
一种新型卧式活套设计与分析
2014-08-16 09:23杨国良康晓鹏
冶金设备 2014年1期
杨国良 康晓鹏
(中冶南方工程技术有限公司 湖北武汉430223)
一种新型卧式活套设计与分析
杨国良①康晓鹏
(中冶南方工程技术有限公司 湖北武汉430223)
介绍一种新型的卷扬式卧式活套,其主要由活套车、支撑车、力矩卷筒及传动卷扬构成,具有结构简单,安装方便,使用可靠且设备投资少的特点。另外基于力矩卷筒的力学特性,建立了活套的运动模型,对其运动过程进行了详细分析,并提出了力矩卷筒钢丝绳强度校核时需注意的事项。
活套 力矩卷筒 钢丝绳 强度校核
1 前言
冷轧处理线上活套结构形式可分为立式活套及卧式活套两种,立式活套主要用于对带钢表面质量要求较高的精整机组[1],如连续热镀锌机组、碳钢连续退火机组及彩色涂层机组等,卧式活套主要用在酸洗机组及硅钢连续退火机组中。卧式活套一般由活套车、活套门及传动卷扬构成,其中活套车上的仿形轨道加工较为困难[2],而且活套门安装时需要测量的数据多,安装难度高[3]。鉴于此,本文介绍一种新型的卧式活套,该新型活套采用支撑车代替活套门,利用力矩卷筒的特性来实现支撑车的规律运动,从而实现活套的充放套。其结构简单,使用可靠,大大减小了设备投资。
2 力矩卷筒式卧式活套结构组成及特点
某机组中采用的力矩卷筒式卧式活套主要结构如图1所示,主要由传动卷扬、活套车、支撑车、轨道组成,每个支撑车上固定有一个力矩卷筒,通过卷筒上的钢丝绳与其前面的车体连接。活套车通过钢丝绳与No.1支撑车的力矩卷筒连接。在空套状态下,支撑车能交错重叠,从而实现在保证套量的情况下,最大限度的减少活套长度。
3 力矩卷筒的理论力学模型
3.1 力矩卷筒的结构组成
力矩卷筒结构如图2所示,主要由绕满钢丝绳的卷筒、轴承座、芯轴、弹簧内套、蜗卷弹簧、发条盒及预紧力调节装置组成,弹簧内套与芯轴,卷筒与芯轴都采用键联接。平面蜗卷弹簧即发条弹簧的内端采用弯钩固定法卡在弹簧内套的槽内,与弹簧内套一起转动,外端与发条盒采用衬片固定。当钢丝绳带动卷筒转动时,芯轴、弹簧内套及发条弹簧一起转动,从而形成转动力矩。

图1 力矩卷筒式卧式活套结构示意图

图2 力矩卷筒结构示意图
3.2 发条弹簧的工作特性
发条弹簧的工作特性如图3所示,A点相当于发条弹簧置于发条盒后完全放松的状态,此时发条各圈压到盒壁上,由于受到发条盒的限制,实际能输出的力矩为零,当发条逐渐旋紧时,压到发条盒内壁的各圈上的发条将逐渐离开内壁并彼此分开,B点相当于发条各圈已分布在条盒内,但最外一圈尚未离开发条盒壁的时刻,此时发条弹簧各圈处于同心状态。继续上紧到最外一圈也离开发条盒后,C点相当于发条弹簧完全上紧的时刻,这时发条弹簧紧绕在弹簧内套上。发条盒各圈的同心状态与发条弹簧外端的固定方法有关,如果彼此不同心,会产生圈间摩擦,影响其输出转矩。
曲线BCD表示发条弹簧输出力矩与发条弹簧圈数的关系,曲线BC段力矩变化非线性,n0表示此段弹簧的转数,称为空圈数,其值一般取1~3.5。曲线CD段近似线性,一般将此段作为发条弹簧的工作段,ng表示此段弹簧的转数,称为工作圈数。初始状态时发条弹簧产生塑性变形及弹性变形,由于发条盒的作用,此部分弹性变形能无法有效输出,在外力作用下,发条弹簧转动,各圈逐渐趋于同心且圈层之间距离减小,发条弹簧的弹性变形能增加[4]。

图3 发条弹簧的工作特性
