
杂铜电解阳极泥除铜的试验研究
2014-08-10 12:29:00覃用宁罗东明李浩铭
中国有色冶金 2014年5期
覃用宁, 罗东明, 李浩铭
(广西冶金研究院, 广西 南宁 530023)
杂铜电解阳极泥除铜的试验研究
覃用宁, 罗东明, 李浩铭
(广西冶金研究院, 广西 南宁 530023)
对杂铜电解阳极泥除铜进行试验研究,获取最优的浸出条件。在最优的浸出条件下进行浸出,铜浸出率达97%,银不浸出,浸出渣含铜<0.5%,达到从阳极泥除铜、富集贵金属的目的。
杂铜; 电解; 阳极泥; 除铜
杂铜电解阳极泥是粗铜电解精炼过程中产出的一种副产品,它是由铜阳极在电解精炼过程中不溶于电解液的各种物质组成,其成分主要取决于铜阳极成分和电解的技术条件,产率一般为铜阳极的0.2%~1%。阳极泥含有大量的贵金属和稀有元素,是提取贵金属的重要原料。选择阳极泥处理工艺流程主要依据阳极泥的化学成分和规模的大小,目前处理阳极泥工艺流程主要有火法工艺、湿法工艺、火法湿法联合工艺和选冶联合工艺。不论采用什么工艺流程,最初步骤是把阳极泥中贱金属从系统中分离出来,富集金、银等贵金属,有利于金、银等贵金属的有效回收。
由于阳极泥中铜的大量存在,不利于后续工序中金、银等贵金属的回收,因此处理杂铜电解阳极泥工艺流程中第一步是把其中的铜除去。目前杂铜电解阳极泥除铜工艺有焙烧稀酸浸出、常压加催化剂氧化浸出和加压氧化浸出,当前使用的主要工艺是焙烧稀酸浸出和常压加催化剂氧化浸出。
1 试验原理和目的
试验原理: 在加压、有硫酸和氧的条件下,杂铜阳极泥中铜发生如下反应:
2Cu+2H2SO4+O2=2CuSO4+2H2O
(1)
2Cu20+4H2SO4+O2=4CuSO4+4H2O
(2)
2CuS+2H2SO4+O2=2CuSO4+2H2O+2S
(3)
Cu2S+2H2SO4+O2=2CuSO4+2H2O+S
(4)
2S+3O2+2H2O=2H2SO4
(5)
试验目的:通过试验考察铜的浸出率及浸出渣中铜的含量,贵金属的富集情况,获得杂铜电解阳极泥浸出铜的最优条件和贵金属富集条件。
2 试验原材料和设备
原材料:杂铜电解阳极泥,化学纯硫酸,工业氧气。
设备:高压实验釜(带控温、搅拌调控装置)型号WS- GSH,容积2 L、工作温度300 ℃、工作压力1.0 MPa。
杂铜电解阳极泥光谱半定量和定量分析见表1、表2。
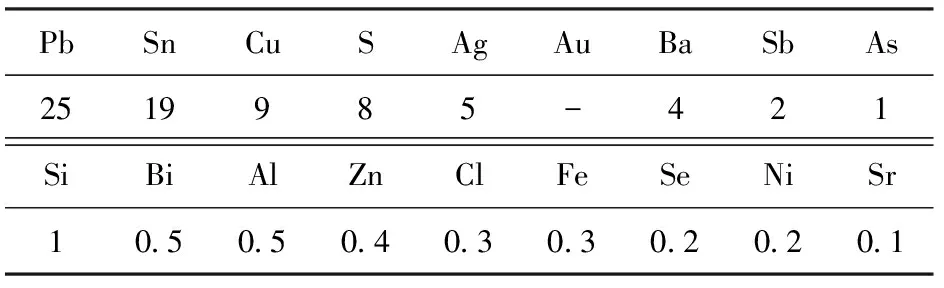
表1 光谱半定量分析结果 %

