
手表发条相关参数的计算
2022-06-27 09:34席战辉陈斌张磊
钟表 2022年3期
文 / 席战辉 陈斌 张磊
机械手表是以发条为原动力,其原动系统中通常包括5个零件,其具体名称为:条盒轮、条盒盖、条轴、发条、发条外勾(或者副发条)。
发条的作用维持振动系统不衰减地振动,并且带动指针机构或附加机构运动。储存弹性能量;上条时把外界对它的作用功转化为变形能;在手表机构工作中,陆续释放出来。
对发条的要求要有足够的输出力矩,即强度极限、弹性极限和弹性模量高,并且满条状态与工作24小时后的输出力矩之差要小;工作时具有足够的均匀的输出力矩,保证延续走时不少于36小时;有一定的工作圈数,提供一定标准的延续走时;高的疲劳强度和抗弹性疲劳性能,保证手表使用寿命20年;不生锈、无磁性。
手表发条标准QB/T 2404-2010对发条相关术语和定义:
3.1 发条 main spring
机械手表的主要储能元件,其主要作用是维持振动系统不衰减地振动,并且带动指针机构或附加机构(如闹时机构等)运动。
3.2 副发条 sliding attachment
附加在主发条体上,为实现自动表上条功能而设计的附加短发条。通常这种发条的长度应为放入条盒后略小于一圈。
3.3 自动发条部件 mainspring with sliding attachment
带副发条的发条部件。
3.4 打滑力矩 sliding torque
自动发条在上紧到打滑前的一瞬间的力矩。
机械手表标准(QB/T 1249-2013):
本标准适用于使用叉瓦式擒纵调速器的各类手表,相应的手表机心亦可参照使用。
3.1 基础机心
由原动系、传动系、擒纵调速系、上条拨针系组成的机械机心。
4.产品分类:手表按机心装配直径分Ⅰ型、Ⅱ型、Ⅲ型三类。
Ⅰ型:手表机心装配直径大于20mm(或面积大于314mm);
Ⅱ型:手表机心装配直径为16~20mm(或面积大于201~314 mm);
Ⅲ型:手表机心装配直径小于16mm(或面积小于201mm)。
5.1使用可靠性
手表在正常使用条件下不应停走,机心在表壳组件中应稳固,手表的零部组件不应自行脱落。
手表在延续走时期间实走误差不应超过15min;在24h时段内走时误差不应超过5min。
手表时针和时符中心重合时,分针偏离“12”时符中心的角度不应大于90°。
手表的上条机构和拨针系应工作可靠。
5.2走时质量
发条延续走时要求:
手上条
I型表 优等≥45小时 一等≥42小时 合格≥38小时
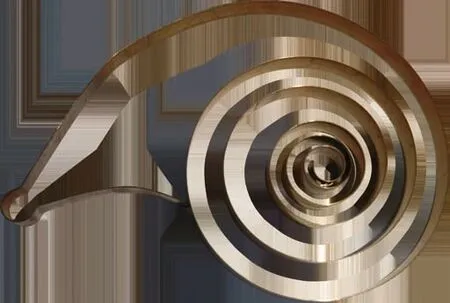
蜗线发条图

S形发条图

条盒轮爆炸图

手动发条图

自动发条图
Ⅱ型表 优等≥40小时 一等≥35小时 合格≥32小时
Ⅲ型表 优等≥35小时 一等≥32小时 合格≥30小时
自动上条
I型表 优等≥42小时 一等≥36小时 合格≥34小时
Ⅱ型表 优等≥38小时 一等≥30小时 合格≥30小时
Ⅲ型表 优等≥34小时 一等≥28小时 合格≥28小时
解读:机械表一次上满发条,应该有一定的运走时间段,大家经常说的动力储存多少小时,就是这个项目了。这也很好的解答了自动表为什么不能“自动”走,也会停下。
常用发条材料:
不锈钢,如2Cr19Ni9Mo、合金材料、高碳钢。目前手表发条选用19-9Mo,即3Cr19Ni9Mo2N,是一种沉淀硬化型不锈钢,经加工硬化和时效处理,可达到硬度HV620(HRC55)。也常用于其它计时器发条。
发条加工工艺:手表发条19-9Mo高弹性不锈钢,由特种钢厂提供钢锭或半成品胚料,再由钟表元件厂生产轧制成型。经冶炼、锻造、热轧、退火、粗拉、退火、粗拉、固溶化处理、中拉、精拉、冷轧、刮边、抛光、截条、冲方孔、打內钩……定型处理(时效)——盘条成品。
发条热处理:发条最终必须经过盘条和定型时效热处理,其工艺曲线见图1。盘条是为了得到S型发条,进一步提高弹性极限和输出力矩。