3.3 力矩卷筒的力学模型
力矩卷筒上的预紧力调节装置的作用有两点,其一是保证力矩卷筒的实际工作段与发条弹簧的工作圈数一致,使力矩卷筒提供线性弹簧刚度;其二,通过改变预紧力来调整力矩卷筒的初始输出力矩。设力矩卷筒的线性弹簧刚度为k,最大输出转矩为Tmax,弹簧工作圈数为ng,则k=Tmax/ng[4]。因此可将力矩卷筒等效为图4所示的弹簧阻尼模型,其中阻尼c表示发条弹簧的圈间摩擦。

图4 力矩卷筒的力学模型
4 活套充放套运动分析
4.1 活套充放套运动的力学模型
以某机组的活套为例,为便于分析,可忽略带钢与支撑车托辊之间的摩擦及车轮、托辊等处滚动轴承的摩擦,另外不考虑车体前后拉力不同造成的倾翻力矩。车体运动过程中可将前后车体间带钢重量叠加到前面一个车体上。将活套的充放套运动受力模型简化为如图5所示。

图5 活套运动受力模型
相关参数如表1所示。
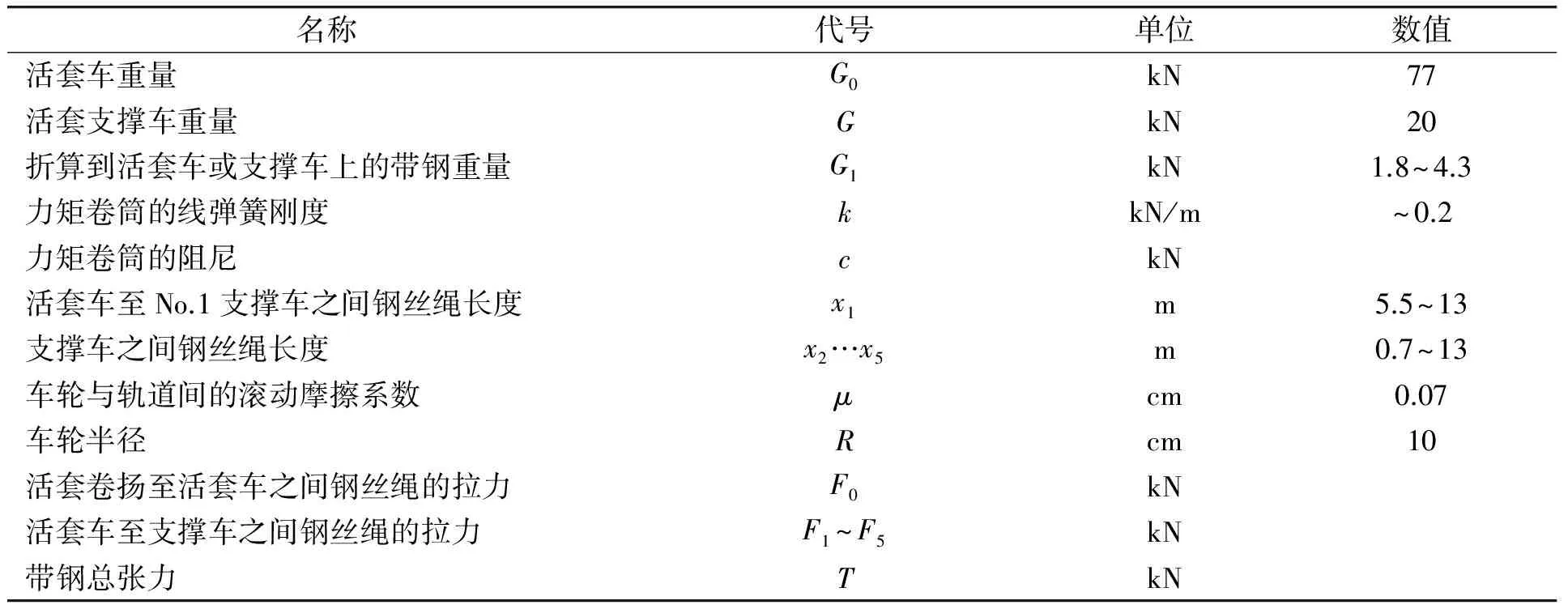
表1 活套主要力学参数
4.2 活套充套运动过程分析
根据受力模型,有:
F5=k×x5+c
F4=k×x4+c=μ×(G+G1)/R+F5
F3=k×x3+c=μ×(G+G1)/R+F4
F2=k×x2+c=μ×(G+G1)/R+F3
F1=k×x1+c=μ×(G+G1)/R+F2
F0=μ×(G0+G1)/R+F1+T
折算到活套车或支撑车上的带钢重量G1为一变量,其值与钢丝绳伸长量总和,即套量,呈线性关系,满套时,重量达到最大值(4.3kN),空套时,重量为最小值(1.8kN)。由于带钢重量相较支撑车及活套车重量较小,可以将带钢重量造成的摩擦力忽略不计,另外忽略发条弹簧圈间摩擦。各车体间钢丝绳长度在分析过程中近似认为等于各车体间距离,以便于描述活套运动过程。活套充套时,活套卷扬驱动活套车向左运动,活套车带动No.1支撑车力矩卷筒上的钢丝绳运动,随着活套车与No.1支撑车之间钢丝绳长度x1的增长,F1逐渐增加,当F1能克服No.1支撑车车轮与轨道间的摩擦力时,No.1支撑车开始运动,依次类推可知,No.i支撑车由静止转为运动时需满足以下条件:
Fi≥μ×G/R=0.14kN
(i=1~4)
由前述分析可知,No.1支撑车开始运动时,F1=0.14kN,此时x1=0.7m,No.1支撑车继续运动,钢丝绳长度x2增加,当满足F2=k×x2=0.14kN时,No.2支撑车开始运动,此时x2=0.7m,F1=k×x1=μ×G/R+F2,因此x1=1.4m,依次类推,最后No.4支撑车开始运动时,x4=0.7m,x3=1.4m,x2=2.1m,x1=2.8m,之后活套车及No.1~No.4支撑车同时运动,No.5~No.6支撑车之间间距逐渐加大,有:
x1=x2+0.7=x3+1.4=x4+2.1=x5+2.8
即此时活套各车体间距离等值同步增大,前后车体间相对速度不变,各支撑车运动速度Vi(i=1~4)及活套车运动速度V0满足以下关系式:
V0-V1=V1-V2=V2-V3=V3-V4=V4
因此活套在充套过程中,各支撑车是顺序运动,之后再同时等距离展开。运动过程中,如果某前后车体间钢丝绳长度已达到理论最大值,即钢丝绳长度不再变化。那么此前后两车体之间间距不变,视为整体与其余支撑车做等距离展开运动,直到活套处于满套位。由上述分析可知,在活套长度一定的条件下,各支撑车在活套处于满套位时的理论停止位置与相应力矩卷筒钢丝绳长度的选取有关。为实现各支撑车在满套位时等间距分布,在不计及各力矩卷筒钢丝绳初始长度的条件下(空套位),各力矩卷筒钢丝绳选型长度应满足下述公式,其中L为活套总长度。