表2 定量分析结果 %
物相分析表明阳极泥主要成分:PbSO4、BaSO4、SnO2、CuSO4、Cu2O、CuS、AgCl等。
上述分析结果表明:阳极泥中Bi、Se、Sb含量很低,不含Te,主要有价金属 为Au、Ag、Sn、Cu、Pb,且Au、Ag含量在杂铜电解阳极泥中偏低。
几内亚BOFFA矿区总面积为1 248 km2,中央子午线为西经15°,测区范围为北纬10°33′00″~10°55′00″,西经14°00′00″~13°45′00″,测区东西宽27 km,南北长73 km,测区平均高程为Hm=130 m,取Rm=6 371 km,经上述UTM投影变形公式计算投影变形,在-27.3~-19.0 cm/km。
3 试验结果及分析
3.1 浸出压力条件试验
试验条件:H2SO4150 g/L,液固比5,时间180 min,温度150 ℃,杂铜电解阳极泥200 g。分别进行压力(MPa):1.4、1.2、1.0、0.8、0.6、常压条件试验。结果如图1所示。
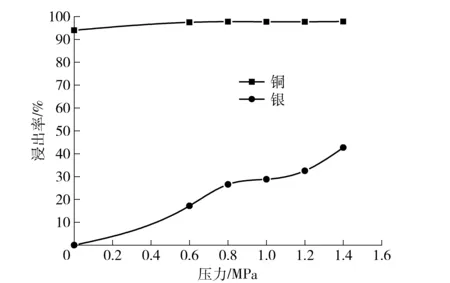
图1 不同压力条件下铜、银浸出率
从图1可见:随氧压力的增加,铜、银的浸出率增大,铜浸出率从常压的94%上升到97.83%,银浸出率从常压的不浸出上升到42.68%。经分析渣含铜从0.63%降到0.24%;在压力条件下渣含铜<0.5%。综合考虑取浸出压力条件0.8 MPa,银浸出率~24%。
3.2 浸出时间条件试验
试验条件:H2SO4150 g/L,液固比5,压力0.8 MPa,温度150 ℃,杂铜电解阳极泥200 g。分别进行时间(min):180、150、120、90、60、40条件试验。结果如图2所示。
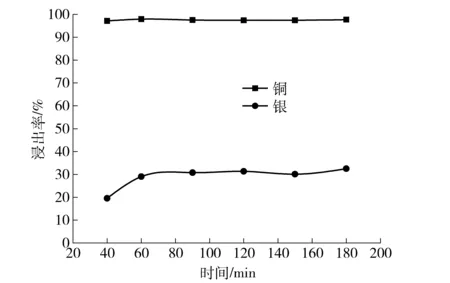
图2 不同时间条件下铜、银浸出率
从图2可见:随时间的增加,铜、银的浸出率增大,铜浸出率从97.11%上升到97.68%,但变化不明显。银浸出率从19.55%上升到32.52%。经分析渣含铜在0.24%~0.35%波动。综合考虑取浸出时间条件60 min。
3.3 浸出酸度条件试验
试验条件:液固比5,压力0.8 MPa,时间60 min,温度150 ℃,杂铜电解阳极泥200 g。分别进行H2SO4(g/L):130、110、90、70条件试验。结果如图3所示。

图3 不同酸度条件下铜、银浸出率
从图3可见:随酸度的增加,铜、银的浸出率增大,铜浸出率从95.42%上升到97.66%,但变化不明显。银浸出率从9.14%上升到28.83%。经分析渣含铜在0.24%~0.50%波动。综合考虑取浸出酸度条件100 g/L。
3.4 浸出温度条件试验
试验条件:H2SO4100 g/L ,液固比5,压力0.8 MPa,时间60 min,杂铜电解阳极泥200 g。分别进行温度(℃): 150、130、110、90、70条件试验。结果如图4所示。