图1 :不锈钢发条热处理工艺曲线
常用的发条结构:带条盒式手表常用,不带条盒式一般为闹钟用。
常用的发条形状:蜗线发条和S形发条。
发条的类型:手动手表发条、自动手表发条。
发条的组成:条盒轮1、条盒盖4、条轴3、发条2。
发条的工作过程:
手动发条:上条时,大钢轮带动条轴转动,条轴内钩带动发条内孔使发条卷紧,发条外勾钩在条盒的内壁凹口上。
自动发条:上条时,大钢轮带动条轴转动,条轴内钩带动发条内孔使发条卷紧,主发条与条盒内壁啮合,副发条与主条之间有效实现打滑。
发条工作时:条轴不动而条盒转动,通过条盒轮上的齿释放力矩。
S形发条特点:力矩大,力矩变动率小。
发条能量存储发展:双发条盒,如朗格双发条盒手表;三发条盒,如沛纳海三条盒手表;四发条盒,如豪雅四发条盒手表等。


名称 符号 量值images/BZ_111_784_589_816_617.png
手表发条标准QB/T 2404-2010对发条的技术要求:
4.技术要求
4.1 机械性能
发条的机械性能要求见表1。

表1 发条的机械性能
注:制造发条材料多采用高弹性合金,如3J9(见YB/T 5135-1993)。
4.2 发条尺寸
4.2.1 方孔尺寸
发条宽度尺寸范围对应的发条方孔尺寸系列见表2。
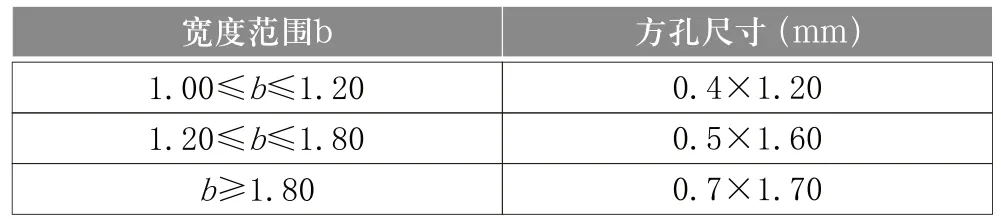
表2 方孔尺寸
4.2.2 内圈直径偏差
发条内圈直径允许偏差范围为-0.20mm~0mm。
4.2.3 外勾间隙
发条外勾间隙应为0.05mm~0.30mm。
4.3 外观质量
4.3.1 发条表面不允许有锈斑及明显的划伤等缺陷。
4.3.2 自润滑发条的涂层不允许有涂层不均匀、起皮、脱落、明显的氧化色以及与发条结合不牢等缺陷。
4.4 发条的其他特殊要求由供需双方商定。
5 试验方法
5.1 试验环境条件
试验的环境温度为18℃~25℃,在整个试验过程中温度波动不大于2,相对湿度不大于70%。
5.2 试验仪器设备
试验仪器设备及其准确度等级见表3。

