工艺水平低、收率低、成本高、产品种类单一等问题。在现有市场和生产技术条件下,为促进我国增塑剂行业的发展,生产企业可以从以下几方面入手开展工作:1)对传统的增塑剂进行改性研究,在传统增塑剂基础上开发出新型无毒环保催化剂;2)重点调整产品结构,大力发展高性能、低挥发、耐抽出和迁移的多功能增塑剂;3)引进国外先进技术,研究新的催化工艺和分离技术,降低生产成本,开发高性价比、高安全性并且环境友好的新型绿色增塑剂产品;4)加大研发力度,扩大生产规模,提高产品质量,施行差异化产品策略。加快淘汰有毒增塑剂,开发推广新型绿色环保增塑剂是市场的必然趋势。随着塑料加工行业、医疗行业、食品行业、日化行业和烟草行业的快速发展,TBC市场和应用前景将会越来越广阔。
参考文献:
[1]钱伯章,朱建芳.增塑剂的国内外发展现状[J].橡塑资源利用,2011(4):18-22.
[2]王宏.增塑剂的生产及研发现状[J].化学工程与装备,2011(9):190-192.
[3]余志平,曾晓康.我国研究开发环保型增塑剂迫在眉睫[J].杭州化工,2012,42(1):5-8,21.
[4]魏志华.全球法规背景与我国增塑剂行业[J].精细与专用化学品,2012(5):9-12.
[5]巩玉红.邻苯二甲酸酯类增塑剂替代品及现状分析[J].山东化工,2011,40(3):75-77.
[6]汪多仁.柠檬酸三乙酯的开发与应用进展[J].精细化工原料及中间体,2012,12:25-30.
[7]SHIRAI M A,GROSSMANN M V E,MALI S,et al.Development of biodegradable flexible films of starch and poly(lactic acid) plasticized with adipate or citrate esters[J].Carbohydrate Polymers,2013,92(1):19-22.
[8]HASSOUNA F,RAQUEZ J-M,ADDIEGO F,et al.New development on plasticized poly(lactide):Chemical grafting of citrate on PLA by reactive extrusion[J].European Polymer Journal,2012,48(2):404-415.
[9]蒋平平,崇明本,张典鹏,等.加快我国新型环境友好增塑剂柠檬酸酯研究与应用[J].塑料助剂,2003,4(5):1-8.
[10]丁斌,韩运华,宋培文.柠檬酸三丁酯、乙酰柠檬酸三丁酯合成工艺的研究[J].塑料工业,2003,31(7):4-6,42.
[11]毛立新,陈献桃,廖德仲,等.氨基磺酸均相催化合成柠檬酸三丁酯[J].湖南理工学院学报,2005,18(2):36-38.

[13]金栋.绿色增塑剂柠檬酸三丁酯的生产和应用[J].化工科技市场,2009,32(4):18-21.
[14]胡婉男,王丽佳,沈永斌,等.活性炭固载磷钨酸催化合成柠檬酸三丁酯[J].广州化工,2006,34(2):27-29.
[15]王有菲,龚国珍,高珊,等.磺酸基功能化的离子液体催化合成柠檬酸三丁酯[J].应用化工,2008,37(10):1125-1128.
[16]XU Jun-ming,JIANG Jian-chun,ZUO Zhi-yue,et al.Synthesis of tributyl citrate using acid ionic liquid as catalyst[J].Process Safety and Environmental Protection,2010,88(1):28-30.
[17]晓铭.乙酰柠檬酸三丁酯的生产及应用前景[J].乙醛醋酸化工,2013,4:11,12-14.
[18]张丽.柠檬酸酯类增塑剂的市场现状及前景[J].塑料助剂,2008,7(1):10-11,21.
[19]燕丰.绿色增塑剂柠檬酸三丁酯的生产技术进展[J].精细化工原料及中间体,2008(12):24-27.
[20]崔小明.绿色增塑剂柠檬酸三丁酯的生产技术进展[J].化工文摘,2009(1):19-21.
[21]周永芳.柠檬酸酯的生产现状和发展趋势[C]∥氨基酸、有机酸产业发展论坛论文集.宜昌:出版者不详.2012:109-116.
[22]岑兰,孙鸣剑,王雪晶.环境友好无毒柠檬酸酯增塑剂的应用研究进展[J].弹性体,2007,17(6):69-73.
[23]陈荣圻.邻苯二甲酸酯及其环保增塑剂的代用品开发[J].印染助剂,2011(28),12:1-8.
[24]李静,蒋剑春,徐俊明.柠檬酸酯合成用催化剂研究进展[J].生物质化学工程,2009,43(1):52-56.
[25]尹延柏,韩嘉,张雅莉,等.N—甲基咪唑硫酸氢盐离子液体催化合成柠檬酸三丁酯[J].生物质化学工程,2013,47(4):26-28.
[26]李静,蒋剑春,徐俊明,等.酸性离子液体合成及其催化合成柠檬酸三乙酯的研究[J].生物质化学工程,2009,43(4):15-20.
猜你喜欢
中成药(2018年8期)2018-08-29
中国医药指南(2017年3期)2017-11-13
上海农业学报(2017年3期)2017-04-10
中国塑料(2016年2期)2016-06-15
中国塑料(2016年11期)2016-04-16
当代化工研究(2016年5期)2016-03-20
当代化工研究(2016年5期)2016-03-20
中国塑料(2015年9期)2015-10-14
中国塑料(2015年5期)2015-10-14
中国塑料(2015年5期)2015-10-14