图4 不同温度条件下铜、银浸出率
从图4可见:随温度的增加,铜的浸出率变化不明显,铜浸出率在97.49%到97.66%之间,但银浸出率从0上升到19.55%。经分析渣含铜在0.24%~0.35%波动。综合考虑取浸出温度条件70 ℃。
3.5 浸出液固比条件试验
试验条件:H2SO4100 g/L,压力0.8 MPa,温度70 ℃,时间60 min,杂铜电解阳极泥200 g。分别进行液固比:5、4、3条件试验。结果如图5所示。
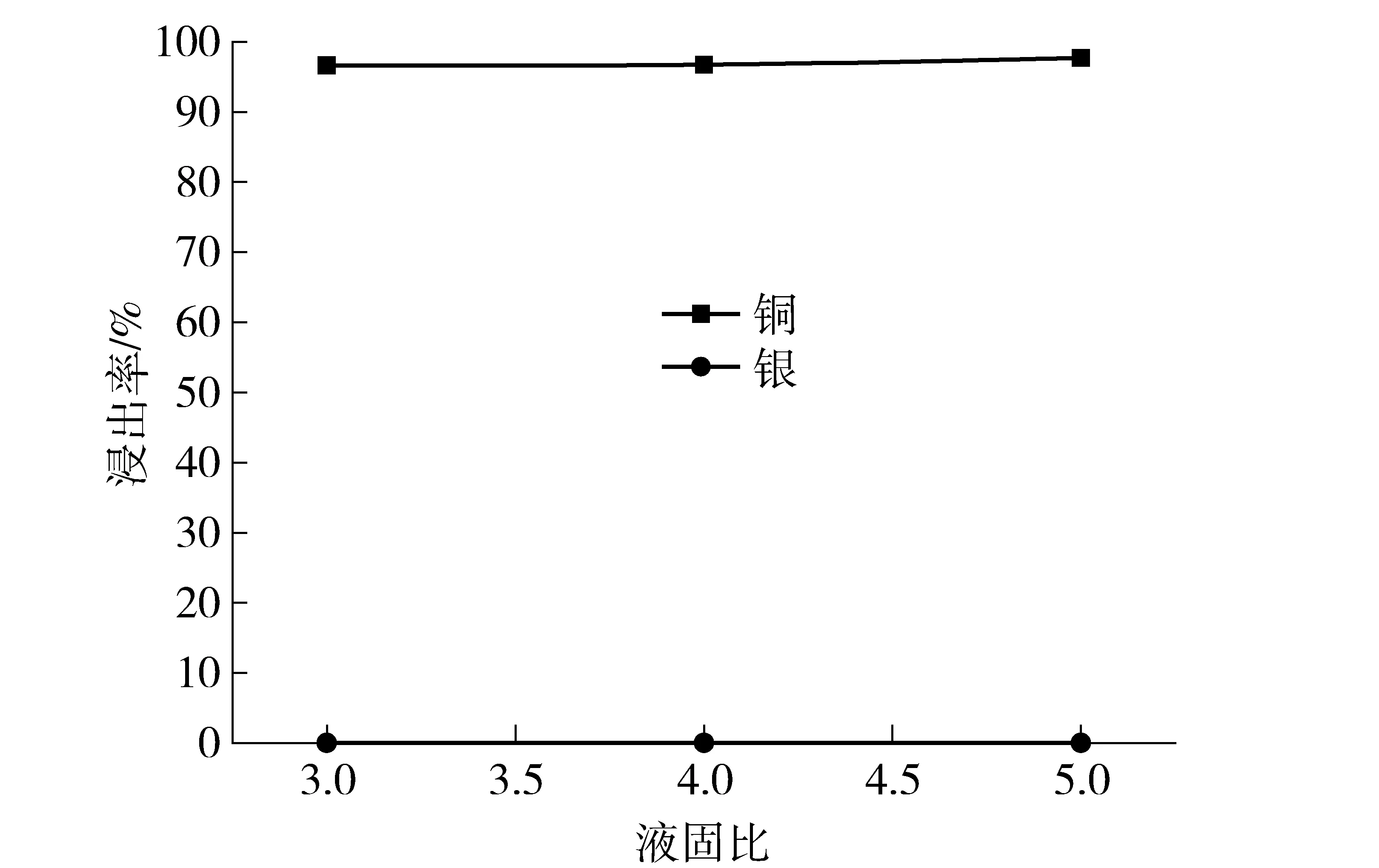
图5 不同液固比条件下铜、银浸出率
从图5可见:随液固比的增加,铜的浸出率变化不明显,铜浸出率在97.65%到97.77%之间,银不被浸出。经分析渣含铜在0.24%~0.36%波动。综合考虑取液固比条件为3。
3.6 综合条件试验
通过上述条件试验,获得浸出综合条件:
H2SO4100 g/L,液固比3,压力0.8 MPa,温度70 ℃, 时间60 min。在综合条件下,分别取杂铜电解阳极泥500 g,进行3次试验,试验结果见表3。

表3 综合试验结果
从上表可见:在综合条件下浸出杂铜电解阳极泥,铜浸出率达97%,银不浸出,浸出渣含铜<0.5%。
4 结论
上述实验数据表明:杂铜电解阳极泥在一定的温度、氧压和酸度条件下,可以达到分离浸出铜,金银不被浸出而富集在浸出渣中的目的。最优浸出条件为:H2SO4100 g/L,液固比3,压力0.8 MPa,温度70 ℃, 时间60 min。在此条件下铜浸出率达97%,银不浸出,浸出渣含铜<0.5%。
Testofremovalofcopperfromanodeslimeinscrapcopperelectrolysis
QIN Yong-ning, LUO Dong-ming, LI Hao-ming
The test of removal of copper from anode slime in scrap copper electrolysis was performed, and the optimal leaching condition was obtained. Under the optimal leaching condition, the copper leaching rate reaches 97%, silver is not leached, and the content of copper in leaching slag is below 0.5%, and the goals of removing copper from anode slime and concentrating precious metals were realized.
scrap copper; electrolysis; anode slime; copper removal
覃用宁(1965—),男,高级工程师,从事有色金属冶金研究。

TF811
B

猜你喜欢
证券市场周刊(2024年13期)2024-04-16 04:33:35
贵金属(2021年1期)2021-07-26 00:39:20
贵金属(2021年1期)2021-07-26 00:39:20
——庆祝中国共产党成立一百周年贵金属纪念币展
中国钱币(2021年4期)2021-02-26 00:58:18
湖南有色金属(2020年6期)2020-12-28 07:04:16
中国有色冶金(2018年5期)2018-10-25 01:11:22
Journal of Forestry Research(2018年2期)2018-03-19 05:08:26
科学与财富(2017年28期)2017-10-14 18:07:24
东华理工大学学报(自然科学版)(2016年1期)2016-05-23 10:43:38
中国资源综合利用(2016年3期)2016-01-22 07:28:18