表3 试验仪器设备
5.3 工作圈数
5.3.1 手上链发条工作圈数
将发条装入标准条盒轮部件后,在力矩仪上进行测试。先上满条,退1/4圈时测得大力矩(M);再退至相当于手表走时24 h的圈数时(包括已退的1/4圈)测得小力矩(MT);力矩为零时读工作圈数,当测力矩打滑时只允许调换一次条盒轮部件。
5.3.2 自动发条工作圈数
将自动发条装入标准条盒轮部件后,在力矩仪上进行测试。先上满条至打滑最少五次后,将指针停在滑落前的最高点,读得的数据为打滑力矩(M) 。测试完打滑力矩后,将指针停在滑落前最高点时的圈数,后退1/4圈,测得大力矩(M);再退至相当于手表走时24h的圈数时(包括已退的1/4圈)测得小力矩(MT);力矩为零时读工作圈数。
5.4 疲劳断条次数
将发条放在疲劳仪上测试,测量其卷缩、伸展在大小力矩之间的次数即为疲劳次数,卷缩、伸展一次时间为3s。
5.5 小力矩衰减率
按5.3的方法测得发条小力矩值后,再测试疲劳试验1800次后的小力矩值,将其值代入公式(1),计算小力矩衰减。

5.6 力矩变动率
按工作圈数的方法测得发条大、小力矩值,将其代入公式(2),计算力矩变动率。

5.7 外勾牢度
将发条放在力矩仪上进行测试,力矩仪的标准簧应为被测发条大力矩的两倍。上紧后外勾不能脱落。
5.8 副发条牢度
在专用夹具上固定发条,并在副发条的切向方向上悬吊重物(重物的重量应不低于2倍的对打打滑力矩除以条盒内圈半径),试验副发条的连接牢度。
5.9 方孔尺寸
方孔尺寸用检验合格的条轴检查。
5.10 内圈直径偏差
发条内圈直径偏差用专用塞规测量。如有争议,可用50×投影仪测量,测量方法见图2。
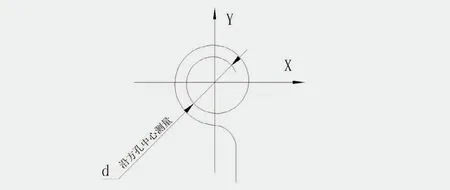
图2 用投影仪测量发条内圈直径
5.11 外勾间隙
外勾间隙用50×投影仪测量。
5.12 外观质量
在自然光下,距被检表面30cm处目测检查。
6 检验规则
6.1 出厂检验
6.1.1 出厂检验按GB/T 2828.1进行,采用特殊检验水平S-4的一次抽样方案,其不合格分类、检验项目和接收质量限(AQL)见表4。

表4 出厂检验
6.1.2 批的组成、批量的大小由供需双方商定。
6.1.3 检验的实施、合格判定及检验后的处置按GB/T 2828.1的有关规定执行。
6.2 型式检验
6.2.1 型式检验按GB/T 2829进行,采用判别水平I的一次抽样方案,其不合格分类、检验项目、不合格质量水平(RQL)、样本量及判定数组见表5。