x1-x2=x2-x3=x3-x4=x4-x5=0.7m
x5=(L-14)/5
为了使钢丝绳一直工作在力矩卷筒的有效工作圈数内,因此力矩卷筒的钢丝绳选型长度一般都留有余量,因此活套在满套位时,活套各车体间距离为等差分布,活套充套过程如图6所示。

图6 活套车及支撑车充套运动过程
4.3 活套放套运动过程分析
根据受力模型,有
F1=k×x1-c=F0+μ×(G0+G1)/R-T
F2=k×x2-c=μ×(G+G1)/R+F1
F3=k×x3-c=μ×(G+G1)/R+F2
F4=k×x4-c=μ×(G+G1)/R+F3
F5=k×x5-c=μ×(G+G1)/R+F4
求解得:
x5=x4+0.7=x3+1.4=x2+2.1=x1+2.8
活套放套时,根据充套运动分析过程同理可知,活套车首先开始向右移动,活套车与No.1支撑车之间间距减小,即钢丝绳长度x1减小,两者之间的钢丝绳拉力F1减小,当F1减小到一定值后,No.1支撑车开始向右运动,计算可得当x1减小0.7m时,No.2支撑车开始向右运动,当x2减小0.7m时,No.3支撑车开始向右运动,此时x1减小1.4m,依次类推,当最后No.4支撑车开始运动时,各车体间距离(即钢丝绳长度)x1减小了3.5m,x2减小了2.8m,x3减小2.1m,x4减小1.4m,x5减小0.7m,x1也就是各支撑车的绝对位移。之后活套车及No.1~No.4支撑车同时向右运动,各车体之间间距等值减小,各支撑车运动速度Vi(i=1~4)及活套车运动速度V0同样满足以下关系式:
V0-V1=V1-V2=V2-V3=V3-V4=V4
放套过程中各车体的运动过程是从活套车开始顺序缩回,直到全部车体开始运动,之后同时运动但保持前后两车距离同值减小,直到活套处于空套状态。运动过程中,如果某前后车体间钢丝绳长度已达到理论最小值,即两车相遇,那么此两车将作为整体一起运动。最后活套车停在预定位置时,各支撑车与活套车的距离呈等差分布,其中No.1支撑车与活套车的距离最小。活套放套过程如图7所示。
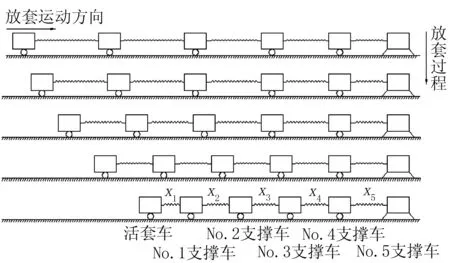
图7 活套车及支撑车放套运动过程
5 力矩卷筒钢丝绳强度校核
由前述分析可知,充套时,No.1支撑车力矩卷筒钢丝绳受到的拉力最大,放套时,No.5支撑车力矩卷筒钢丝绳受到的拉力最大,计及带钢重量对车体与车轮间摩擦力的影响,其拉力大小为:
Fmax=μ×(4×G+G3)/R+k×x
其中x为No.1或No.6支撑车力矩卷筒钢丝绳的有效卷取长度,G3为满套位时,活套内带钢的最大重量。在校核钢丝绳的直径时,设选用的钢丝绳的最小破断拉力为T/kN,有:
n=Fmax/T[4]
其中n为安全系数,需根据钢丝绳所在机构的工作级别合理的选取,根据活套的工作特点,机构的工作级别选取M5或M6较为合适。由于分析过程中假定了发条弹簧各圈呈同心分布而忽略了圈间摩擦,因此钢丝绳实际拉力会较计算值大,应选取较大的安全系数,推荐n≥5。实际工程中,导致钢丝绳断裂的另一个因素就是绳头与力矩卷筒的刮擦,因此钢丝绳出绳口必须做护边处理,避免割断钢丝绳。
6 结语