表5 型式检验
6.2.2 型式检验的样本,应从出厂检验合格的某个批或若干批中随机抽取,备用样本由检验单位确定。
6.2.3 检验的实施、合格判定及检验后的处置按GB/T 2829的有关规定执行。经型式检验后的样本,无论合格与否均不应作为合格品出厂。
6.2.4 型式检验的周期由各生产单位自定,但发生下列情况之一时应进行型式检验:
a) 新产品投产或老产品转产时;
b) 产品的设计、结构、工艺、材料有较大变动时;
c) 产品长期停产后又恢复生产时;
d) 国家质量监督机构提出进行型式检验的要求时。
维修过程中选配发条要求:
1. 选配发条的原则
在机械手表中,发条是一个易损件,尤其手上条的手表,当发条上满后,柄头再向前推一点,就很容易使外勾与发条脱开,也可能发生发条于外勾点焊处折断,出现上条时发条打滑、没有能量输出的现象。如果有专用发条,选配很方便。但一时无法找到专用发条,可以用其它发条代替。这就需要参照原来的发条,用游标卡尺测量其长度、宽度、厚度,通过比较尽量选配符合要求的发条。
① 在宽度和厚度相同的情况下,选择的发条比原来发条短10~20毫米,仍可配用,如果长度长10~20毫米则不可配用。
② 在长度和厚度相同的情况下,选择的发条宽度宽于原来发条不能使用,如果稍窄于原发条0.1毫米左右仍可使用,力矩输出时会稍有波动,但过窄则不能使用。
③ 在长度和宽度相同的情况下,选配的发条比原来的发条过厚或过薄则都不能使用。因为手表发条厚度大多在0.09~0.13毫米之间,用卡尺不易准确测量。钟表维修人员也可配合用手指捏弯发条来作比较,凭感觉和经验来判定原发条与选配发条手感的软硬程度是否相似。如选配发条过硬,即弹性过强,则会引起摆幅过大造成击摆;如发条过软,即弹性过弱,则会使手表延续走时达不到基本要求。所以选配的发条过硬、过软都不能使用。
如无合适的选配发条,原发条仅是外勾脱落或外勾折断,可重新制作外勾铆接在发条上,而重新按要求制作的外勾,使用后一般不会影响手表的延续走时和走时精度。
2、手表发条外勾的制作和铆接方法
① 制作外勾。可选择一段旧发条,应比原发条稍厚一点,约厚0.01~0.02毫米,手感稍硬,宽度应稍窄一点,约窄0.1~0.2毫米,如无合适的旧发条,也可用原发条前端,但这样会使原发条的长度减少。按以上要求一般取4~5毫米的长度做外勾,将一端倒角为外勾的外端,另一端锉成斜口作为内端,退火后用尖冲或三角钻定铆钉孔位,再用钻头钻一个直径约0.4毫米左右的孔,孔要正中并离前端1毫米左右,再在外侧孔中用较大的钻头钻成退坡形铆钉孔。如果原发条外勾还可以使用,可在原外勾点焊处打孔。
② 发条钻孔。将发条前端退火后倒角整形,并同样在距前端1毫米中间处钻铆钉孔,孔径大小、位置与外勾相同。
③ 做铆钉并铆接。用0.6毫米左右的黄铜丝或退过火的钢丝锉制一个略呈锥形的铆钉坯,先从外侧套入外钩,再把发条套上,使两者重合平贴,截去上下多余段,然后把铆钉竖放在铁砧上,用小榔头敲击,使它们铆合在一起并进行修整。铆钉头略呈圆弧状,但铆钉不可过长,否则发条在条盒内活动空间变小,减少工作圈数;铆钉也不可过短,过短会失去铆接的牢度。
④ 外勾整形。外勾弯度很重要,应紧贴条盒轮内壁。如果外勾成直线,钩住条盒轮壁凹槽后,发条会使条盒轮空间缩小;如果发条外勾弯曲度过大,则外勾钩不住条盒轮壁凹槽,会造成打滑。也应注意:外钩内端斜口角度过小,或者条盒轮内壁凹槽损伤,也会出现上条打滑现象。
⑤ 发条和外勾铆接部位的退火部分可用银砂纸打磨抛光。
发条的能量显示方式
发条释放能量的过程,也就是能量显示的过程。能量储备显示的基本原理是通过一组传动齿轮机构,将发条能量释放过程的信息通过分解发条能量输出的不同阶段,以不同的形式呈现在表盘上。简单的说就是能量输出的显示过程。显示方式大多采用扇形能量指针式显示以及窗孔式数字显示。能量储存显示因为关乎手表运行时间的长短,实用价值较高。能量显示最常见的形式莫过于以指针搭配表盘刻度或图示,大部分品牌通常会在表盘上设计一个弧形刻度标记,并在两端分别印上诸如“HIGH”、“LOW”的标识依据来显示能量存储。
发条是手表能量的提供者,其设计工艺、材料性能、技术参数等都很重要。技术在进步,材料在革新,未来我们期待有更好更优的发条,为手表提供源源不断的能量,保证客户在延续走时上有一个良好的使用体验。
猜你喜欢
红领巾·萌芽(2022年2期)2022-01-31
新视线·建筑与电力(2021年4期)2021-11-01
小天使·初中版(2021年9期)2021-09-18
新视线·建筑与电力(2021年2期)2021-09-10
意林·少年版(2021年1期)2021-02-22
意林(2019年20期)2019-10-24
文学少年(低幼版)(2019年7期)2019-10-09
电脑知识与技术(2019年10期)2019-05-22
山东青年(2016年12期)2017-03-02
中学生数理化·八年级物理人教版(2014年2期)2014-04-02