介绍了一种新型卧式活套的结构组成及特点,并对其充放套的运动过程进行了详细的分析,揭示了各支撑车在活套充放套过程中的运动规律,并根据工程实例,提出了影响力矩卷筒钢丝绳强度的因素及改进措施,文中的分析界定了一些前提条件,如各力矩卷筒的预紧力一样,如果改变预紧力的值,活套车及支撑车的初始运动位置会改变,活套处于满套位时各车的相对位置也会相应有所改变,但活套各车体的运动规律一致。
[1]刘刚.活套的结构分析与设计[J].梅山科技,2013(3):48~51.
[2]王革勋,张中华.冷轧活套摆动门安装技术[J].天津冶金,2010(5):44~47.
[3]张庆华.热镀锌机组活套小车左右导向板异型曲面的加工[J].重型机械科技,2003(2):28~30.
[4]北京有色冶金设计研究总院.机械设计手册第四版第3卷.北京:化学工业出版社,2002.
Design and Analysis of a Kind of Original Horizontal Looper
Yang Guoliang Kang Xiaopeng
(WISDRI Engineering & Research Incorpration Limited,Wuhan 430223)
A kind of original windlass horizontal looper is introduced which contains looper car, a set of support cars, moment mandrel and drive winch. The structure of the looper is very simple, it can be installed simply and used reliably while investment of the looper is reduced greatly. The kinematics model of the looper is designed based on the mechanics characteristic of the moment mandrel. Movement process of the looper is analyzed in detail, and suggestion is proposed in strength checking of rope enlaced on moment mandrel.
Looper Moment mandrel Rope Strength checking
杨国良,男,1984年出生,毕业于华中科技大学,研究生,工程师,主要从事冷轧处理线设备设计与研究
TG333.2
A
10.3969/j.issn.1001-1269.2014.01.004
2013-09-18)
猜你喜欢
钟表(2022年3期)2022-06-27
防爆电机(2022年2期)2022-04-26
红领巾·萌芽(2022年2期)2022-01-31
有色设备(2021年4期)2021-03-16
矿冶(2020年5期)2020-12-29
设备管理与维修(2020年12期)2020-06-30
意林(2019年20期)2019-10-24
山西冶金(2019年1期)2019-04-26
北京汽车(2019年1期)2019-03-13
小哥白尼(趣味科学)(2018年4期)2018-06-21
